Nach DIN 17014 ist Glühen eine Wärmebehandlung, bestehend aus Erwärmen auf eine bestimmte Temperatur, Halten und Abkühlen unter solchen Bedingungen, dass der Zustand des Werkstoffes bei Raumtemperatur dem Gleichgewichtszustand näher ist.<
Die Glühverfahren unterscheiden sich durch die Höhe der Glühtemperatur, die Länge der Glühzeit und die Art der Abkühlung.
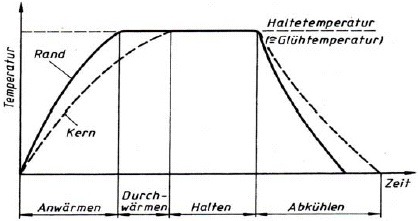
Bei der Glühung unterscheidet man
• Anwärmdauer
• Durchwärmdauer (auch der Kern des Werkstückes hat die Haltetemperatur erreicht)
• Abkühldauer
Diffusionsglühen
Grobkornglühen
Normalglühen
Weichglühen
Rekristallisationsglühen
Spannungsarmglühen

Übersicht der Glühverfahren
Wasserstoffarmglühen
200°C – 300°C
mehrere Stunden
Überwiegend nach dem Schweißen oder Galvanisieren
bei verzinkten Stähle nicht über 220°C
Spannungsarmglühen
550°C – 650°C
langsam erwärmen, bis zu 2h lang halten und dann langsam abkühlen Verringerung innerer Spannungen, z.B. nach dem Gießen, Walzen, Schmieden und Schweißen
Rekristallisationsglühen
550°C – 650°C
mehrere Stunden
Bildung eines neuen Gefüges, z.B. nach dem Kaltumformen
Temperatur-Zeitverlauf hängt vomWerkstoff und Gefügezustand ab → Rekristallisationsschaubild
Weichglühen
680°C – 750°C
auf ca. 750C erwärmen und langsam abkühlen
mehrere Stunden
Umwandlung des Streifenzementits in körnigen Zementit → leichter span- und umformbar
bei <0,8% C-Gehalt
Pendelglühen
mehrmalige Änderung um PSK
mehrere Stunden
Umwandlung des Streifenzementits in körnigen Zementit → leichter span- und umformbar
bei >0,8% C-Gehalt
Normalglühen
untereutektoide Stähle 30-50°C über GSK
übereutektoide Stähle: knapp über GSK
so kurz wie möglich
2 min/mm Wanddicke
Beseitigung von Gefügeungleichmäßigkeiten
Erzielung eines feinkörnigen, gleichmäßigen Gefüges mit optimalen Festigkeits- und Verformungseigenschaften
Grobkornglühen
950°C – 1200°C
meistens 1-3h, auch bis zu 150h
Verbesserung der Spanbarkeit
Nachher muss der Bauteil wieder in einen feinkörnigen Zustand übergeführt werden
Diffusionsglühen
1050°C – 1250°C
bis zu 50 h
Ausgleichung von Konzentrationsunterschieden (Gefügeinhomogenitäten), insbesondere bei Gussstücken (Seigerungen)
Lösungsglühen
950°C – 1200°C
bei austenitischen Stählen mit anschließendem Abschrecken
Glühfarben

