Dampfphasen-Vakuum- technik gegen Lunker - ASSCON ...
Dampfphasen-Vakuum- technik gegen Lunker - ASSCON ...
Dampfphasen-Vakuum- technik gegen Lunker - ASSCON ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
MIKROMONTAGE<br />
<strong>Lunker</strong>bildung im Weichlötprozess<br />
<strong>Dampfphasen</strong>-<strong>Vakuum</strong><strong>technik</strong><br />
<strong>gegen</strong> <strong>Lunker</strong><br />
<strong>Lunker</strong> in Lötstellen werden dank etablierter Röntgenkontroll<strong>technik</strong> immer einfacher sichtbar und immer mehr<br />
Anwender sehen sich gezwungen, sich mit den Auswirkungen von <strong>Lunker</strong>n auf Funktionalität und Lebensdauer von<br />
Baugruppen auseinander zu setzen. Hinzu kommt die Umstellung der Produktion auf RoHS-konforme Produkte und<br />
Prozesse, die ebenfalls Auswirkungen auf die <strong>Lunker</strong>bildung hat. Die <strong>Dampfphasen</strong>-Technologie und speziell der Einsatz<br />
des <strong>Vakuum</strong>lötprozesses bietet optimale Lösungen zur größtmöglichen Reduzierung der <strong>Lunker</strong>bildung.<br />
Sucht man nach den Ursachen, die zur<br />
<strong>Lunker</strong>bildung beim Lötprozess führen,<br />
zeigen sich verschiedenste Phänomene<br />
wie<br />
˘ kristalline Einschlüsse von Flussmittel,<br />
˘ Blasen durch Ausgasungsprozesse von<br />
Lösemitteln und eingelagerter Feuchte<br />
aus Baugruppen- und Baulelemente-Materialien,<br />
˘ Ausgasungen von nicht polymerisierten<br />
Photoresisten aus den Lötstopplacken,<br />
˘ Einschlüsse von Luft unter Bauteilen<br />
als Folge von ungeeignetem Pastendruck<br />
oder Paddesign,<br />
˘ reaktive Gase, die bei der Beseitigung<br />
der Oxydschichten durch Flussmittel<br />
entstehen,<br />
˘ metallische Fehlstellen oder<br />
˘ Wechselwirkungen zwischen unterschiedlichen<br />
Materialien und deren<br />
Diffusionseigenschaften.<br />
Je nach Größe der <strong>Lunker</strong> unterscheidet<br />
man in der Literatur dabei zwischen Micro-<br />
(viele kleine und kleinste Bläschen)<br />
und Macro-Voids (größere homogene<br />
Blasen). Unabhängig von der konkreten<br />
Erscheinungsform ist aber festzustellen,<br />
dass eine <strong>Lunker</strong>bildung regelmäßig<br />
durch das Zusammentreffen mehrerer<br />
der oben genannten Phänomene verursacht<br />
wird.<br />
˘<br />
AUTOR<br />
Claus Zabel, Asscon System<strong>technik</strong><br />
Elektronik GmbH in Königsbrunn<br />
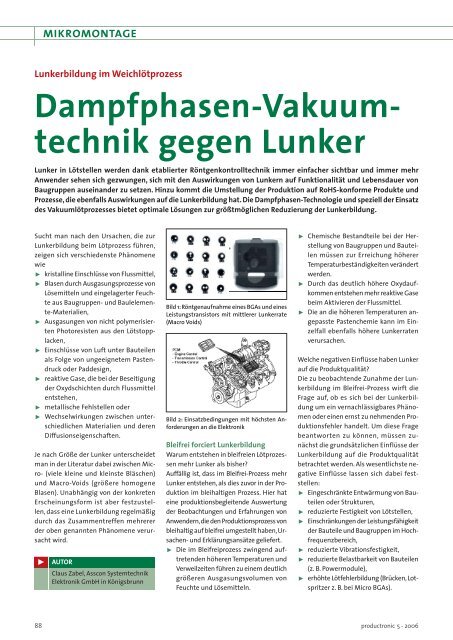
Bild 1: Röntgenaufnahme eines BGAs und eines<br />
Leistungstransistors mit mittlerer <strong>Lunker</strong>rate<br />
(Macro Voids)<br />
Bild 2: Einsatzbedingungen mit höchsten Anforderungen<br />
an die Elektronik<br />
Bleifrei forciert <strong>Lunker</strong>bildung<br />
Warum entstehen in bleifreien Lötprozessen<br />
mehr <strong>Lunker</strong> als bisher?<br />
Auffällig ist, dass im Bleifrei-Prozess mehr<br />
<strong>Lunker</strong> entstehen, als dies zuvor in der Produktion<br />
im bleihaltigen Prozess. Hier hat<br />
eine produktionsbegleitende Auswertung<br />
der Beobachtungen und Erfahrungen von<br />
Anwendern,die den Produktionsprozess von<br />
bleihaltig auf bleifrei umgestellt haben,Ursachen-<br />
und Erklärungsansätze geliefert.<br />
˘ Die im Bleifreiprozess zwingend auftretenden<br />
höheren Temperaturen und<br />
Verweilzeiten führen zu einem deutlich<br />
größeren Ausgasungsvolumen von<br />
Feuchte und Lösemitteln.<br />
˘ Chemische Bestandteile bei der Herstellung<br />
von Baugruppen und Bauteilen<br />
müssen zur Erreichung höherer<br />
Temperaturbeständigkeiten verändert<br />
werden.<br />
˘ Durch das deutlich höhere Oxydaufkommen<br />
entstehen mehr reaktive Gase<br />
beim Aktivieren der Flussmittel.<br />
˘ Die an die höheren Temperaturen angepasste<br />
Pastenchemie kann im Einzelfall<br />
ebenfalls höhere <strong>Lunker</strong>raten<br />
verursachen.<br />
Welche negativen Einflüsse haben <strong>Lunker</strong><br />
auf die Produktqualität?<br />
Die zu beobachtende Zunahme der <strong>Lunker</strong>bildung<br />
im Bleifrei-Prozess wirft die<br />
Frage auf, ob es sich bei der <strong>Lunker</strong>bildung<br />
um ein vernachlässigbares Phänomen<br />
oder einen ernst zu nehmenden Produktionsfehler<br />
handelt. Um diese Frage<br />
beantworten zu können, müssen zunächst<br />
die grundsätzlichen Einflüsse der<br />
<strong>Lunker</strong>bildung auf die Produktqualität<br />
betrachtet werden. Als wesentlichste negative<br />
Einflüsse lassen sich dabei feststellen:<br />
˘ Eingeschränkte Entwärmung von Bauteilen<br />
oder Strukturen,<br />
˘ reduzierte Festigkeit von Lötstellen,<br />
˘ Einschränkungen der Leistungsfähigkeit<br />
der Bauteile und Baugruppen im Hochfrequenzbereich,<br />
˘ reduzierte Vibrationsfestigkeit,<br />
˘ reduzierte Belastbarkeit von Bauteilen<br />
(z. B. Powermodule),<br />
˘ erhöhte Lötfehlerbildung (Brücken, Lotspritzer<br />
z. B. bei Micro BGAs).<br />
88 productronic 5 - 2006
Bild 3: Prinzip eines <strong>Dampfphasen</strong>-<strong>Vakuum</strong>lötsystems<br />
Lötfehler sind auf konventionelle Art nur<br />
noch sehr eingeschränkt nachweisbar. Die<br />
Baugruppen werden mittlerweile häufig<br />
geröntgt. Und trotz gleicher <strong>Lunker</strong>rate<br />
kann das Schädigungspotenzial je nach<br />
<strong>Lunker</strong>typ (Micro oder Macro) unterschiedlich<br />
sein (Bild 1).<br />
Die bisherigen Erfahrungen haben gezeigt,<br />
dass die <strong>Lunker</strong>bildung im konventionellen<br />
Bereich mit bleihaltigen<br />
Loten bis auf Leistungselemente in den<br />
meisten Fällen noch akzeptable Dimensionen<br />
aufweist.<br />
Der vermehrte Einsatz von Leistungsbauteilen<br />
und der Zwang zu weiterer Miniaturisierung<br />
kann jedoch eine Neubewertung<br />
der Situation notwendig machen.<br />
Zudem führen geänderte Rahmenbedingungen<br />
in RoHS-konformen Produktionsketten<br />
zu anderen Ergebnissen als bisher<br />
gewohnt. Die steigenden Anforderungen<br />
der Kunden an die lückenlose Nachverfolgung<br />
der Produktionsschritte sowie entsprechendes<br />
Krisenmanagement im Fehlerfall<br />
machen es notwendig, genauer denn<br />
je Fehlermechanismen zu verstehen und<br />
Schlüsse daraus zu ziehen. Ein weiterer<br />
Aspekt sind gestiegene Anforderungen<br />
an die Leistungsfähigkeit heutiger Produkte<br />
und z. B. deren Einsatz in kritischen<br />
Bereichen wie etwa motornahe Elektronik<br />
im Automotiv-Bereich (Bild 2).<br />
Bedingt durch die physikalischen Gesetzmäßigkeiten,<br />
die dem <strong>Dampfphasen</strong>löten<br />
mit gesättigtem Dampf zugrunde liegen,<br />
ergeben sich in Kombination mit der <strong>Vakuum</strong>technologie<br />
äußerst stabile Verhältnisse<br />
beim Löten ohne <strong>Lunker</strong>.<br />
Akzeptabel oder nicht?<br />
Wann ist die <strong>Lunker</strong>bildung nicht mehr<br />
akzeptabel und wann besteht Handlungsbedarf?<br />
Es müssen Kriterien gefunden werden, die<br />
bei der Entscheidung helfen, ob ein bestimmter<br />
Grad an <strong>Lunker</strong>bildung noch akzeptiert<br />
werden kann oder ob Maßnahmen<br />
zur Reduzierung der <strong>Lunker</strong>bildung<br />
eingeleitet werden müssen. Vereinfacht<br />
bestehen folgende drei Ansätze für die<br />
Prüfung eines Handlungsbedarfs: ˘<br />
productronic 5 - 2006 89<br />
˙<br />
KOMPAKT
Bild 4: <strong>Lunker</strong>freier Leistungs-Chip, Leistungstransistor<br />
und BGA nach Lötung in einem Asscon-<br />
<strong>Dampfphasen</strong>-<strong>Vakuum</strong>-Lötsystem<br />
˘ Die <strong>Lunker</strong>bildung verursacht direkt<br />
Produktionsfehler oder führt in kürzester<br />
Zeit im Feld zu Ausfällen.<br />
˘ Der Kunde verlangt ein Endprodukt,<br />
das klar definierten Normen entsprechen<br />
muss. Häufig sind dort maximal<br />
zulässige <strong>Lunker</strong>raten vorgegeben (z. B.<br />
IPC-610 max. 25 %).<br />
˘ Schon bei der Konzeption eines neuen<br />
Produktes sind die Anforderungen an<br />
die <strong>Lunker</strong>rate höher, als mit klassischen<br />
Prozessen stabil realisierbar.<br />
Maßnahmen bei über 15 % <strong>Lunker</strong><br />
Falls die Abwägung aller Umstände zu der<br />
Notwendigkeit führt, die <strong>Lunker</strong>bildung<br />
zu reduzieren und auf einem bestimmten<br />
Level sicher zu halten, müssen bestehende<br />
Prozesse optimiert werden. Es können<br />
Wechsel von Materialien und Hilfsstoffen<br />
erforderlich werden, die auch einen Wechsel<br />
von Lieferanten oder Bauteilherstellern<br />
notwendig machen können. Die wichtigsten<br />
Maßnahmen hierbei sind:<br />
˘ Einsatz speziell optimierter Lotpasten,<br />
˘ Verwendung spezieller Geometrien im<br />
Pastendruck (Bewährt haben sich z. B.<br />
Stern- oder Kreuzgeometrien, die auch<br />
als Drainagedruck bekannt sind. Negativ<br />
müssen etwa flächige, rasteroder<br />
punktförmige Geometrien bewertet<br />
werden.),<br />
˘ exakte Anpassung des Lotvolumens an<br />
die Anschlussgeometrie,<br />
˘ Reduktion der Prozesstemperaturen<br />
und Lötzeiten,<br />
˘ Tempern von Baugruppen und Bauteilen<br />
sowie<br />
˘ Sicherstellen einer vollständigen<br />
Polymerisation des Lötstopplackes.<br />
Bild 5: Das VP 6000 <strong>Vakuum</strong>-Lötsystem von<br />
Asscon<br />
<strong>Lunker</strong>raten unter 15 % erreichen<br />
Sollen da<strong>gegen</strong> qualitativ hochwertige Lötstellen<br />
mit <strong>Lunker</strong>raten von weniger als 15 %<br />
erreicht werden,muss am Lötprozess selbst<br />
angesetzt werden. Solche Anforderungen<br />
können nur noch durch den Einsatz von <strong>Vakuum</strong><br />
während oder nach dem Löten erreicht<br />
werden.Bisher angewandte Verfahren<br />
sind hier das <strong>Vakuum</strong>löten mittels IR-Strahlern<br />
oder Kontaktwärmeplatten. Die heute<br />
geltenden Vorschriften an den Lötprozess<br />
(z. B. J-STD-020C), machen aber einen <strong>Vakuum</strong>lötprozess<br />
mit niedrigen <strong>Lunker</strong>raten<br />
mit Strahlung oder Kontaktwärme in bleifreien<br />
Lötprozessen nahezu unmöglich. Ein<br />
regelkonformer SMD-Weichlötprozess mit<br />
niedrigen <strong>Lunker</strong>raten ist heute im Grunde<br />
nur noch durch die Kombination des <strong>Dampfphasen</strong>lötens<br />
mit nachgeschaltetem <strong>Vakuum</strong>prozess<br />
sicherzustellen.<br />
Das <strong>Dampfphasen</strong>-<br />
<strong>Vakuum</strong>lötverfahren<br />
Das <strong>Vakuum</strong>löten in der Dampfphase wurde<br />
im Rahmen eines Kooperationsprojekts 1997<br />
von der Asscon GmbH zusammen mit Semikron<br />
entwickelt und patentiert. Kernpunkt<br />
dieses Verfahrens ist die Kombination eines<br />
völlig variablen <strong>Dampfphasen</strong>-Lötprozesses<br />
mit gesättigtem Dampf und einer nachgeschalteten<br />
<strong>Vakuum</strong>kammer (Bild 3). Hierdurch<br />
werden die bekannten Vorteile des<br />
<strong>Dampfphasen</strong>-Lötens, nämlich das schonende,oxydfreie<br />
und mit Hilfe der variablen<br />
Temperaturgradientensteuerung (TGC) optimale<br />
Aufwärmen des Lötgutes kombiniert<br />
mit der herausragenden Qualität einer vakuum-behandelten<br />
Lötverbindung.<br />
In der <strong>Vakuum</strong>kammer werden unmittelbar<br />
nach dem Löten vorhandene <strong>Lunker</strong><br />
aus der noch flüssigen Schmelze entfernt.<br />
Je nach Anforderungen des Lötgutes kann<br />
in den <strong>Dampfphasen</strong>-<strong>Vakuum</strong>-Lötanlagen<br />
eine klassische <strong>Vakuum</strong>kennlinie oder<br />
ein in Stufen programmierbares <strong>Vakuum</strong><br />
erzeugt werden. Durch die räumlich getrennte<br />
Auslegung der Funktionen Löten<br />
und <strong>Vakuum</strong> ist ein effektiver Ablauf beider<br />
Prozesse möglich.<br />
Prozesssicherheit<br />
Bedingt durch die physikalischen Gesetzmäßigkeiten,<br />
die dem <strong>Dampfphasen</strong>löten<br />
mit gesättigtem Dampf zugrunde liegen,<br />
ergeben sich in Kombination mit der Va-<br />
Bild 6: Das VP 2000 <strong>Vakuum</strong>-Lötsystem von<br />
Asscon<br />
kuumtechnologie äußerst stabile Verhältnisse.<br />
Die Hauptvorteile lassen sich im<br />
Wesentlichen wie folgt zusammenfassen:<br />
˘ <strong>Lunker</strong>raten unter 1 % sind in der laufenden<br />
Produktion realisierbar (Bild4).<br />
˘ Überhitzungen, Bauelementeschäden<br />
und Delaminationen können bei richtigem<br />
Einsatz der Bauelemente aufgrund<br />
der physikalischen Gesetzmäßigkeiten<br />
nicht auftreten.<br />
˘ Es findet eine zu 100 % sauerstofffreie<br />
Lötung statt bei<br />
˘ einer äußerst homogenen Energieverteilung<br />
auf der Baugruppe.<br />
˘ Dreidimensionale Produkte sind problemlos<br />
zu verarbeiten.<br />
˘ Niedrigster Energiebedarf wird durch<br />
hohen Wirkungsgrad erzielt.<br />
˘ Es ergeben sich kürzestmögliche Prozesszeiten,<br />
da durch die homogene<br />
Durchwärmung ein einstellbarer konstanter<br />
Gradient ohne Haltezeiten gewählt<br />
werden kann. Dies bietet gerade<br />
bei empfindlichen Bauelementen und<br />
bleifreien Produkten erhebliche Vorteile.<br />
Der <strong>Vakuum</strong>schritt verlängert die<br />
Prozesszeit nur unwesentlich.<br />
Ausblick<br />
Mit gezielter Analyse der Ursachen und<br />
Wirkungsweisen der <strong>Lunker</strong>bildung kann<br />
schon durch Prozessoptimierung und gezielte<br />
Auswahl der verwendeten Materialien<br />
das Auftreten von <strong>Lunker</strong>n in vielen Fällen<br />
verringert werden.Eine optimale Lösung<br />
zur Reduzierung der <strong>Lunker</strong>bildung bietet die<br />
<strong>Dampfphasen</strong>-Technologie kombiniert mit<br />
dem Einsatz des <strong>Vakuum</strong>prozesses. Asscon<br />
setzt das von ihr in Kooperation mit Semikron<br />
entwickelte und patentierte <strong>Dampfphasen</strong>-<br />
<strong>Vakuum</strong>lötverfahren in manuell beladbaren<br />
Batchanlagen,semiautomatische Anlagen<br />
und Inline-Anlagen ein, je nach vom<br />
Anwender gewünschter Fertigungsmenge<br />
und Automatisierungsgrad.<br />
infoDIRECT 422pr0506<br />
www.all-electronics.de<br />
˘ Link zu Asscon<br />
90 productronic 5 - 2006<br />
˘