

Entwicklungsstand der ausscheidungshärtenden ferritisch ...
Entwicklungsstand der ausscheidungshärtenden ferritisch ...
Entwicklungsstand der ausscheidungshärtenden ferritisch ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Entwicklungsstand</strong> <strong>der</strong> <strong>ausscheidungshärtenden</strong> <strong>ferritisch</strong>-<br />
perlitischen (AFP-)Stähle mit Vanadinzusatz für eine geregelte<br />
Abkühlung von <strong>der</strong> Warmformgebungstemperatur<br />
von Dr.-Ing. Bernd Huchtemann und Dipl.-Ing. Volker Schüler, Krefeld<br />
Entwicklungsstufen bei AFP-Stählen mit Vanadin zur Verbesserung des Festigkeits-/Zähigkeitsverhältnisses,<br />
mechanische Eigenschaften, Gebrauchs- und Verarbeitungseigenschaften.<br />
1. Einleitung<br />
Eine mo<strong>der</strong>ne Werkstofftechnik gehört zu den Schlüs-<br />
seltechnologien führen<strong>der</strong> Industriegesellschaften.<br />
,,Mo<strong>der</strong>n” meint hier nicht allein die Entwicklung und<br />
Anwendung ,,Neuer Werkstoffe“ wie zum Beispiel<br />
Kunststoffe, Keramiken und Leichtmetalle, son<strong>der</strong>n<br />
auch die richtige Wahl des günstigsten Werkstoffes.<br />
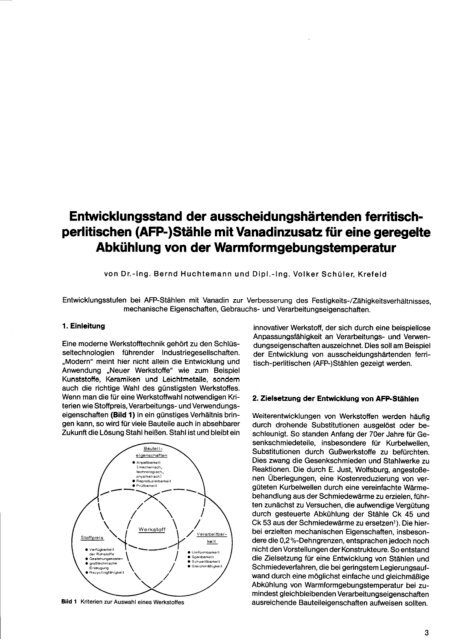
Wenn man die für eine Werkstoffwahl notwendigen Kri-<br />
terien wie Stoffpreis, Verarbeitungs- und Verwendungs-<br />
eigenschaften (Bild 1) in ein günstiges Verhältnis brin-<br />
gen kann, so wird für viele Bauteile auch in absehbarer<br />
Zukunft die Lösung Stahl heißen. Stahl ist und bleibt ein<br />
. “srfugbarkeit<br />
<strong>der</strong> Rohstoffe<br />
. Gestehungskosten<br />
Bild 1 Kriterien zur Auswahl eines Werkstoffes<br />
Verarbeitbar-<br />
. Gle,chmd”,gke,t<br />
innovativer Werkstoff, <strong>der</strong> sich durch eine beispiellose<br />
Anpassungsfähigkeit an Verarbeitungs- und Verwen-<br />
dungseigenschaften auszeichnet. Dies soll am Beispiel<br />
<strong>der</strong> Entwicklung von <strong>ausscheidungshärtenden</strong> ferri-<br />
tisch-perlitischen (AFP-)Stählen gezeigt werden.<br />
2. Zielsetzung <strong>der</strong> Entwicklung von AFP-Stählen<br />
Weiterentwicklungen von Werkstoffen werden häufig<br />
durch drohende Substitutionen ausgelöst o<strong>der</strong> be-<br />
schleunigt. So standen Anfang <strong>der</strong> 70er Jahre für Ge-<br />
senkschmiedeteile, insbeson<strong>der</strong>e für Kurbelwellen,<br />
Substitutionen durch Gußwerkstoffe zu befürchten.<br />
Dies zwang die Gesenkschmieden und Stahlwerke zu<br />
Reaktionen. Die durch E. Just, Wolfsburg, angestoße-<br />
nen Überlegungen, eine Kostenreduzierung von ver-<br />
güteten Kurbelwellen durch eine vereinfachte Wärme-<br />
behandlung aus <strong>der</strong> Schmiedewärme zu erzielen, führ-<br />
ten zunächst zu Versuchen, die aufwendige Vergütung<br />
durch gesteuerte Abkühlung <strong>der</strong> Stähle Ck 45 und<br />
Ck 53 aus <strong>der</strong> Schmiedewärme zu ersetzen’). Die hier-<br />
bei erzielten mechanischen Eigenschaften, insbeson-<br />
<strong>der</strong>e die 0,2%-Dehngrenzen, entsprachen jedoch noch<br />
nicht den Vorstellungen <strong>der</strong> Konstrukteure. So entstand<br />
die Zielsetzung für eine Entwicklung von Stählen und<br />
Schmiedeverfahren, die bei geringstem Legierungsauf-<br />
wand durch eine möglichst einfache und gleichmäßige<br />
Abkühlung von Warmformgebungstemperatur bei zu-<br />
mindest gleichbleibenden Verarbeitungseigenschaften<br />
ausreichende Bauteileigenschaften aufweisen sollten.<br />
3
3. Ausscheidungshärtung durch Vanadin o<strong>der</strong> Niob?<br />
In Zusammenarbeit <strong>der</strong> deutschen Automobilindustrie,<br />
Gesenkschmieden und Stahlwerke entsann man sich,<br />
daß bei den perlitarmen, hochfesten, schweißgeeigne-<br />
ten Stählen mit niedrigen Kohlenstoffgehalten geringe<br />
Zusatze von zum Beispiel Vanadin, Niob o<strong>der</strong> Titan über<br />
eine Ausscheidungshärtung die Festigkeitseigenschaf-<br />
ten, insbeson<strong>der</strong>e die 0,2%-Dehngrenze, steigerten*).<br />
Diese Erkenntnisse versuchte man dann auch bei Stäh-<br />
len mit höheren Kohlenstoffgehalten, zunächst bei<br />
Stählen des Typs Ck 45/Ck 53, zu nutzen3r415). Der hö-<br />
here Kohlenstoffgehalt war hierbei wegen <strong>der</strong> notwendi-<br />
gen Induktionshartung <strong>der</strong> Kurbelwellenlager zwingend<br />
vorgegeben. Gleichzeitig wurde ein höherer Schwefel-<br />
gehalt von rd. 0,060% vorgesehen, um eine gute Span-<br />
barkeit <strong>der</strong> Kurbelwellen in den Transferstraßen <strong>der</strong> Se-<br />
rienbearbeitung sicherzustellen. Die Legierung von Va-<br />
nadin o<strong>der</strong> Niob sollte über die Verbindung von Kohlen-<br />
stoff und Stickstoff feine und gleichmäßig verteilte Car-<br />
bide, Nitride o<strong>der</strong> Carbonitride bilden, die über eine<br />
Ausscheidungshärtung zur Festigkeitssteigerung, ins-<br />
beson<strong>der</strong>e zur Erhöhung <strong>der</strong> 0,2%-Dehngrenzen, füh-<br />
ren sollte. Die für eine Ausscheidungshättung notwen-<br />
dige Lösungsbehandlung mußte durch das Erwärmen<br />
und Halten auf Schmiedetemperatur, die notwendige<br />
Auslagerung während <strong>der</strong> Abkühlung des Schmiede-<br />
teils erfolgen. Zunächst stellte sich die Frage, welches<br />
Legierungselement sich bei <strong>der</strong> gegebenen Zielsetzung<br />
am besten für die Aushättung eignete. Man erkannte,<br />
daß aufgrund des unterschiedlichen Bildungs- und Auf-<br />
lösungsverhaltensvon Vanadin- und Niobausscheidun-<br />
gen die Auswirkung auf die 0,2 %-Dehngrenze und Zug-<br />
festigkeit je nach Wärme- und Abkühlungsverlauf unter-<br />
schiedlich ist3). Bild 2 zeigt den Einfluß <strong>der</strong>Austenitisie-<br />
rungstemperatur von 800 bis 1300°C auf die Zugfestig-<br />
keit, die 0,2%-Dehngrenze und die im Stahl gelösten<br />
Anteile von Niob o<strong>der</strong> Vanadin von drei Stählen gleicher<br />
Grundzusammensetzung, die einmal ohne Zusatz von<br />
Vanadin und Niob und je einmal nur mit 0,08% Nb bzw<br />
nur mit 0,ll % V legiert wurden4). Nach einer Haltedauer<br />
von je 0,5 h erfolgte die Abkühlung <strong>der</strong>20 mm Dms-Pro-<br />
bestäbean ruhen<strong>der</strong> Luft. Die unterschiedliche Wirkung<br />
ö E 700<br />
"c> t Abmessung:<br />
800 900 1000 ,100 ,200 ,300<br />
Austenitisiertemperatur in ‘C (Haltedauer: 0,5 h)<br />
Bild 2 Zugfestigkeit, 0,2%-Dehngrenze und gelöste Anteile an Ele-<br />
menten zur Aushärtung in Abhangigkeit von <strong>der</strong> Austenitisierungs-<br />
temperatur<br />
4<br />
<strong>der</strong> Legierungszusätze zeigt sich am deutlichsten in<br />
den unterschiedlichen Kurvenverläufen <strong>der</strong> 0,2%-<br />
Dehngrenzen. Während <strong>der</strong> Stahl ohne Zusatz von Va-<br />
nadin und Niob mit steigen<strong>der</strong> Austenitisierungstempe-<br />
ratur nur eine geringfügige Erhöhung <strong>der</strong> 0,2%-Dehn-<br />
grenze aufweist, zeigt <strong>der</strong> niobhaltige Stahl eine deutli-<br />
che und stetige Steigerung oberhalb von 1150°C und<br />
<strong>der</strong> vanadinhaltige Stahl schon bei 1OOO’X den höch-<br />
sten Wert, <strong>der</strong> sich auch bei höheren Temperaturen<br />
nicht mehr verän<strong>der</strong>t. Die Kurvenverläufe <strong>der</strong> Mengen-<br />
anteile an gelöstem Niob und Vanadin im unteren Teil-<br />
bild zeigen ähnliche Charakteristika wie die Kutvenver-<br />
Iäufe <strong>der</strong> 0,2%-Dehngrenzen. Hieraus ist zu schließen,<br />
daß diese als chemisch gelöst bestimmten Anteile von<br />
Niob und Vanadin in Form von einphasigen Entmischun-<br />
gen bzw ,,Clustern“ vorliegen, die licht- und elektronen-<br />
optisch nicht sichtbar sind. Sie liegen zur Matrix kohä-<br />
rent vor und verursachen bekanntlich eine starke Erhö-<br />
hung <strong>der</strong> 0,2%-Dehngrenze4).<br />
Stahl mit 0.52% c “nd 0.11% v<br />
b) Cl<br />
Fetrit/Periit-MisChsefuge Ausscheid”ngen des “anadiums<br />
im Ferrit im Ferrit de* Per,its<br />
Abmessung: 50 mm “ierkant (Kern)<br />
zustand: geschmiedet bei 1250°c, Luftabkuhiung<br />
Präparation: LangsschIiffe, gektzt mit 3%-iger HNO3<br />
Bil<strong>der</strong> b und c : Extraktlonsabdrticke<br />
Bild 3 Licht- und elektronenoptische Gefügeaufnahmen<br />
Obwohl Niob stärker als Vanadin die 0,2%-Dehngrenze<br />
steigert, haben sich bisher niobhaltige AFP-Stähle nicht<br />
durchgesetzt. Die Gründe liegen im Ausscheidungshär-<br />
tungs- und Umwandlungsverhalten dieser Stähle. Bei<br />
Wärmtemperaturen oberhalb 11 50°C führen bereits<br />
geringe Streuungen <strong>der</strong> Wärmtemperatur zu starken<br />
Streuungen <strong>der</strong> Festigkeitseigenschaften. Außerdem<br />
neigen niobhaltige AFP-Stähle bei beschleunigter Ab-<br />
kühlung von hohen Temperaturen eher zur teilweisen<br />
bainitischen o<strong>der</strong> martensitischen Umwandlung als die<br />
vanadinhaltigen Stähle. Bei <strong>der</strong> Weiterentwicklung die-<br />
ser Stähle konzentrierte man sich deshalb im wesentli-<br />
chen auf Vanadin6, 7). Bei den vanadinhaltigen AFP-<br />
Stählen lassen sich mit dem Elektronenmikroskop im<br />
Ferrit/Perlit-Mischgefüge feinere und gröbere Vanadin-<br />
carbide sowohl im voreutektoidischen Ferrit als auch im<br />
Ferrit des Perlits zwischen den Zementitlamellen nach-<br />
weisen (Bild 3)4). Für die Steigerung <strong>der</strong> Festigkeitsei-<br />
genschaften sind nach allgemeiner Auffassung aller-<br />
dings nurdie sehrfeinen Teilchen bis zu einerGrößevon<br />
rd. 5 nm verantwortlich, da nur sie die Versetzungsbe-<br />
wegung wirkungsvoll behin<strong>der</strong>n.
4. 49 MnVS 3, <strong>der</strong> erste klassische AFP-Stahl Vergütungsstähle AFP-Stähle<br />
Die erste große Serienanwendung fanden AFP-Stähle<br />
durch den Stahl 49 MnVS 3 mit etwa 0,49%C, 0,80% Mn<br />
und O,l% Vfür Kurbelwellen. Bild 4 zeigt den Werkstoff-<br />
vergleich von Stählen und Gußeisen mit Kugelgraphit<br />
anhand von typischen Werten <strong>der</strong> Zugfestigkeit, 0,2%-<br />
Dehngrenze und Kerbschlagarbeit sowie von typischen<br />
lichtoptischen Gefügeaufnahmen. Dieser Vergleich be-<br />
legt im mittleren Teilbild nochmals sehr deutlich die<br />
Festigkeits- und vor allen Dingen die 0,2%-Dehngren-<br />
zensteigerung durch den Vanadinzusatz des Stahles<br />
49 MnVS 3 um rund 150 N/mm2 gegenüber dem unle-<br />
gierten Stahl Ck 45 nach kontrollierter Abkühlung aus<br />
<strong>der</strong> Umformwarme (Zustand BY; ursprüngliche Bedeu-<br />
tung: Behandlung auf bestimmte Streckgrenze, Yield-<br />
Strength). Die Festigkeitseigenschaften des vergüteten<br />
Stahles Ck 45 werden nahezu erreicht im Gegensatz zu<br />
den Kerbschlagarbeitswerten. Diese sind jedoch immer<br />
noch deutlich hoher als die des konkurrierenden Werk-<br />
stoffes Gußeisen mit Kugelgraphit. Für viele nicht<br />
schlagartig belastete Bauteile wie zum Beispiel Kurbel-<br />
wellen, Pleuel und Radnaben sind diese Werte jedoch<br />
ausreichend.<br />
Vergleicht man die Kostenanteile bei <strong>der</strong> Herstellung<br />
von Bauteilen aus Vergütungs- und AFP-Stählen, so<br />
werden dievorteile <strong>der</strong>AFP-Stähledurch die möglichen<br />
Kostenreduzierungen offensichtlich (Bild 5). Neben<br />
dem Wegfall <strong>der</strong> Kosten für das aufwendige Härten und<br />
Anlassen, dem nach dem Härten notwendigen Richten<br />
und dem danach zum Teil notwendigen Spannungs-<br />
armglühen lassen sich zusätzliche Kosten durch verrin-<br />
gerten Härteausschuß, geringeren Kontrollaufwand, ge-<br />
ringeren Investitionsaufwand für Wärmebehandlungs-<br />
anlagen und geringere Handlingskosten beim Einsatz<br />
Bild 4 Vergleich von Gefüge, Zugfestigkeit, 0,2%-Dehngrenze und<br />
<strong>der</strong> Kerbschlagarbeit verschiedener Werkstoffe<br />
Bild 5 Kostenanteile bei <strong>der</strong> Herstellung von Bauteilen aus Vergü-<br />
tungs- und AFP-Stählen (schematisch)<br />
<strong>der</strong> AFP-Stähle erreichen. Durch die verbesserten Zer-<br />
spanungseigenschaften, auf die später noch näherein-<br />
gegangen wird, lassen sich die Fertigungskosten noch-<br />
mals weiter senken. Bei den Materialkosten sind Vortei-<br />
le dann zu erwarten, wenn die Legierungskosten bei<br />
substituierbaren Vergütungsstählen höher sind als bei-<br />
spielsweise die Kosten für O,l% V<br />
insgesamt ergeben sich durch den Einsatz von AFP-<br />
Stählen erhebliche Einsparungsmöglichkeiten, die eine<br />
Vielzahl von spezifischen Bauteiluntersuchungen und<br />
-umstellungen, aber auch die werkstofftechnische Wei-<br />
terentwicklung dieser Stahlgruppe vorangetrieben ha-<br />
ben.<br />
5. Verbesserung des Festigkeits-Eähigkeitsver-<br />
hältnisses von AFP-Stählen<br />
5.1 Legierungstechnische Beeinflussung<br />
<strong>der</strong> Ferrit-Perlit-Ausbildung<br />
Ein Nachteil des sehr erfolgreichen für nicht schlag:<br />
beanspruchte Bauteile eingesetzten ersten AFP-Stah-<br />
les 49 MnVS 3 ist die im Zustand BYvorliegende geringe<br />
Zähigkeit, die zwar oberhalb <strong>der</strong> von Guß liegt, aber die<br />
des Vergütungszustandes nicht erreicht (siehe Bild 4).<br />
Zur Erweiterung <strong>der</strong> Anwendungsmöglichkeiten dieser<br />
Stahlgruppe und <strong>der</strong> Fertigungstechnik mußten des-<br />
halb AFP-Stähle mit unterschiedlichen Festigkeitsklas-<br />
sen und vorallen Dingen mit verbessertem Festigkeits-/<br />
Zähigkeitsverhältnis entwickelt werden. Da bei ferri-<br />
tisch-perlitischen Gefügen die Zähigkeitseigenschaf-<br />
ten neben <strong>der</strong> Korngröße von den Ferrit-Perlit-Anteilen,<br />
dem Perlitlamellenabstand und <strong>der</strong> Perlitlamellendicke<br />
abhängen, wurde zunächst durch Variation <strong>der</strong> wichtig-<br />
sten Legierungselemente versucht, das Festigkeits-/<br />
Zähigkeitsverhältnis durch Optimierung <strong>der</strong> Ferrit-Per-<br />
lit-Struktur günstig zu beeinflussen. Im Bild 6 ist das Er-<br />
gebnis dieser Entwicklung durch Vergleich von Zugfe-<br />
stigkeits- und Kerbschlagarbeitswerten am Beispiel <strong>der</strong><br />
Stähle 49 MnVS 3 und 38 MnSiVS 5 dargestellt. Die<br />
Werte stammen aus <strong>der</strong> laufenden Produktion von ge-<br />
senkgeschmiedeten Kurbelwellen mit vergleichbaren<br />
Abmessungen und Probenlagen, die nach Wärmtempe-<br />
5
geschmiedete Bauteile mit rd. 100 mm Durchmesser<br />
I I I I I I I , ,<br />
10 20 30 40 so<br />
Kerbschlagarbeit (DVM-Proben) in Joule<br />
Bild 6 Zusammenhang zwischen Zugfestigkeit, Kerbschlagarbeit<br />
und Gefüge beim Ubergang von Stahl 49 MnVS 3 auf Stahl 36<br />
MnSiVS 5<br />
raturen von etwa 1 300°C und Endumformtemperaturen<br />
von etwa 1200°C an ruhen<strong>der</strong> Luft einzeln abgekühlt<br />
wurdet-+). Die Verringerung des Kohlenstoffgehaltes<br />
von Stahl 49 MnVS 3 um rd. O,l% und die gleichzeitige<br />
Erhohung des Silicium- und Mangangehaltes um je rd.<br />
05% führten zum Stahl 38 MnSiVS 5 mit einem gleich-<br />
zeitig erhöhten Festigkeits- und Zähigkeitsniveaug,lo).<br />
Die Verringerung des Kohlenstoffgehaltes bewirkt eine<br />
Erhohung des Ferritgehaltes und eine leichte Vergröbe-<br />
rung <strong>der</strong> Perlitstruktur Der hierdurch bedingte Festig-<br />
keitsabfall wird durch die Erhöhung des Silicium- und<br />
Mangangehaltes mehr als kompensiert. Die höheren<br />
Siliciumgehalteführen einerseits zu einem höheren An-<br />
teil und zu einer gleichmäßigeren Ausbildung des vor-<br />
eutektoidischen Ferrits auch innerhalb <strong>der</strong> ehemaligen<br />
Austenitkörner, an<strong>der</strong>erseits aber auch zu einer Steige-<br />
rung <strong>der</strong> Ferritfestigkeit. Mangan wirkt gleichzeitig auf<br />
die Erhöhung <strong>der</strong> Ferritfestigkeit und des Perlitanteils<br />
bei Verfeinerung <strong>der</strong> Perlitstruktur Dieauf Festigkeit und<br />
Zahigkeit zum Teil unterschiedlich wirkenden Legie-<br />
rungselemente zeigen erst in vorliegen<strong>der</strong> Kombination<br />
den gewünschten positiven Effekt auf beide Eigen-<br />
schaften.<br />
5.2 Legierungstechnische Beeinflussung<br />
<strong>der</strong> Austenitkorngröße<br />
Die im vorangegangenen Abschnitt beschriebenen Ver-<br />
besserungen im Festigkeits-/Zähigkeitsverhältnis er-<br />
möglichten zwar eine Ausweitung <strong>der</strong> Anwendungs-<br />
möglichkeiten von AFP-Stählen, waren aber an<strong>der</strong>er-<br />
seits noch nicht so durchgreifend, daß an einen Einsatz<br />
für schlagbeanspruchte Bauteile im Automobilbau wie<br />
zum Beispiel Lenkungs- und Fahrwerksteile gedacht<br />
werden konnte. Für <strong>der</strong>artige Anwendungen mußten<br />
weitere Entwicklungen insbeson<strong>der</strong>e zur Verbesserung<br />
<strong>der</strong> Zähigkeit erfolgen. Das Ziel <strong>der</strong> notwendigen Wei-<br />
terentwicklung ist ein AFP-Stahl mit einerähnlich hohen<br />
Festigkeit (von > 800 N/mmg) wie <strong>der</strong> des Stahles<br />
49 MnVS 3, jedoch mit deutlich höherer Zähigkeit, die<br />
auch noch oberhalb <strong>der</strong> des AFP-Stahles 38 MnSiVS 5<br />
liegt. In gewisser Weise vorgezeichnet war die Entwick-<br />
6<br />
lungsrichtung dadurch, daß ein Absenken des Kohlen-<br />
stoffgehaltes den Anteil an Ferrit im Gefüge erhöht und<br />
bei verringerter Festigkeit die Zähigkeit verbessetY1).<br />
Die Verringerung <strong>der</strong> Festigkeit kann durch geeignete<br />
Erhöhung <strong>der</strong> Silicium- und Mangangehalte ausgegli-<br />
chen werden. Eine notwendige gleichmäßige Feinvertei-<br />
lung des Ferrits im Mischgefüge wird jedoch nur er-<br />
reicht, wenn nahezu unabhängig von den Umformbe-<br />
dingungen auch eine feinkörnige Gefügeausbildung er-<br />
reicht werden kann.<br />
Da die Austenitkorngröße von Stählen im wesentlichen<br />
die Korngröße des Umwandlungsgefüges bestimmt,<br />
wird bei den AFP-Stählen ein feinkörniger Austenit auch<br />
bei hohen Warmumformtemperaturen angestrebt.<br />
Es wurden daher zahlreiche Untersuchungen zur Fein-<br />
kornbeständigkeit des Austenits bis in den Temperatur-<br />
bereich 1300% durchgeführt, wobei insbeson<strong>der</strong>e <strong>der</strong><br />
Einfluß <strong>der</strong> Elemente Vanadin, Niob und Titan als aus-<br />
scheidungshärtende Elemente auf das Kornwachstum-<br />
verhalten untersucht wurde’*). Wie die Ergebnisse in<br />
Bild 7 zeigen, wird bei den nur mit Niobzusatz legierten<br />
Stählen ein stärkeres Kornwachstum ähnlich wie bei mit<br />
Vanadin und Niob legierten Stählen ermittelt. Wirksam<br />
hinsichtlich Beständigkeit gegen Kornwachstum waren<br />
nur die mit Titan und Vanadin legierten Stähle, wobei<br />
sich ein mittlerer Gehalt von rund 0,02% Ti als optimal<br />
herausgestellt hat. Erwähnt werden sollte, daß bereits<br />
beim Abgießen <strong>der</strong> Stähle bestimmte Erstarrungsbe-<br />
dingungen für <strong>der</strong>artige Effekte einzuhalten sind.<br />
0<br />
AFP-Stähle mit rd. 0,25%C<br />
I I I I I I<br />
2 Abm.: SOmm Dmr.<br />
Proben aus D/6-<br />
4 Bereich<br />
i<br />
6<br />
R t<br />
Nb : 404%<br />
Austenitisiertemperatur in “C<br />
1 Haltedauer : 0.5 h ; Abk.: Wasser 1<br />
Bild 7 Austenitkorn-<br />
große als Funktion<br />
<strong>der</strong> Austenitisierungs-<br />
temperatur<br />
Die große Feinkornbeständigkeit <strong>der</strong> titanhaltigen AFP-<br />
Stähle führt dazu, daß das Umwandlungsverhalten na-<br />
hezu unbeeinflußt von den Austenitisierbedingungen<br />
immer ein feinkörniges Ferrit-Perlit-Gefüge zur Folge<br />
hat. In Bild 8 sind die Ferrit-Perlit-Gefüge gegenüberge-<br />
stellt, wie sie an einem mit Niob und Vanadin legierten<br />
Stahl (links) und an einem mit Titan und Vanadin legier-<br />
ten Stahl bei gleicher Grundzusammensetzung nach<br />
dem Austenitisieren bei 1200% erhalten wurden. Der<br />
niobhaltige Stahl (links) ist bedeutend grobkörniger. Bei<br />
geringfügig niedrigerer Festigkeit aufgrund des höheren<br />
Ferritgehaltes wird mit dem feinkörnigen titanhaltigen<br />
Stahl (rechts) eine bedeutend höhere Zähigkeit erzielt.<br />
Metallkundliehe Untersuchungen haben gezeigt, daß<br />
die Ursache <strong>der</strong> hohen Feinkornbeständigkeit des<br />
Austenits bei Titanzusatz eine relativ gleichmäßige Ver-
Abnl. : 50 mm Dm,. ; eehandlung : 1aoo~c0,5h,l”ft<br />
Gefirgezusammensetz”“~ :<br />
15%k?rr,t 35% Ferr,t<br />
85% Perlit 65% Perlit<br />
Bild 8 Gefüge von <strong>ausscheidungshärtenden</strong> <strong>ferritisch</strong>-perlitischen<br />
Stählen<br />
teilung feiner Teilchen ist, wie sie anhand <strong>der</strong> lichtopti-<br />
schen Gefügeaufnahme von Bild 9 wie<strong>der</strong>gegeben ist.<br />
Als Extrembeispiel zeigt <strong>der</strong> untere linke mit Rück-<br />
streuelektronen an <strong>der</strong> Mikrosonde aufgenommene Ge-<br />
fügeausschnitt eine perlschnurartige Anordnung <strong>der</strong>ar-<br />
tiger rd. 1 ,um großer Teilchen. Der von diesen Teilchen<br />
umrandete Bereich entspricht <strong>der</strong> Austenitkorngröße 8<br />
nach ASTM-Richtreihe. Das rechte untere Teilbild zeigt,<br />
daß dieTeilchen nicht homogen aufgebaut sind. Quanti-<br />
tative Analysen haben ergeben, daß es sich um Misch-<br />
sulfide handelt, in denen auch bis zu rd. 0,5% Ti enthal-<br />
ten ist. Die Mischsulfide treten häufig in Begleitung von<br />
Titannitriden und von Oxiden auf den Korngrenzen auf.<br />
Zusätzlich zu den hier beschriebenen Teilchen werden<br />
auch noch 30 bis 50 nm große Titancarbonitride in na-<br />
hezu homogener Verteilung nachgewiesen, die insbe-<br />
son<strong>der</strong>e bei niedrigeren Austenitisierungstemperatu-<br />
ren das Kornwachstum behin<strong>der</strong>n.<br />
RE-Abbi Idung<br />
-5ym<br />
lichtmikroskopische Abbildung<br />
(QuerschI iff , ungeätzt)<br />
- 100JJm<br />
RE-Abbildung<br />
Hl/.Jrn<br />
Bild 9 Teilchen im Stahl 27 MnSiVS 6 (+Ti), die das Kornwachstum<br />
hemmen (Zustand: 1300 Oc 0,5 h/Luft)<br />
+ igjf$$d<br />
65 bzu72mm,,Vkt.<br />
,000 Ltingsproben im Ubergang<br />
,. B,ld Eigenschaften<br />
1300 .<br />
des<br />
TA in “C lO,Sh/Luftl Stahles 27 MnSiVS 6 (+Ti)<br />
Auch bei dem titanhaltigen Stahl wird das Festigkeits-/<br />
Zähigkeitsverhältnis durch die Höhe des Kohlenstoffge-<br />
haltes beeinflußt.<br />
In Bild 10 sind die Eigenschaften von zwei Schmelzen<br />
mit oberer (0,30%) und unterer (0,25%) Kohlenstofflage<br />
in Abhängigkeit von <strong>der</strong> Austenitisierungstemperatur<br />
dargestellt.<br />
Lediglich bei <strong>der</strong> Kerbschlagarbeit wird ein geringer Ab-<br />
fall von 46 auf 32 Joule bei oberer und von 66 auf 45 Jou-<br />
le bei unterer Analysenlage festgestellt13). Die 0,2%-<br />
Dehngrenzen liegen einheitlich im Bereich 510 bis 570<br />
N/mm*. Die Festigkeiten lauten 750 bis 800 N/mm2 bei<br />
unterer und 815 bis 860 Nimm* bei oberer Analysen-<br />
lage.<br />
In Bild 11 ist links ein Zähigkeitsvergleich anhand von<br />
ISO-V-Kerbschlagproben bei Raumtemperatur unter<br />
Einbeziehung des titanhaltigen Stahles 27 MnSiVS 6<br />
und rechts anhand von Bruchzähigkeitswerten bei<br />
-100°C vorgenommen worden. Beide Teilbil<strong>der</strong> ver-<br />
deutlichen die mit dem titanhaltigen AFP-Stahl 27<br />
MnSiVS 6 erzielten Vorteile bei vergleichbarer Festig-<br />
keitslage zum Stahl 49 MnVS 3 und gegenüber dem<br />
Gußwerkstoff. Die Bruchzähigkeit des titanhaltigen<br />
AFP-Stahles ist um den Faktor 3 höher als die des Stah-<br />
les 49 MnVS 3. Im Vergleich zum unlegierten Vergü-<br />
tungsstahl Ck 45 ergeben sich bei <strong>der</strong> Kerbschlagarbeit<br />
ähnlich hohe und bei <strong>der</strong> BruchzCihigkeit sogar bessere<br />
Werte. Es wird aber auch deutlich, daß die Werte des<br />
Bild 11 Zähigkeitsvergleich von Vergütungs-, Guß und AFP-Stählen<br />
7
chromlegierten Vergütungsstahles 37 Cr 4 nicht er-<br />
reicht werden.<br />
An dieserstelle kann erwähnt werden, daß die erfolgrei-<br />
che Erprobung des titanhaltigen AFP-Stahles 27<br />
MnSiVS 6 zum Beispiel für Achsschenkel und Pleuel bei<br />
einem namhaften Automobilhersteller nahezu abge-<br />
schlossen ist14). Erprobungen mit vielen an<strong>der</strong>en Bau-<br />
teilen, bei denen bisher Vergütungsstähle zum Einsatz<br />
kommen, werden bereits durchgeführt bzw sind einge-<br />
leitet.<br />
5.3 Beeinflussung durch<br />
Warmumformbedingungen<br />
Warmumformbedingungen sowohl beim Walzen als<br />
auch beim Schmieden beeinflussen über Verän<strong>der</strong>un-<br />
gen des austenitischen Gefüges das Umwandlungsge-<br />
füge und damit die Eigenschaften von Stählen. Entspre-<br />
chende Schrifttumshinweise sind so zahlreich, daß sie<br />
hier nicht angeführt werden sollen. Auch hier wie<strong>der</strong><br />
waren insbeson<strong>der</strong>e die an schweißgeeigneten Fein-<br />
kornbaustahlen für Flacherzeugnisse durch thermome-<br />
chanisches Behandeln erzielten Erfolge Hinweis dafür,<br />
entsprechende Untersuchungen für die AFP-Stähle<br />
einzuleiten.<br />
Als zusammenfassendes erstes Ergebnis von bevor-<br />
zugt an dem Stahl 42 MnSiVS 3 3 durchgeführten La-<br />
boruntersuchungen15) sind in Bild 12 Werte aus Zug-<br />
versuchen bei Raumtemperatur in Abhängigkeit von <strong>der</strong><br />
Warmumformtemperatur aufgetragen. Gleichzeitig<br />
kennzeichnen die Bil<strong>der</strong> in <strong>der</strong> oberen Zeile die entspre-<br />
chenden Umwandlungsgefüge, die sich nach dem Um-<br />
formen bei 1200, 900 und 700°C einstellen. Vor dem<br />
Umformen wurde einheitlich bei 1200°C austenitisiert<br />
N<br />
Gefügemengenanteile Ferrit (F) und Perlit (PI in %<br />
40F / 60P 40F / 6OP 8F / 92P<br />
L,<br />
F E 800<br />
:z _E<br />
‘- z<br />
.”<br />
-j .c 700<br />
lü<br />
I_ ,i_j<br />
Austenitisiertemp.: 12OO’C<br />
Umformbereich y = 0,2 bis 0,8<br />
Lu 700 800 900 1000 1100 ,200<br />
Umformtemwratur in OC<br />
Bild 12 Einfluß <strong>der</strong> Umformtemperatur auf Gefüge und Eigenschaf-<br />
ten des Stahles 42 MnSiVS 3 3<br />
8<br />
und anschließend mit konstanter Geschwindigkeit auf<br />
die Umformtemperatur abgekühlt. Auch die Abkühlge-<br />
schwindigkeit nach dem Umformen wurde konstant ge-<br />
halten. Die Umformgrade bewegten sich zwischen 0,2<br />
und 0,8, wobei ein Einfluß in diesem Bereich auf Gefüge<br />
und Eigenschaften nicht festgestellt wurde.<br />
Bei hoher Umformtemperatur (1200%) rekristallisiert<br />
<strong>der</strong> Austenit grobkörnig, so daß die Umwandlung vetzö-<br />
gert wird und ein überwiegend aus Perlit bestehendes<br />
grobes Umwandlungsgefüge entsteht. Entsprechend<br />
<strong>der</strong> geringen Keimzahl entsteht <strong>der</strong> Ferrit bevorzugt an<br />
den ehemaligen Austenitkorngrenzen. Ein <strong>der</strong>artiges<br />
Gefüge (oben rechts) mit rd. 92% Perlit und nur rd. 8%<br />
Ferrit weist eine relativ hohe Festigkeit und Elastizitäts-<br />
grenze - hieraus versuchstechnischen Gründen als Er-<br />
satz für die 0,2 %-Dehngrenze ermittelt - auf. Die als Zä-<br />
higkeitskennwert dienende Brucheinschnürung im un-<br />
teren Teilbild liegt relativ niedrig bei nur 12 bis 15%.<br />
Durch Absenken <strong>der</strong>umformtemperatur bis in denTem-<br />
persturbereich 800/900°C rekristallisiert <strong>der</strong> Austenit<br />
zunehmend feinkörnigec so daß die Umwandlung<br />
schneller abläuft und ein Ferrit/Perlit-Mischgefüge mit<br />
bis zu 40% Ferrit entsteht. Aufgrund <strong>der</strong> höheren Keim-<br />
zahl durch den feinkörnigen Austenit liegt <strong>der</strong> Ferrit in<br />
relativ gleichmäßiger Verteilung vor (mittleres Gefüge-<br />
bild, obere Bildreihe). Entsprechend <strong>der</strong> Zunahme des<br />
Ferritgehaltes nehmen Festigkeit und Elastizitätsgrenze<br />
bis zum Umformtemperaturbereich 800/9OO”C ab und<br />
die Brucheinschnürung zu.<br />
Bei weiterer Erniedrigung <strong>der</strong> Umformtemperatur auf<br />
unterhalb des Umwandlungspunktes Ara erfolgt im Be-<br />
reich des metastabilen Austenits keine Rekristallisation<br />
mehr. Die Bildung des voreutektoidischen Ferrits, des-<br />
sen Menge sich bei den genannten Umformgraden<br />
kaum mehr verän<strong>der</strong>t, erfolgt an den Korngrenzen des<br />
gestreckten Austenits sowie an Gleitlinien innerhalb <strong>der</strong><br />
Körner. Anschließend erfolgt die Perlitbildung. Die nie-<br />
drige Umformtemperatur führt aufgrund von Verfesti-<br />
gung zu einem Wie<strong>der</strong>anstieg von Festigkeit und Elasti-<br />
zitätsgrenze im Vergleich zum Minimum und zu einer<br />
Verringerung <strong>der</strong> Brucheinschnürung im Vergleich zum<br />
Maximum bei 800/9OO”C Umformtemperatur.<br />
6. Gebrauchs- und Verarbeitungseigenschaften von<br />
AFPStählen<br />
Als wesentliche Beurteilungskriterien für den Einsatz<br />
von Werkstoffen gelten neben den Kosten und den me-<br />
chanisch-technologischen Eigenschaften die Ge-<br />
brauchs- und Verarbeitungseigenschaften. Von beson-<br />
<strong>der</strong>er Bedeutung für dynamisch beanspruchte Bauteile<br />
wie Fahrwerksteile sind Kenntnissezum Wechselfestig-<br />
keitsverhalten <strong>der</strong> Stahle. Da bei Schmiedeteilen mit<br />
üblichen Formzahlen von ak = 3 und größer gerechnet<br />
werden muß, sind insbeson<strong>der</strong>e Aussagen zum Einfluß<br />
von Kerben auf das Wechselfestigkeitsverhalten von<br />
Bedeutung.<br />
Als erster Anhalt für das Bauteilverhalten können dabei<br />
Ergebnisse von Laboruntersuchungen dienen. In Bild
a) glatte Proben<br />
b) gekerbte Proben ( UK -3)<br />
A 37 Cr 4,vergütet<br />
A 49 MnVS 3<br />
0 27 MnSiVS 6<br />
I I I<br />
105 106 107<br />
Lastspielzahl<br />
Bild 13 Umlaufbiegewechselfestigkeit von AFP-Stählen im Vergleich<br />
zu einem Vergütungsstahl (Beanspruchungsart: R - -1)<br />
13 sind Ergebnisse von Umlaufbiegeversuchen an glat-<br />
ten Proben (oberes Teilbild) und an gekerbten Proben<br />
mit einer Formzahl akvon rd. 3 (UnteresTeilbild) füreinen<br />
Vergütungsstahl und für drei AFP-Stähle dargestellt. Die<br />
Versuche wurden auf einem Hochfrequenzpulser mit ei-<br />
ner Umdrehungszahl von 4500 min-’ durchgeführt. Die<br />
Festigkeiten aller vier Werkstoffe liegen in einem engen<br />
Bereich zwischen 780 und 880 N/mm*. Werkstoffunab-<br />
hangig ergeben sich an glatten Proben für das Verhält-<br />
nis Umlaufbiege-Dauerwechselfestigkeit (Schwing-<br />
spielzahl 2 107) zu Zugfestigkeit Werte um 0,45 in guter<br />
Übereinstimmung zu an<strong>der</strong>en Stählen. Die Dauerwech-<br />
selfestigkeiten liegen für glatte Proben zwischen 340<br />
und 380 N/mm*. Bei gekerbten Proben wird die Dauer-<br />
wechselfestigkeit deutlich auf Werte zwischen 80 und<br />
135 N/mm* herabgesetzt.<br />
Ein weiteres wichtiges Beurteilungskriterium für den<br />
Einsatz von AFP-Stählen insbeson<strong>der</strong>e für Bauteile in<br />
<strong>der</strong> Großserienfertigung ist ihr Spanbarkeitsverhalten.<br />
Die Bedeutung dieser Verarbeitungseigenschaft wird<br />
erkennbar, wenn man den großen Kostenfaktor dafür<br />
betrachtet (s. Bild 5).<br />
Das Spanbarkeitsverhalten <strong>der</strong> Stähle wird bestimmt<br />
durch die Festigkeit, die Zähigkeit und das Gefüge so-<br />
wie von den im Stahl vorhandenen nichtmetallischen<br />
sulfidischen und oxidischen Einschlüssen. Von großer<br />
Bedeutung ist dabei <strong>der</strong> Schwefelgehalt sowie <strong>der</strong> An-<br />
teil und die Ausbildungsform <strong>der</strong> Sulfide. Erhöhte<br />
Schwefelgehalte sowie metallurgische Maßnahmen zur<br />
Beeinflussung <strong>der</strong> Sulfidform und zur Verbesserung<br />
des oxidischen Reinheitsgrades sind heute gängige<br />
Maßnahmen zur Verbesserung <strong>der</strong> Spanbarkeit.<br />
Bei vergleichbarer Festigkeitslage weisen AFP-Stähle<br />
allein aufgrund ihres Ferrit-Perlit-Mischgefüges im Ver-<br />
gleich zu Vergütungsstählen günstigere Spanbarkeits-<br />
r*e-<br />
63<br />
m,”<br />
31<br />
2<br />
100 125 160 200 250 m min-1<br />
Bild14 Standzeit<br />
in AbhBngigkeit<br />
von <strong>der</strong> Schnitt-<br />
geschwindigkeit<br />
beim Stirnfräsen<br />
eigenschaften auf. Aber auch zwischen den AFP-Stäh-<br />
len bestehen aufgrund <strong>der</strong> unterschiedlichen Gefüge-<br />
mengenanteile noch deutliche Unterschiede. So konn-<br />
te in eigenen Laboruntersuchungen beim Drehen mit<br />
Hartmetall P 10 festgestellt werden, daß <strong>der</strong> titanhaltige<br />
Stahl 27 MnSiVS 6 zu deutlich niedrigerem Verschleiß<br />
am Werkzeug führt als <strong>der</strong> Stahl 49 MnVS 3. Bei einer<br />
Drehgeschwindigkeit von 150 m/min. werden erst nach<br />
30 min. Drehdauer die gleichen Verschleißkennwerte<br />
ermittelt wie bei dem Stahl 49 MnVS 3 bereits nach<br />
5 min. Drehdauer13). Auch bei an<strong>der</strong>en spanenden<br />
Bearbeitungsverfahren weist <strong>der</strong> Stahl 27 MnSiVS 6<br />
deutliche Vorteile auf. In Bild 14 sind Werkzeugstand-<br />
zeiten von Hartmetall P 25 beim Stirnfräsen verschiede-<br />
ner Werkstoffe in Abhängigkeit von <strong>der</strong> Schnittge-<br />
schwindigkeit aufgetragen. Diese Versuche wurden am<br />
Institut für Fertigungstechnik und Spanende Werkzeug-<br />
maschinen an <strong>der</strong> Universität in Hannover durchge-<br />
führt.16). In allen Fällen erreichte <strong>der</strong> Stahl 27 MnSiVS 6<br />
höhere Standzeiten als <strong>der</strong> Vergütungsstahl 42 CrMo 4<br />
o<strong>der</strong> <strong>der</strong> Einsatzstahl 16 MnCrS 5 im BG-geglühten Zu-<br />
stand.<br />
Ein weiterer Vorteil von AFP-Stählen gegenüber Vergü-<br />
tungsstählen hinsichtlich Verarbeitbarkeit stellen die<br />
gleichmäßigen Eigenschaften im Querschnitt von Bau-<br />
teilen dar.<br />
In Bild 15 sind Härteverläufe an 60 mm-Rundmaterial für<br />
den Vergütungsstahl Ck 45 und den AFP-Stahl 49<br />
MnVS 3 gegenübergestellt. Zusätzliche Gefügebil<strong>der</strong><br />
jeweils aus Oberflächen- und Kernbereich verdeutli-<br />
chen, daß beim Vergütungsstahl aufgrund verschiede-<br />
ner Härtungsgefüge im Querschnitt starke Unterschie-<br />
de vorliegen, die zu einem entsprechenden Härteverlauf<br />
von hohen Randwerten (260 HB) zu niedrigen Kernwer-<br />
ten (195 HB) führen. Der AFP-Stahl dagegen weist in<br />
dem gesamten Querschnitt ein nahezu gleichmäßiges<br />
Ferrit-Perlit-Gefüge auf mit nahezu einheitlichen Härte-<br />
werten, die zwischen rund 245 (Rand) und 230 HB<br />
(Kern) liegen. Die große Gleichmäßigkeit des Gefüges<br />
und <strong>der</strong> Eigenschaften von AFP-Stählen im gesamten<br />
Bauteilquerschnitt führt zum Beispiel hinsichtlich Ver-<br />
zugsverhalten zu deutlichen Vorteilen gegenüber Ver-<br />
gütungsstählen, bei denen insbeson<strong>der</strong>e nach dem<br />
Härten häufig Richtoperationen durchgeführt werden<br />
müssen.<br />
9
Oberf Iäche<br />
Gefüge<br />
vergütungs-<br />
stahl<br />
(Ck 45)<br />
AFP-Stahl<br />
(49 MnVS 3)<br />
/<br />
I ,<br />
’ I I<br />
Abmessung: 60 mm Dmr.<br />
AFP-Stahl (49 MnVS 3)<br />
\/<br />
190 I I I I I I<br />
Oberf lache Kern Oberf Iäche<br />
Abstand von <strong>der</strong> Oberfläche<br />
Bild 15 Harte- und Gefugevergleich Vergütungs-/AFP-Stahl in Ab-<br />
hangigkeit vom Oberflächenabstand<br />
7. Normung<br />
Obwohl die Entwicklung ist<br />
eine Normung des bisher erreichten Entwicklungsstan-<br />
des zur allgemeinen Information und zur Vereinheitli-<br />
chung <strong>der</strong> gebräuchlichsten Stähle sinnvoll. In <strong>der</strong> Bun-<br />
desrepublik Deutschland hat <strong>der</strong> Werkstoffausschuß<br />
des Vereins Deutscher Eisenhüttenleute hierzu das<br />
Stahl-Eisen-Werkstoffblatt (SEW) 101 erarbeitet17), in<br />
dem die zur Zeit gebräuchlichsten AFP-Stähle be-<br />
schrieben sind. Tafel 1 und 2 zeigen die Festlegungen<br />
<strong>der</strong> chemischen Zusammensetzung und <strong>der</strong> mechani-<br />
schen Eigenschaften des SEW 101.<br />
Die inzwischen weltweite Anwendung und die steigen-<br />
de Bedeutung dieser Stahlgruppe begründet auch ak-<br />
tuelle Bestrebungen zur Normung <strong>der</strong> AFP-Stähle auf<br />
internationaler und/o<strong>der</strong> europäischer Ebene.<br />
8. Zukünftige Entwicklungen<br />
Die bisherigen Erfahrungen haben gezeigt, daß durch<br />
gezielte Maßnahmen unterschiedlichster Art die An-<br />
wendungsmöglichkeiten für AFP-Stähle ausgeweitet<br />
werden können von wenig auf Zähigkeit beanspruchte<br />
Bauteile (Beispiel Kurbelwelle) auf schlagbeanspruchte<br />
Bauteile (Beispiel Achsschenkel). Bei statischer und<br />
schwingen<strong>der</strong> Beanspruchung ergeben sich vergleich-<br />
bare Eigenschaften wie bei Vergütungsstählen.Auf dem<br />
Wege nach vergleichbaren Zähigkeitseigenschaften<br />
sind entscheidende Fortschritte erzielt worden, wobei<br />
durch weitere Optimierung zum Beispiel <strong>der</strong>umformbe-<br />
dingungen noch Verbesserungen möglich erscheinen.<br />
Für eine breitere Anwendung <strong>der</strong> AFP-Stähle auch aus-<br />
serhalb <strong>der</strong> Gesenkschmiedeindustrie sprechen erste<br />
erfolgreiche Serieneinsätze von gewalztem o<strong>der</strong> ge-<br />
schmiedetem Stabstahl für zum Beispiel Kolbenstan-<br />
gen und eingeleitete Erprobungen mit Draht für zum<br />
Beispiel Befestigungselemente. Auch bei diesen An-<br />
wendungen werden die bisher üblichen Vergütungs-<br />
stähle ersetzt und die Vergütungsbehandlungen einge-<br />
spart.<br />
Weitere Schwerpunkte für zukünftige Entwicklungen<br />
bei den AFP-Stählen sind Untersuchungen zum ther-<br />
momechanischen Behandeln und zum Verhalten bei<br />
Tafel 1 Chemische Zusammensetzung (Schmelzenanalyse) <strong>der</strong> AFP-Stähle nach Stahl-Eisen-Werkstoffblatt 101<br />
Stahlsorte<br />
Kurzname Werkstoff C<br />
Nr<br />
Si Mn P<br />
Massenanteil in %<br />
S V<br />
49 MnVS 3 1.1199 0,44 / 0,50 5 050 0,70/ 1 ,oo 5 0,035 0,030 f 0,065 0,08/0,13<br />
38 MnSiVS 5 1.5231 0,35/ 0,40 0,50/0,80 1,20/1,50 5 0,035 0,030/ 0,065 0,08/0,13<br />
27 MnSiVS 6 1.5232 0,25/0,30 0,50/0,80 1,30/ 1,60 s 0,035 0,030/0,050 0,08/0,13<br />
44 MnSiVS 6 1.5233 0,42 f 0,47 0,50/0,80 1,30/1,60 5 0,035 0,020f 0,035 0,10/0,15<br />
Tafel 2 Mechanische Eigenschaften <strong>der</strong> AFP-Stähle nach Stahl-Eisen-Werkstoffblatt 101 (Anhaltsangaben)<br />
Kurzname<br />
Stahlsorte<br />
Werkstoff-<br />
Nr.<br />
49 MnVS 3 1.1199 30 bis 150<br />
38 MnSiVS 5 1.5231 30 bis 150<br />
27 MnSiVS 6 1.5232 30 bis 150<br />
44 MnSiVS 6 1.5233 30 bis 150<br />
1) Probenlage: Langspmben (in Faserrichtung)<br />
10<br />
Durchmesser d Streck-<br />
o<strong>der</strong> flachen- grenze<br />
gleicher Re<br />
Querschnitt<br />
mm Nimm2<br />
min.<br />
Zustand Bt<br />
zug- Bruch- Bruch- Oberflächen-<br />
festigkeit dehnungl) einschnü- härte nach<br />
Rm A rung Zl) Induktions-<br />
hartung<br />
Nlmmz % % HRC<br />
min. min. min.<br />
450 750 - 900 8 20 56<br />
550 820 - 1000 12 25 52<br />
500 800- 950 14 30 48<br />
600 950-1100 10 20 54
Oberflachenbehandlungen wie dem Nitrieren. Die AFP-<br />
Stähle sind grundsätzlich zum Nitrieren geeignetja), je-<br />
doch können Verbesserungen zum Beispiel durch Le-<br />
gieren mit stickstoffaffinen Elementen erfor<strong>der</strong>lich sein<br />
zum Erreichen entsprechend härterer Oberflächen-<br />
schichten.<br />
Zusammenfassung<br />
Die Ursachen und die Zielsetzung zur Entwicklung<br />
ausscheidungshärten<strong>der</strong> <strong>ferritisch</strong>-perlitischer (AFP-)<br />
Stähle und die Unterschiede <strong>der</strong> Ausscheidungshär-<br />
tung durch Vanadin und Niob werden beschrieben. Vom<br />
ersten AFP-Stahl 49 MnVS 3 ausgehend werden die<br />
Entwicklungsstufen geschil<strong>der</strong>t, die das Festigkeits-/<br />
Zähigkeitsverhältnis dieser Stahlgruppe verbessert ha-<br />
ben. Auf wichtige Gebrauchs- und Verarbeitungseigen-<br />
schaften, die Normung und diezukünftigen Entwicklun-<br />
gen <strong>der</strong> AFP-Stähle wird eingegangen.<br />
Summary<br />
This Paper describes the development of precipitation<br />
hardening ferritic-pearlitic steels (in german: AFP-<br />
steels). The aim of development of these steels is to<br />
increase both the strength and the toughness in com-<br />
parison to unalloyed carbon steels or cast nodular<br />
graphite iron. The differente in precipitation hardening<br />
by vanadium and on the other hand by niobium will be<br />
discussed. Starting with thefirst precipitation hardening<br />
ferritic-pearlitic steel 49 MnVS 3, further developments<br />
to increase the strength/toughness relationship will be<br />
shown. Finally, important properties in processing and<br />
Operation of these steels will be demonstrated. The sta-<br />
tus of standardization and the future developments are<br />
discussed.<br />
Schrifttum<br />
1) Unveröffentlichte Ergebnisse <strong>der</strong> Deutsche Edelstahlwerke AG,<br />
Werk Remscheid (November 1971)<br />
2) Meyer, L.; Bühler, H.-E.; Heisterkamp, F: Thyssen Forschung 3<br />
(1971) S. 8/43<br />
3) Unveroffentlichte Ergebnisse <strong>der</strong> Deutsche Edelstahlwerke AG,<br />
Krefeld (1972)<br />
4) von den Steinen, A.; Engineer, S.; Horn, E.; Preis, G.: Stahl und<br />
Eisen 95 (1975) S. 209/14<br />
5) Frodl, D.; Randak, A.; Vetter, K.: HTM 29 (1974) S. 169/75<br />
6) Engineer, S.: TEW-Technische Berichte 2 (1976) S. 105/110<br />
7) Engineer, S.: Dr-Ing.-Dissertation, Technische Hochschule<br />
Aachen (Februar 1977)<br />
8) Unveröffentlichte Ergebnisse <strong>der</strong> Thyssen Umformtechnik AG,<br />
Remscheid<br />
9) Engineer, S.; von den Steinen, A.: TEW-Technische Berichte 6<br />
(1980) S. 85/89<br />
10) Kneller, J.: Stahl und Eisen 107 (1987) S. 905/09<br />
11) Engineer, S.; Huchtemann, B.; Schuler, V: TEW-Technische Be-<br />
richte 13 (1987) S. 34/43<br />
12) Huchtemann, B.; Keppler, W.: Unveröffentlichte Ergebnisse aus<br />
dem Bereich Forschung, Qualitäts- und Prüfwesen <strong>der</strong> Thyssen<br />
Edelstahlwerke AG<br />
13) Huchtemann, 6.; Engineer, S.; Schüler, V: HTM 44 (1989) S. 17/24<br />
14) Mäscher, G.; Schmidt, J.; Wolff, J.: HTM 43 (1988) S. 171/175<br />
15) Brandis, H.; Huchtemann, B.; Schmidt, W.: TEW-Technische Be-<br />
richte 14 (1988) S. 135/142<br />
16) Schnadt, FL: Schmiede-Journal (Matz 1989) S. 22/23<br />
‘7) Stahl-Eisen-Werkstoffblatt 101 (1988) Verlag Stahleisen GmbH,<br />
Düsseldorf<br />
18) Razim, C.: Metal Progress (Mai 1981) S. 50155<br />
11













