grundsätzlichen Eigenschaften und Anwendungsgebiete ...
grundsätzlichen Eigenschaften und Anwendungsgebiete ...
grundsätzlichen Eigenschaften und Anwendungsgebiete ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Gasgeschützte Fülldrähte für allgemeine Baustähle<br />
<strong>Eigenschaften</strong> <strong>und</strong> <strong>Anwendungsgebiete</strong><br />
Dipl.-Ing. F. Tessin, Solingen<br />
1. Allgemeines<br />
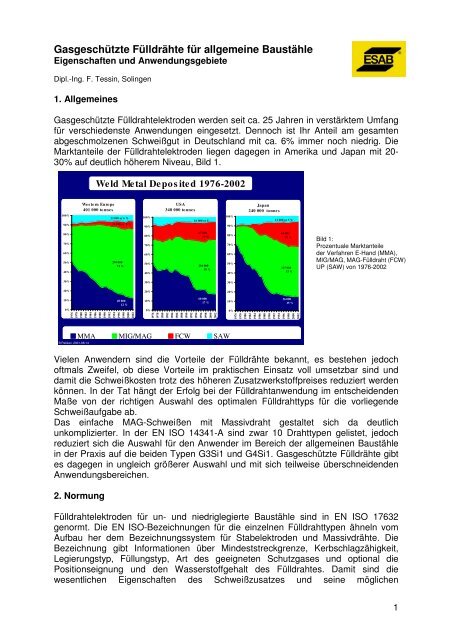
Gasgeschützte Fülldrahtelektroden werden seit ca. 25 Jahren in verstärktem Umfang<br />
für verschiedenste Anwendungen eingesetzt. Dennoch ist Ihr Anteil am gesamten<br />
abgeschmolzenen Schweißgut in Deutschland mit ca. 6% immer noch niedrig. Die<br />
Marktanteile der Fülldrahtelektroden liegen dagegen in Amerika <strong>und</strong> Japan mit 20-<br />
30% auf deutlich höherem Niveau, Bild 1.<br />
B Pekkari, 2001-08-14<br />
Vielen Anwendern sind die Vorteile der Fülldrähte bekannt, es bestehen jedoch<br />
oftmals Zweifel, ob diese Vorteile im praktischen Einsatz voll umsetzbar sind <strong>und</strong><br />
damit die Schweißkosten trotz des höheren Zusatzwerkstoffpreises reduziert werden<br />
können. In der Tat hängt der Erfolg bei der Fülldrahtanwendung im entscheidenden<br />
Maße von der richtigen Auswahl des optimalen Fülldrahttyps für die vorliegende<br />
Schweißaufgabe ab.<br />
Das einfache MAG-Schweißen mit Massivdraht gestaltet sich da deutlich<br />
unkomplizierter. In der EN ISO 14341-A sind zwar 10 Drahttypen gelistet, jedoch<br />
reduziert sich die Auswahl für den Anwender im Bereich der allgemeinen Baustähle<br />
in der Praxis auf die beiden Typen G3Si1 <strong>und</strong> G4Si1. Gasgeschützte Fülldrähte gibt<br />
es dagegen in ungleich größerer Auswahl <strong>und</strong> mit sich teilweise überschneidenden<br />
Anwendungsbereichen.<br />
2. Normung<br />
Weld Metal Depos ited 1976-2002<br />
USA<br />
348 000 tonnes<br />
100% Weste U 100% J<br />
90%<br />
80%<br />
70%<br />
60%<br />
50%<br />
40%<br />
30%<br />
20%<br />
10%<br />
0%<br />
Wes tern Europe<br />
401 000 tonnes<br />
245,000<br />
23 000 or 6 %<br />
34 000 or 8 %<br />
294 000<br />
74 %<br />
49 000<br />
12 %<br />
1976<br />
1978<br />
1980<br />
1982<br />
1984<br />
1986<br />
1988<br />
1990<br />
1992<br />
1994<br />
1996<br />
1998<br />
2000<br />
2002<br />
100%<br />
90%<br />
80%<br />
70%<br />
60%<br />
50%<br />
40%<br />
30%<br />
20%<br />
10%<br />
0%<br />
16 000 or 5<br />
%<br />
67 000<br />
19 %<br />
204 000<br />
59 %<br />
60 000<br />
17 %<br />
1976<br />
1978<br />
1980<br />
1982<br />
1984<br />
1986<br />
1988<br />
1990<br />
1992<br />
1994<br />
1996<br />
1998<br />
2000<br />
2002<br />
MMA MIG/MAG FCW SAW<br />
Japan<br />
240 000 tonnes<br />
Bild 1:<br />
Prozentuale Marktanteile<br />
der Verfahren E-Hand (MMA),<br />
MIG/MAG, MAG-Fülldraht (FCW)<br />
UP (SAW) von 1976-2002<br />
Fülldrahtelektroden für un- <strong>und</strong> niedriglegierte Baustähle sind in EN ISO 17632<br />
genormt. Die EN ISO-Bezeichnungen für die einzelnen Fülldrahttypen ähneln vom<br />
Aufbau her dem Bezeichnungssystem für Stabelektroden <strong>und</strong> Massivdrähte. Die<br />
Bezeichnung gibt Informationen über Mindeststreckgrenze, Kerbschlagzähigkeit,<br />
Legierungstyp, Füllungstyp, Art des geeigneten Schutzgases <strong>und</strong> optional die<br />
Positionseignung <strong>und</strong> den Wasserstoffgehalt des Fülldrahtes. Damit sind die<br />
wesentlichen <strong>Eigenschaften</strong> des Schweißzusatzes <strong>und</strong> seine möglichen<br />
90%<br />
80%<br />
70%<br />
60%<br />
50%<br />
40%<br />
30%<br />
20%<br />
10%<br />
0%<br />
13 000 or 5 %<br />
64 000<br />
27 %<br />
127 000<br />
53 %<br />
36 000<br />
15 %<br />
1976<br />
1978<br />
1980<br />
1982<br />
1984<br />
1986<br />
1988<br />
1990<br />
1992<br />
1994<br />
1996<br />
1998<br />
2000<br />
2002<br />
1
<strong>Anwendungsgebiete</strong> weitgehend beschrieben. Für nähere Informationen zu dem<br />
Bezeichnungssystem der Fülldrähte sei auf die EN ISO 17632 verwiesen [1].<br />
In der Produktvielfalt der Fülldrahtelektroden zeigt sich die Verwandtschaft zur<br />
umhüllten Stabelektrode. Fülldrähte, vom Aufbau her "umgestülpte" Stabelektroden,<br />
können in der Tat nach ähnlichen Gesichtspunkten ausgewählt werden, wie die<br />
Schweißzusätze für das E-Handschweißen.<br />
Die wichtigsten Auswahlkriterien sind:<br />
• Allgemeines Schweißverhalten, Spritzerneigung<br />
• Positionseignung<br />
• Wurzelschweißbarkeit<br />
• Mech.-techn. Gütewerte<br />
• Abschmelzleistung<br />
Eine schnelle Auswahl setzt allerdings eine ausreichende Kenntnis über die<br />
spezifischen <strong>Eigenschaften</strong> der einzelnen Fülldrahttypen voraus. Im folgenden<br />
werden zunächst typunabhängige gr<strong>und</strong>legende <strong>Eigenschaften</strong> der Fülldrähte<br />
beschrieben. Nachfolgend wird näher auf die typspezifischen Besonderheiten, wie<br />
Schweißverhalten, Gütewerte <strong>und</strong> <strong>Anwendungsgebiete</strong> eingegangen.<br />
3. Gr<strong>und</strong>legende typunabhängige <strong>Eigenschaften</strong> der gasgeschützen Fülldrähte<br />
Die Unterschiede im Schweißverhalten zwischen einem<br />
Massivdraht <strong>und</strong> einem Fülldraht erklären sich im<br />
wesentlichen durch den unterschiedlichen Aufbau.<br />
Während beim Massivdraht der Schweißstrom über die<br />
gesamte Drahtquerschnittsfläche geleitet wird, so erfolgt<br />
der Stromübergang beim Fülldraht zum Großteil über die<br />
deutlich kleinere Ringquerschnittsfläche des<br />
Außenmantels. Die innenliegende Pulverfüllung stellt dem<br />
Stromfluß einen zu großen elektrischen Widerstand<br />
gegenüber. Dieser physikalische Effekt führt zu einer<br />
wesentlich höheren spezifischen Stromdichte beim Fülldraht.<br />
Die hohe Stromdichte hat wesentlichen Einfluß auf den sich ausbildenden<br />
Bild 3:<br />
Lichtbogenbereiche beim<br />
Metallpulverfülldraht<br />
Bild 2: Fülldraht-Querschnittmodell<br />
Lichtbogen beim Schweißen mit Fülldrähten. Bereits bei Stromstärken unter 200 A,<br />
bezogen auf den Drahtdurchmesser 1,2mm, bildet sich beim Fülldraht ein<br />
spritzerarmer Sprühlichtbogen mit dem ihm typischen feintropfigen<br />
2
Werkstoffübergang aus. Das Schweißen im spritzerintensiven Mischlichtbogen kann<br />
vollständig umgangen werden, Bild 3. Die hohe Stromdichte führt zu einer im<br />
Vergleich zum Massivdraht höheren Abschmelzleistung bei gleicher Stromstärke.<br />
Der Abschmelzleistungsunterschied ist umso größer, je dünner der äußere<br />
Stahlmantel des Fülldrahtes gewählt wird. Diese Erkenntnis führte in neuester Zeit zu<br />
der Entwicklung von Hochleistungsfülldrähten mit optimiertem dünnen Stahlmantel.<br />
Mit diesen Drähten werden bis zu 40% höhere Abschmelzleistungen als mit<br />
Massivdraht erreicht [4]. Die typübergreifenden Vorteile des Fülldrahtes gegenüber<br />
dem Massivdraht können demnach folgendermaßen zusammengefasst werden:<br />
• Tieferer Flankeneinbrand<br />
• Geringere Porenanfälligkeit<br />
• Geringere Spritzerneigung<br />
• Höhere Abschmelzleistung<br />
Neben den typübergreifenden Vorteilen sind die speziellen <strong>Eigenschaften</strong> der<br />
Fülldrahttypen zu berücksichtigen. Gasgeschützte Fülldrähte werden in drei Gruppen<br />
eingeteilt:<br />
• Metallpulverfülldrähte<br />
• Rutilfülldrähte<br />
• Basische Fülldrähte<br />
Diese drei Hauptgruppen unterscheiden sich in Ihren <strong>Eigenschaften</strong> im Hinblick auf<br />
Schweißverhalten, Nahtaussehen, Positionseignung, mechanisch.-technologische<br />
Gütewerte, geeignete Schutzgase, <strong>Anwendungsgebiete</strong> <strong>und</strong> Anwendungsgrenzen[2].<br />
3.1 Metallpulverfülldraht<br />
Der Metallpulverfülldraht ist ein nicht schlackebildender Fülldraht. Seine Füllung<br />
besteht zum großen Teil aus Eisenpulver (Fe,FeMn,FeSi) mit einem geringen Zusatz<br />
von Lichtbogenstabilisatoren.<br />
3.1.1 Schweißverhalten<br />
ESAB Metallpulverfülldrähte zeichnen sich durch einen sehr stabilen Lichtbogen aus.<br />
Im Vergleich zu einer herkömmlichen Massivdrahtelektrode ist der Lichtbogen breiter<br />
<strong>und</strong> energiereicher <strong>und</strong> erfasst eine größere Werkstückoberfläche. Daraus ergibt sich<br />
ein besserer Flankeneinbrand <strong>und</strong> eine etwas geringere Empfindlichkeit für<br />
Porenbildung durch verunreinigte oder geprimerte Blechoberflächen. Der größere<br />
Flankeneinbrand ermöglicht Stumpfnahtschweißungen mit reduziertem<br />
Öffnungswinkel von 40-50° oder auch I-Stoß-Schweißungen bis etwa 10mm<br />
Wanddicke auf Badsicherungen. Gr<strong>und</strong>sätzlich läßt sich der Metallpulverfülldraht in<br />
allen bekannten Lichtbogenbereichen verarbeiten, jedoch weist er gegenüber dem<br />
Massivdraht einige Besonderheiten auf..<br />
Die Schweißeigenschaften im Kurzlichtbogen sind sehr gut. Der Metallpulverfülldraht<br />
verfügt über eine gute Spaltüberbrückbarkeit. Die Kurzschlußfrequenz liegt deutlich<br />
höher als beim Massivdraht. Das erleichtert dem Schweißer die Kontrolle des<br />
Schmelzbades. Eine weitere Optimierung der Wurzeleigenschaften wird durch die<br />
Impulstechnik erreicht. Der vom Massivdraht her bekannte Übergangslichtbogen<br />
oder auch Mischlichtbogen kann durch geschickte Parameterwahl beim<br />
Metallpulverfülldraht umgangen werden. Bezogen auf den am häufigsten<br />
verwendeten Drahtdurchmesser 1,2mm liegt die maximale Stromstärke für den<br />
3
Kurzlichtbogen bei ca. 180 A. Durch deutliches Anheben der Schweißspannung um<br />
ca. 6 Volt erfolgt der Wechsel in den Sprühlichtbogen direkt ab dieser Stromstärke.<br />
Das Schweißen im spritzerintensiven Mischlichtbogen ist mit dem<br />
Metallpulverfülldraht nicht nötig. Im Sprühlichtbogen entfaltet dieser Fülldrahttyp sein<br />
volles Leistungsvermögen. Im Gegensatz zum Massivdraht bleibt dieser<br />
Lichtbogenbereich auch bei sehr hohen Stromstärken stabil. Ein rotierender<br />
Lichtbogen ist nicht einstellbar.<br />
3.1.2 Nahtaussehen<br />
Das Nahtaussehen ähnelt dem des Massivdrahtes. Auf der sehr fein geschuppten<br />
Nahtoberfläche bilden sich in Abhängigkeit des verwendeten Schutzgases mehr oder<br />
weniger starke Oxidationsinseln, die sich manuell leicht entfernen lassen. Die<br />
Nahtüberwölbung ist minimal. Der Übergang in den Gr<strong>und</strong>werkstoff erfolgt fließend<br />
ohne Einbrandkerben.<br />
3.1.3 Einbrand<br />
Aufgr<strong>und</strong> des breiten Lichtbogens erfasst der Metallpulverfülldraht auch steile<br />
Nahtflanken sicher, siehe auch unter 3.1.7. Der Flankeneinbrand in Position PA <strong>und</strong><br />
PB ist tief <strong>und</strong> in der Regel stärker als beim Massivdraht. Der Tiefeneinbrand ist<br />
abhängig vom verwendeten Schutzgas <strong>und</strong> liegt in etwa auf dem Niveau des<br />
Massivdrahtes. Durch den besseren Flankeneinbrand schützt der<br />
Metallpulverfülldraht besser gegen Bindefehler <strong>und</strong> erlaubt die Reduzierung der<br />
Nahtöffnungswinkel von Stumpfnähten von 60° auf 40-45°. Auch I-Stöße sind bis ca.<br />
8mm Wanddicke auf Badsicherung sauber schweißbar (siehe Kapitel 3.1.7)<br />
In Position PG (fallend) weist der Spezialmetallpulverfülldraht OK Tubrod 14.12<br />
ebenfalls ein sehr sicheres Einbrandprofil aus. Standardmetallpulverfülldrähte<br />
hingegen sind für die Fallnaht nicht zu empfehlen.<br />
3.1.4 Positionseignung<br />
Metallpulverfülldrähte sind ursprünglich für die Positionen PA,PB <strong>und</strong> PC entwickelt<br />
worden. Die Positionen PF,PD <strong>und</strong> PE sind beherrschabr unter Anwendung<br />
spezieller Pendeltechniken. Der OK Tubrod 14.12 läßt sich jedoch in Verbindung mit<br />
einer negativen Polung des Drahtes auch hervorragend in der Fallnahtposition PG<br />
verarbeiten. Aufschluß über die konkrete Positionseignung geben die<br />
Produktdatenblätter.<br />
3.1.5 Mechanisch.-technologische Gütewerte<br />
Metallpulverfülldrähte eignen sich für den gesamten Bereich der schweißgeeigneten<br />
Bau- <strong>und</strong> Feinkornbaustähle. Die minimale Streckgrenze der unlegierten<br />
Metallpulverfülldrähte liegt zwischen 420 <strong>und</strong> 460 N/mm2, so daß sich<br />
Metallpulverfülldrähte auch für höherfeste Feinkornbaustähle eignen. Ausreichende<br />
Kerbschlagzähigkeit bieten die unlegierten Typen bis zu -40°C. Nickellegierte<br />
Metallpulverfülldrähte können bis -50°C eingesetzt werden.<br />
3.1.6 Geeignete Schutzgase<br />
Das Standardschutzgas ist M21 (EN ISO 14175) mit 15-25% CO2-Anteil. Einige<br />
Metallpulverfülldrähte eignen sich auch für C1 oder Ar-Gemische mit 8-10% CO2<br />
sowie im Einzelfall für M12 mit 2,5% CO2. Aufschluß über die Gaseeignung geben<br />
auch hier die Angaben der Produktdatenblätter.<br />
4
3.1.7 <strong>Anwendungsgebiete</strong> / Anwendungsgrenzen<br />
ESAB Metallpulverfülldrähte sind sehr universell<br />
einsetzbar. Sie verfügen über Zulassungen aller<br />
gängigen Klassifikationsgesellschaften.<br />
Hauptanwendungsgebiete sind der Stahlbau,<br />
Behälterbau, Schiffbau <strong>und</strong> Fahrzeugbau. Sie eignen<br />
sich sowohl für den manuellen als auch<br />
vollmechanisierten Einsatz an Kehl- <strong>und</strong><br />
Stumpfnähten bei einer minimalen Wanddicke von<br />
4mm. Spezielle Typen wie Coreweld 46 LS<br />
erweitern den Anwendungsbereich bis hinunter<br />
auf 1mm Wanddicke.<br />
Nach oben ist der Wanddickenbereich praktisch<br />
unbegrenzt. Metallpulverfülldrähte werden<br />
insbesondere an Mehrlagennähten in Pos. PA <strong>und</strong> PB<br />
eingesetzt, die mit hoher Leistung geschweißt werden<br />
sollen. Hier kann die reine Schweißzeit im Vergleich<br />
zum Massivdraht um ca. 20% gesenkt werden. Bei<br />
Schweißaufgaben, bei denen unter Anwendung des<br />
Massivdrahtes die Gefahr von Schweißnahtfehlern<br />
(Bindefehler, Porenbildung,...) besonders groß ist<br />
oder unzulässig hohe Spritzerbildung auftritt, kann mit<br />
einem ESAB Metallpulverfülldraht der Reparatur-<br />
<strong>und</strong> Nacharbeitsaufwand deutlich reduziert<br />
werden.<br />
Speziell geeignet sind Metallpulverfülldrähte für Einseitenschweißungen auf keramischer<br />
Badsicherung (siehe Bild 4-5). Beispielsweise können Stumpfstoßschweißungen<br />
bis 10mm Wanddicke unter Verwendung einer keramischen<br />
Badsicherung im I-Stoß ausgeführt werden. Der breite Lichtbogen des<br />
Metallpulverfülldrahtes erfasst auch steile Nahtflanken. Für V-Nähte reicht in den<br />
meisten Fällen ein Öffnungswinkel von 45-50° aus..<br />
3.2. Rutilfülldraht<br />
Bild4 : ESAB Produktprogramm keramische<br />
Badsicherungen<br />
Bild 5: Einseitenschweißung auf keramischer<br />
Badsicherung mit Metallpulverfülldraht; I-Stoß,<br />
t=8mm<br />
Der Rutilfülldraht ist ein schlackebildender Fülldraht. Seine Pulverfüllung besteht im<br />
wesentlichen aus Rutil (TiO2), Beimengungen von SiO2 <strong>und</strong> Eisenpulver sowie zum<br />
Teil aus Mikrolegierungselementen wie Titan <strong>und</strong> Bor. Bei den Rutilfülldrähten wird<br />
unterschieden zwischen Typen mit langsam erstarrendem Schlackesystem <strong>und</strong><br />
Typen mit schnell erstarrendem Schlackesystem. Das Erstarrungsintervall der<br />
Schlacke hat wesentlichen Einfluß auf die Zwangslageneignung des Fülldrahtes. Der<br />
Schlackeanteil am abgeschmolzenen Drahtgewicht liegt etwa bei ca. 15%, so daß<br />
die Ausbringung der Rutilfülldrähte mit 85% etwas niedriger liegt als beim<br />
Metallpulverfülldraht. Die Schlackeentfernbarkeit ist bei richtiger<br />
Parametereinstellung sehr gut, bisweilen ist die Schlacke sogar selbstabhebend.<br />
3.2.1 Schweißverhalten<br />
Das Schweißverhalten des Rutilfülldrahtes ist geprägt durch die rutilen<br />
Füllungsbestandteile. Sie erzeugen über den gesamten Arbeitsbereich einen sehr<br />
5
feintropfigen Werkstoffübergang verb<strong>und</strong>en mit einem sehr weichen Lichtbogen. Die<br />
Einstellung eines Kurzlichtbogens ist nicht möglich. Am verbreitetsten ist der<br />
Rutilfülldraht mit schnell erstarrendem Schlackesystem. Seine Schlacke übt beim<br />
Schweißen einen Stützeffekt auf das Schmelzbad aus, so daß dieser Fülldrahttyp<br />
exzellent für Zwangslagenschweißungen, insbesondere Steignahtschweißungen,<br />
geeignet ist. Die Schweißparameterwahl ist sehr einfach. Die meisten Typen lassen<br />
sich mit einer Parametereinstellung (180-220 A /25-27V) in allen Positionen<br />
verarbeiten, was diesen Fülldrahttyp besonders beliebt bei den Schweißern macht.<br />
Schnell erstarrende Rutilfülldrähte eignen sich jedoch nicht für hohe Stromstärken<br />
oberhalb 280 A (bezogen auf Drahtdurchmesser 1,2mm). In Position PA <strong>und</strong> PB<br />
sollte der max. Schweißstrom auf diesen Wert begrenzt werden, da sehr große<br />
Schmelzbäder zu Ausgasungsbehinderungen führen, die Schlauchporenbildung<br />
hervorrufen. Rutilfülldrähte mit langsam erstarrendem Schlackesystem sind von<br />
dieser Eingrenzung nicht betroffen.<br />
3.2.2 Nahtaussehen<br />
Das Nahtaussehen nach Entfernen der Schlacke ist sehr glatt mit leichter Welligkeit<br />
in der Nahtoberfläche. Oxidationsinseln entstehen aufgr<strong>und</strong> des Schlackeschutzes<br />
nicht, so daß die Naht ohne Nacharbeitsaufwand lackierbar ist. Der Übergang in den<br />
Gr<strong>und</strong>werkstoff ist fließend <strong>und</strong> kerbfrei. Zwangslagennähte, speziell in Position PF,<br />
neigen etwas stärker zur Nahtüberwölbung.<br />
3.2.3 Einbrand<br />
Rutilfülldrähte weisen gr<strong>und</strong>sätzlich einen guten Einbrand in Pos. PA <strong>und</strong> PB auf.<br />
Wichtig ist jedoch eine ausreichende Schweißgeschwindigkeit, um das Vorlaufen von<br />
Schlacke oder dünnflüssigem Schweißgut zu verhindern. Herausragend ist das<br />
Einbrandverhalten in Pos. PF. Sowohl Flanken- als auch Tiefeneinbrand sind in<br />
steigender Position aufgr<strong>und</strong> der relativ hohen mögl. Stromstärken > 200 A sehr gut.<br />
In fallender Position ist der Einbrand dagegen eher schwach, aber unter Schutzgas<br />
C1 meist ausreichend.<br />
3.2.4 Positionseignung<br />
a) Rutilfülldrähte mit schnell erstarrendem Schlackesystem:<br />
Dieser Typ hebt sich durch eine sehr gute Zwangslageneignung hervor. Speziell in<br />
Position PF ist dieser Draht ideal einsetzbar. Durch den Schlackestützeffekt können<br />
sogar Strichraupen in dieser Position geschweißt werden. Es sind doppelt so hohe<br />
Schweißgeschwindigkeiten wie mit einem Massivdraht erreichbar. Auch die<br />
Positionen PD <strong>und</strong> PE sind gut beherrschbar bei Abschmelzleistungen bis zu 3,5<br />
kg/h (100%ED). Die Fallnahteignung ist zwar gegeben, jedoch muß mit deutlich<br />
geringerem Einbrand gerechnet werden. In der Querposition PC kann es aufgr<strong>und</strong><br />
des recht dünnflüssigen Schmelzbades zu einer leichten Rucksackbildung der Nähte<br />
kommen. Hier ist der richtige Lagenaufbau zur Vermeidung von Lagenbindefehlern<br />
von entscheidender Bedeutung. Die Horizontalpositionen PA <strong>und</strong> PB sind mit der<br />
bereits erwähnten Schweißstrombegrenzung problemlos schweißbar.<br />
b) Rutilfülldrähte mit langsam erstarrendem Schlackesystem:<br />
Der langsam erstarrende Typ ist ausschließlich für die Positionen PA <strong>und</strong> PB zu<br />
empfehlen. Hier erzeugt er sehr flache Nähte mit besonders weichem Übergang in<br />
den Gr<strong>und</strong>werkstoff. Im Gegensatz zum schnell erstarrendem Typ können hier auch<br />
Stromstärken deutlich über 300 A gewählt werden.<br />
6
3.2.5 Mechanisch.-technologische Gütewerte<br />
Rutilfülldrähte eignen sich für den gesamten Bereich der schweißgeeigneten Bau-<br />
<strong>und</strong> Feinkornbaustähle. Die Mindeststreckgrenze der unlegierten Typen liegt<br />
zwischen 420 <strong>und</strong> 500 N/mm2, so daß auch höherfeste Feinkornbaustähle mit ihnen<br />
verarbeitet werden können. Ausreichende Kerbschlagzähigkeit bieten die unlegierten<br />
Typen in der Regel bis -20°C. Nickellegierte Rutilfülldrähte können bis zu -60°C<br />
eingesetzt werden. Diese Werte gelten für den unbehandelten Zustand. Das sehr<br />
weit verbreitete Mikrolegierungssystem Ti/B in der Rutilfüllung erzeugt jedoch bei<br />
nachträglicher Wärmebehandlung versprödend wirkende Ausscheidungen im<br />
Schweißgut, die die Kerbschlagzähigkeit leicht herabsetzen können . Soll nach dem<br />
Schweißen beispielsweise ein Spannungsarmglühen durchgeführt werden, ist mit<br />
dem Hersteller zu prüfen, ob die Güteanforderungen noch gewährleistet werden<br />
können.<br />
3.2.6 Geeignete Schutzgase<br />
Das Standardschutzgas für Rutilfülldrähte ist M21 (15-25% CO2 Anteil). Sehr viele<br />
Typen lassen sich jedoch auch mit reinem CO2 (C1 nach EN ISO 14175) sehr gut<br />
<strong>und</strong> spritzerarm verarbeiten. Einige Spezialtypen, vornehmlich für Anwendungen im<br />
Schiffbau <strong>und</strong> auf Baustellen, sind ausschließlich für C1 geeignet. Aufschluß über die<br />
Gaseeignung im Einzelfall geben die Angaben der Fülldrahthersteller. Diese sind<br />
genau zu beachten, da die Art des Schutzgases einen bedeutenden Einfluß auf die<br />
mechanisch-technologischen Gütewerte hat. Der Einfluß des Schutzgases auf das<br />
Schweißverhalten ist bei Rutilfülldrähten dagegen eher gering.<br />
3.2.7 <strong>Anwendungsgebiete</strong><br />
Ähnlich wie der Metallpulverfülldraht ist auch der Rutilfülldraht in vielen<br />
Industriebereichen präsent. Der Schwerpunkt der Anwendung liegt jedoch seit<br />
Jahren im Schiffbau. Die speziellen Vorteile des schnell erstarrenden Rutiltyps in der<br />
Zwangslage, insbesondere der Steignaht, werden jedoch auch zunehmend im<br />
Brücken-, Stahl- <strong>und</strong> Tankbau erkannt. Im<br />
Vergleich zum Massivdraht lassen sich<br />
Steignahtschweißungen mit diesem<br />
Fülldrahttyp etwa 30-40% kostengünstiger<br />
ausführen. Durch den zusätzlichen<br />
Schlackeschutz vor Witterungseinflüssen<br />
eignen sich Rutilfülldrähte auch für den<br />
Einsatz auf der Baustelle, Bild 6. Es sei<br />
jedoch erwähnt, daß die natürliche<br />
Anfälligkeit des MAG-Verfahrens gegen<br />
Witterungseinflüsse auch beim Einsatz von<br />
Rutilfülldrähten besteht, so daß eine<br />
Einhausung der Schweißstelle bei Windzug<br />
Bild 7: MAGF-Orbitalschweißung mit Rutilfülldraht im<br />
Pipelinebau<br />
Bild 6:<br />
Anwendungsbeispiel Tankbau:<br />
Schweißung auf keram. Badsicherung<br />
Pos. PF mit Rutilfülldraht (schnell erstarrend)<br />
oder feuchter Witterung ratsam ist.<br />
Bei den Nahtarten gibt es keinerlei<br />
Einschränkungen, sowohl Kehlnähte als auch<br />
Stumpfnähte verschiedenster Art können<br />
geschweißt werden. Hervorzuheben ist<br />
jedoch, daß Wurzelschweißungen mit<br />
Rutilfülldrähten aufgr<strong>und</strong> deren<br />
eingeschränkter Spaltüberbrückbarkeit nicht<br />
empfehlenswert sind, es sei denn, sie werden<br />
7
auf einer Badsicherung ausgeführt. Die Einseitenschweißtechnik auf keramischer<br />
Badsicherung bietet eine sehr produktive Alternative zur konventionellen<br />
Wurzelschweißung. Es entfällt die Notwendigkeit einer rückseitigen Kapplage <strong>und</strong> die<br />
Wurzel kann mit deutlich höheren Schweißströmen geschweißt werden. Dies senkt<br />
die Schweißkosten beträchtlich [6], [7]. Besonders geeignet sind Rutilfülldrähte mit<br />
schnell erstarrender Schlacke auch bei der mechanisierten Orbitalschweißung der<br />
Füll- <strong>und</strong> Decklagen an Rohrleitungen oder manuellen Schweißarbeiten in<br />
Zwangslage an zylindrischen Bauteilen, Bild 7. Aufgr<strong>und</strong> der schuppenlosen<br />
Nahtoptik <strong>und</strong> ihrer "Schönschweiß"-<strong>Eigenschaften</strong> werden Rutilfülldrähte häufig für<br />
Sichtnähte eingesetzt. Die flache Nahtausbildung mit kerbfreiem Übergang in den<br />
Gr<strong>und</strong>werkstoff erzeugt eine hohe Ermüdungsfestigkeit der Konstruktion. Die<br />
minimale Wanddicke für den Einsatz von Rutilfülldrähten liegt bei 4-5mm. Für<br />
Kehlnähte in Pos. PF sollte die Wanddicke möglichst noch darüber liegen. Da der<br />
unlegierte Rutilfülldraht nur ein begrenztes Aufnahmevermögen für<br />
Schweißeigenspannungen hat, sollte ab einer Wanddicke von ca. 40mm alternativ<br />
der Einsatz eines Metallpulverfülldrahtes oder besser noch basischen Fülldrahtes in<br />
Erwägung gezogen werden. Nickellegierte Rutiltypen werden in der Offshore-<br />
Industrie jedoch auch oberhalb 40mm Wanddicke eingesetzt.<br />
Der erfolgreiche Einsatz von Rutilfülldrähten hängt jedoch von der Beachtung einiger<br />
Gr<strong>und</strong>regeln ab:<br />
Gr<strong>und</strong>sätzlich sollte eine hohe Wärmeeinbringung (> 25 KJ/cm) resultierend aus<br />
breitem Auspendeln der Schweißraupe bei niedriger Schweißgeschwindigkeit<br />
vermieden werden. Dies gilt besonders für Wurzellagen auf keramischer<br />
Badsicherung. Das Schweißen nach Schweißanweisung mit Begrenzung der<br />
Schweißstromstärke <strong>und</strong> der Vorgabe der Strichraupentechnik beugt der Gefahr von<br />
Heißrissen durch ungünstige Erstarrungsverhältnisse vor. Dünne Schweißraupen<br />
ergeben zudem verbesserte Zähigkeitswerte. Aufgr<strong>und</strong> des recht hohen<br />
Schlackeanteils <strong>und</strong> dünnflüssigen Schmelzbades des Rutilfülldrahtes ist auf eine<br />
schleppende Brennerhaltung zu achten, durch die der Lichtbogendruck die Schlacke<br />
über dem Schmelzbad hält. Bei neutraler bis stechender Brennerhaltung besteht die<br />
Gefahr von Schlackeeinschlüssen im Schweißgut. Die Schweißgeschwindigkeit ist im<br />
Vergleich zum Massivdraht höher zu wählen, um Lagenbindefehler <strong>und</strong> schlechten<br />
Einbrand durch vorlaufendes Schmelzbad zu vermeiden.<br />
3.3 Basische Fülldrähte<br />
Der basische Fülldraht ist ebenfalls ein schlackebildender Fülldraht. Sein<br />
Schlackeanteil ist mit etwa 10% jedoch niedriger als beim Rutilfülldraht. Die<br />
Ausbringung liegt demnach bei ca. 90%. Die Pulverfüllung besteht im wesentlichen<br />
aus dem basischen Bestandteil Flußspat (CaF2) <strong>und</strong> den Erdalkalioxiden CaO <strong>und</strong><br />
MgO <strong>und</strong> ähnelt somit sehr stark der Umhüllung einer basischen Stabelektrode.<br />
3.3.1 Schweißverhalten<br />
Der basische Charakter dieses Fülldrahttyps schlägt sich auch im Schweißverhalten<br />
nieder. Der Werkstoffübergang ist grobtropfiger als beim Rutilfülldraht. Die<br />
Spritzerneigung ist dementsprechend auch etwas höher. Es sind sowohl<br />
Kurzlichtbogen, als auch Misch- <strong>und</strong> Sprühlichtbogen einstellbar. Eine Art Semi-<br />
Sprühlichtbogen (ein Sprühlichtbogen mit niederfrequenten Kurzschlüssen) wird<br />
beim OK Tubrod 15.06, ähnlich wie beim Metallpulverfülldraht bereits unter 200 A<br />
(bezogen auf ∅1,2mm) erreicht. In Verbindung mit einer negativen Polung werden<br />
mit der Anwendung des energiereichen Semi-Sprühlichtbogens sehr gute<br />
Allpositionseigenschaften erreicht. Aufschluß über die konkrete Zwangslageneignung<br />
geben die Produktdatenblätter.<br />
8
Basische Fülldrähte haben eine relativ enge Schweißparameterbox, d.h. Stromstärke<br />
<strong>und</strong> Spannung müssen sehr sorgfältig eingestellt werden, um gute<br />
Schweißergebnisse zu erzielen. Die Anforderungen an den Schweißer wie auch an<br />
die Stromquelle sind hoch. Gute Wurzelschweißeigenschaften sind mit basischen<br />
Fülldrähten erreichbar. Eine gute Wurzelschweißung erfordert jedoch eine spezielle<br />
Handhabung des Drahtes. Alternativ ist der Einsatz einer keramischen Badsicherung<br />
möglich.<br />
3.3.2 Nahtaussehen<br />
Das Nahtaussehen ist etwas grobschuppiger als bei Metallpulver- <strong>und</strong><br />
Rutilfülldrähten. Die leicht bräunliche Schlacke bedeckt nicht die komplette<br />
Nahtoberfläche. Sie läßt sich in der Regel leicht entfernen. Die Naht ist leicht konvex,<br />
jedoch mit kerbfreiem Übergang in den Gr<strong>und</strong>werkstoff. In der Regel werden<br />
basische Fülldrähte schleppend verschweißt. Eine besonders flache Naht kann auf<br />
Kosten eines geringeren Einbrandes durch leicht stechende Brennerhaltung erreicht<br />
werden. Dabei steigt zusätzlich das Risiko von Schlackeeinschlüssen.<br />
3.3.3 Einbrand<br />
Das Einbrandverhalten der basischen ESAB Fülldrähte ist ähnlich dem der<br />
Metallpulverfülldrähte. Sehr guter Flankeneinbrand in allen Positionen inkl. Fallnaht.<br />
Nahtöffnungswinkel können wirksam auf ca. 40-45° verringert werden.<br />
3.3.4 Positionseignung<br />
Basische Fülldrähte gibt es in verschiedenen Ausführungen. Einige sind nur für<br />
Position PA <strong>und</strong> PB bei positiver Drahtpolung geeignet. Die meisten basischen ESAB<br />
Fülldrähte sind dagegen allpositionsgeeignet mit guten Fallnahteigenschaften. Gute<br />
Zwangslageneignung erfordert jedoch eine negative Polung des Drahtes. Das etwas<br />
zähflüssigere Schmelzbad sorgt insbesondere in Position PC für gute<br />
Schweißeigenschaften. Die von Rutilfülldrähten bekannte "Rucksackbildung" der<br />
Naht in Querposition tritt nicht auf.<br />
3.3.5 Mechanisch.-technologische Gütewerte<br />
Basische Fülldrähte für allgemeine Baustähle liegen in der Regel bei einer minimalen<br />
Streckgrenze von 420 N/mm2 im unbehandelten Zustand. Sie verfügen dabei,<br />
ähnlich wie basische Stabelektroden, über exzellente Zähigkeitswerte. Ausreichende<br />
Kerbschlagarbeit besteht für Tieftemperaturanwendungen bis zu -60°C. Auch die<br />
Bruchdehnungswerte (A5) liegen auf hohem Niveau. Im wärmebehandelten Zustand<br />
fällt die Festigkeit ein wenig ab, im Gegensatz zu Rutilfülldrähten bleiben die<br />
Zähigkeitswerte jedoch erhalten oder verbessern sich.<br />
3.3.6 Geeignete Schutzgase<br />
Das Standardschutzgas ist M21 mit 15-25% CO2. Es gibt jedoch auch Versionen für<br />
den Einsatz unter C1 (EN ISO 14175). Bei der Anwendung von reinem CO2 ist<br />
jedoch mit erhöhter Spritzerbildung zu rechnen.<br />
3.3.7 <strong>Anwendungsgebiete</strong><br />
Mit der Entwicklung des basischen Fülldrahtes<br />
erschlossen sich dem MAG-Verfahren<br />
<strong>Anwendungsgebiete</strong>, die bislang nur dem E-<br />
Handschweißen mit basischer Stabelektrode<br />
vorbehalten waren. Basische Fülldrähte werden<br />
demnach insbesondere dort eingesetzt, wo sehr<br />
hohe Zähigkeitswerte im Schweißgut<br />
9<br />
Bild 8:<br />
Rohr-Gußknotenverbindung; 60mm Wanddicke<br />
Geschweißt in Zwangslage mit basischem Fülldraht.
erforderlich sind. Dies sind Schweißungen an Wanddicken über 40mm,<br />
Schweißnähte mit Schrumpfungsbehinderung <strong>und</strong> hohem<br />
Schweißeigenspannungszustand oder Konstruktionen mit starker dynamischer<br />
Wechselbeanspruchung, Bild 8. Auch Stähle mit erhöhtem Kohlenstoffäquivalent<br />
sind vorzugsweise mit basischen Fülldrähten zu verschweißen.<br />
Anwendungsschwerpunkte finden sich im<br />
schweren Stahl- <strong>und</strong> Maschinenbau,<br />
Brückenbau, Druckbehälterbau <strong>und</strong><br />
Schiffbau. Erfolgreich werden basische<br />
Fülldrähte mittlerweile auch im Tankbau<br />
auf der Baustelle für<br />
Quernahtschweißungen eingesetzt, Bild 9<br />
. Hohe Schweißgeschwindigkeit <strong>und</strong><br />
Porensicherheit auch bei leichten<br />
Witterungseinflüssen sprechen hier für<br />
diesen Fülldrahttyp.<br />
Bild 9:<br />
Anwendung von basichem Fülldraht im Tankbau<br />
Baustelleneinsatz in Pos. PC<br />
Der erfolgreiche Einsatz von basischen<br />
Fülldrähten bedarf einer gründlichen<br />
Einweisung durch erfahrene<br />
Lehrschweißer, da die Handhabung <strong>und</strong> Einstellung dieses Fülldrahttyps einige<br />
Besonderheiten gegenüber dem Massivdraht aufweist. Eine Schweißerschulung<br />
durch den Fülldrahthersteller ist empfehlenswert.<br />
4. Fazit <strong>und</strong> Ausblick<br />
Der Einsatz von gasgeschützten Fülldrähten wird sich auch in Zukunft weiter<br />
durchsetzen. Zahlreiche Informationsveranstaltungen <strong>und</strong> Veröffentlichungen zum<br />
Thema Fülldrahtelektroden haben in den letzten Jahren dazu beigetragen, daß mehr<br />
<strong>und</strong> mehr Unternehmen dazu übergehen, ihre Produktivität durch den Einsatz von<br />
Fülldrähten zu erhöhen. Der Fülldraht ist ein erklärungsbedürftiges Produkt. Der<br />
unvorbereitete Einsatz ohne vorherige Schweißereinweisung führt in den seltensten<br />
Fällen zum Erfolg, vielmehr lehnen sogar einige den Fülldrahteinsatz aufgr<strong>und</strong><br />
schlechter Erfahrungen in der Vergangenheit kategorisch ab. Das ist bedauerlich,<br />
verfügt doch der Fülldraht über Qualitäten, die kein anderer Schweißzusatz zu bieten<br />
hat. Eine besondere Aufgabe kommt in diesem Zusammenhang den Herstellern der<br />
Fülldrähte zu, die über kompetente Anwendungsberatung den K<strong>und</strong>en zum<br />
gewünschten Ziel bringen können.<br />
Die Produktvielfalt bei den Fülldrähten wird in den nächsten Jahren weiter<br />
zunehmen, da auch die K<strong>und</strong>enanforderungen immer spezieller werden. Neben den<br />
Fülldrähten für allgemeine Baustähle kommt den Typen für warmfeste Qualitäten,<br />
hochfeste Feinkornbaustähle sowie nichtrostende Stähle deutlich steigende<br />
Bedeutung zu. Hier ist das Potential für die erfolgreiche Fülldrahtanwendung noch<br />
nicht ansatzweise erschöpft. Nicht zuletzt werden neue Fülldrahtentwicklungen für<br />
vollmechanisierte Anwendungen (Robotereinsatz) den Unternehmen neue<br />
Möglichkeiten bieten, ihre Schweißkosten weiter zu reduzieren. Eine absolute<br />
Notwendigkeit, um den ständig steigenden Marktanforderungen im 21. Jahrh<strong>und</strong>ert<br />
gerecht zu werden.<br />
Schrifttum<br />
[1] EN ISO 17632 Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit <strong>und</strong><br />
ohne Schutzgas von unlegierten Stählen <strong>und</strong> Feinkornstählen<br />
10
[2] Merkblatt DVS 0941 Teil 2: Fülldrahtelektroden für das MAG-<br />
Verbindungsschweißen - <strong>Eigenschaften</strong> <strong>und</strong> Anwendungsmöglichkeiten.<br />
DVS Verlag, Düsseldorf<br />
[3] Blome K.: Metallpulverfülldraht für Roboteranwendungen, ESAB-Fenster 1/99<br />
[4] Blome K. <strong>und</strong> Tessin F.: Erhöhung der Schweißproduktivität durch den Einsatz<br />
von Fülldrähten mit erhöhtem Füllgrad.<br />
Tagungsband ASTK '97, Institut für schweißtechnische Fertigungsverfahren der<br />
RWTH Aachen<br />
[5] Fülldrähte<br />
Schweißmagazin Svetsaren, Vol. 51, 1996, ESAB AB Göteborg<br />
[6] Tessin F.: Keramische Badsicherungen bringen Vorteile, ESAB-Fenster 1994, S.22-23<br />
[7] Tessin F.: Ermittlung <strong>und</strong> Bewertung von Schweißkosten , ESAB-Fenster 2/97, S.4-5<br />
11