Ausschleifen oder Ausdrehen von Aufsatzbacken - Forkardt
Ausschleifen oder Ausdrehen von Aufsatzbacken - Forkardt
Ausschleifen oder Ausdrehen von Aufsatzbacken - Forkardt

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Ausschleifen</strong> <strong>oder</strong> <strong>Ausdrehen</strong> <strong>von</strong> <strong>Aufsatzbacken</strong><br />
Grinding or turning top jaws • Alésage à la meule ou au tour de mors rapportés<br />
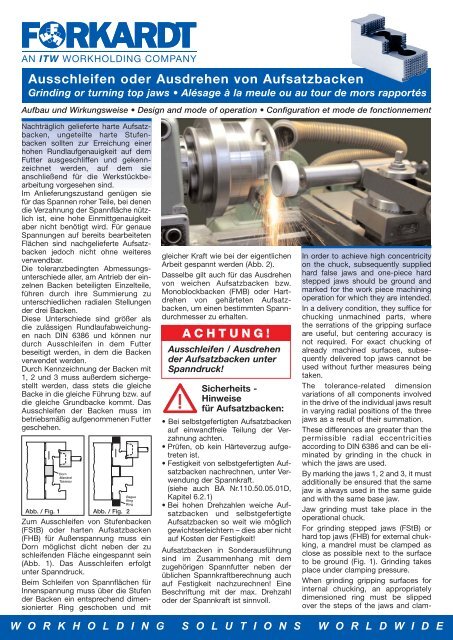
Aufbau und Wirkungsweise • Design and mode of operation • Configuration et mode de fonctionnement<br />
Nachträglich gelieferte harte <strong>Aufsatzbacken</strong>,<br />
ungeteilte harte Stufenbacken<br />
sollten zur Erreichung einer<br />
hohen Rundlaufgenauigkeit auf dem<br />
Futter ausgeschliffen und gekennzeichnet<br />
werden, auf dem sie<br />
anschließend für die Werkstückbearbeitung<br />
vorgesehen sind.<br />
Im Anlieferungszustand genügen sie<br />
für das Spannen roher Teile, bei denen<br />
die Verzahnung der Spannfläche nützlich<br />
ist, eine hohe Einmittgenauigkeit<br />
aber nicht benötigt wird. Für genaue<br />
Spannungen auf bereits bearbeiteten<br />
Flächen sind nachgelieferte <strong>Aufsatzbacken</strong><br />
jedoch nicht ohne weiteres<br />
verwendbar.<br />
Die toleranzbedingten Abmessungsunterschiede<br />
aller, am Antrieb der einzelnen<br />
Backen beteiligten Einzelteile,<br />
führen durch ihre Summierung zu<br />
unterschiedlichen radialen Stellungen<br />
der drei Backen.<br />
Diese Unterschiede sind größer als<br />
die zulässigen Rundlaufabweichungen<br />
nach DIN 6386 und können nur<br />
durch <strong>Ausschleifen</strong> in dem Futter<br />
beseitigt werden, in dem die Backen<br />
verwendet werden.<br />
Durch Kennzeichnung der Backen mit<br />
1, 2 und 3 muss außerdem sichergestellt<br />
werden, dass stets die gleiche<br />
Backe in die gleiche Führung bzw. auf<br />
die gleiche Grundbacke kommt. Das<br />
<strong>Ausschleifen</strong> der Backen muss im<br />
betriebsmäßig aufgenommenen Futter<br />
geschehen.<br />
Abb. / Fig. 1 Abb. / Fig. 2<br />
Zum <strong>Ausschleifen</strong> <strong>von</strong> Stufenbacken<br />
(FStB) <strong>oder</strong> harten <strong>Aufsatzbacken</strong><br />
(FHB) für Außenspannung muss ein<br />
Dorn möglichst dicht neben der zu<br />
schleifenden Fläche eingespannt sein<br />
(Abb. 1). Das <strong>Ausschleifen</strong> erfolgt<br />
unter Spanndruck.<br />
Beim Schleifen <strong>von</strong> Spannflächen für<br />
Innenspannung muss über die Stufen<br />
der Backen ein entsprechend dimensionierter<br />
Ring geschoben und mit<br />
gleicher Kraft wie bei der eigentlichen<br />
Arbeit gespannt werden (Abb. 2).<br />
Dasselbe gilt auch für das <strong>Ausdrehen</strong><br />
<strong>von</strong> weichen <strong>Aufsatzbacken</strong> bzw.<br />
Monoblockbacken (FMB) <strong>oder</strong> Hartdrehen<br />
<strong>von</strong> gehärteten <strong>Aufsatzbacken</strong>,<br />
um einen bestimmten Spanndurchmesser<br />
zu erhalten.<br />
ACHTUNG!<br />
<strong>Ausschleifen</strong> / <strong>Ausdrehen</strong><br />
der <strong>Aufsatzbacken</strong> unter<br />
Spanndruck!<br />
Sicherheits -<br />
Hinweise<br />
für <strong>Aufsatzbacken</strong>:<br />
• Bei selbstgefertigten <strong>Aufsatzbacken</strong><br />
auf einwandfreie Teilung der Verzahnung<br />
achten.<br />
• Prüfen, ob kein Härteverzug aufgetreten<br />
ist.<br />
• Festigkeit <strong>von</strong> selbstgefertigten <strong>Aufsatzbacken</strong><br />
nachrechnen, unter Verwendung<br />
der Spannkraft.<br />
(siehe auch BA Nr.110.50.05.01D,<br />
Kapitel 6.2.1)<br />
• Bei hohen Drehzahlen weiche <strong>Aufsatzbacken</strong><br />
und selbstgefertigte<br />
<strong>Aufsatzbacken</strong> so weit wie möglich<br />
gewichtserleichtern – dies aber nicht<br />
auf Kosten der Festigkeit!<br />
<strong>Aufsatzbacken</strong> in Sonderausführung<br />
sind im Zusammenhang mit dem<br />
zugehörigen Spannfutter neben der<br />
üblichen Spannkraftberechnung auch<br />
auf Festigkeit nachzurechnen! Eine<br />
Beschriftung mit der max. Drehzahl<br />
<strong>oder</strong> der Spannkraft ist sinnvoll.<br />
In order to achieve high concentricity<br />
on the chuck, subsequently supplied<br />
hard false jaws and one-piece hard<br />
stepped jaws should be ground and<br />
marked for the work piece machining<br />
operation for which they are intended.<br />
In a delivery condition, they suffice for<br />
chucking unmachined parts, where<br />
the serrations of the gripping surface<br />
are useful, but centering accuracy is<br />
not required. For exact chucking of<br />
already machined surfaces, subsequently<br />
delivered top jaws cannot be<br />
used without further measures being<br />
taken.<br />
The tolerance-related dimension<br />
variations of all components involved<br />
in the drive of the individual jaws result<br />
in varying radial positions of the three<br />
jaws as a result of their summation.<br />
These differences are greater than the<br />
permissible radial eccentricities<br />
according to DIN 6386 and can be eliminated<br />
by grinding in the chuck in<br />
which the jaws are used.<br />
By marking the jaws 1, 2 and 3, it must<br />
additionally be ensured that the same<br />
jaw is always used in the same guide<br />
and with the same base jaw.<br />
Jaw grinding must take place in the<br />
operational chuck.<br />
For grinding stepped jaws (FStB) or<br />
hard top jaws (FHB) for external chukking,<br />
a mandrel must be clamped as<br />
close as possible next to the surface<br />
to be ground (Fig. 1). Grinding takes<br />
place under clamping pressure.<br />
When grinding gripping surfaces for<br />
internal chucking, an appropriately<br />
dimensioned ring must be slipped<br />
over the steps of the jaws and clam-<br />
W O R K H O L D I N G S O L U T I O N S W O R L D W I D E
ped with the same force as used for<br />
the actual work (Fig. 2).<br />
This applies similarly to turning soft<br />
top jaws or monoblock jaws (FMB) or<br />
hard turning hardened top jaws in<br />
order to obtain a specific clamping<br />
diameter.<br />
ATTENTION!<br />
Grinding / turning of<br />
top jaws under clamping<br />
pressure!<br />
Safety information<br />
for<br />
top jaws:<br />
• Check shop-built top jaws for perfect<br />
serration pitch.<br />
• Check that no hardening distortion<br />
has occurred.<br />
• Recalculate strength of shop-built<br />
top jaws using clamping force<br />
(see also BA No.110.50.05.01D,<br />
Chapter 6.2.1).<br />
• At high speeds, soft top jaws and<br />
shop-built top jaws should be as<br />
lightweight as possible, but not to<br />
the detriment of strength!<br />
Special top jaw types must be recalculated<br />
in conjunction with the associated<br />
chuck in addition to the usual<br />
calculation of clamping force!<br />
The provision of a marking with the<br />
maximum speed or clamping force is<br />
useful.<br />
FORKARDT DEUTSCHLAND GMBH<br />
Heinrich-Hertz-Str. 7<br />
D-40699 Erkrath<br />
Phone: (+49) 211-25 06-0<br />
Fax: (+49) 211-25 06-221<br />
E-Mail: info@forkardt.com<br />
BUCK CHUCK<br />
2155 Traversefield Drive<br />
Traverse City, MI 49686<br />
USA<br />
Phone: (+1) 231-995-8312<br />
Fax: (+1) 231-941-2466<br />
E-Mail: buck.forkardt@forkardt.com<br />
FORKARDT SCHWEIZ GMBH<br />
Industriestrasse 3<br />
CH-8307 Effretikon<br />
Phone: (+41) 52-3 55 31 31<br />
Fax: (+41) 52-3 43 52 40<br />
E-Mail: info-ch@forkardt.com<br />
Pour obtenir une précision de concentricité<br />
élevée, les mors rapportés durs,<br />
les mors étagés monobloc doivent<br />
être meulés sur le mandrin sur lequel<br />
ils sont prévus ensuite pour l’usinage<br />
de pièces.<br />
A la livraison, ils suffisent pour le serrage<br />
de pièces brutes pour lesquelles<br />
la denture de la face de serrage est<br />
utile, alors que la précision de centrage<br />
ne l’est pas. Pour des serrages<br />
précis sur des surfaces déjà usinées,<br />
les mors rapportés ultérieurement livrés<br />
ne sont toutefois pas utilisables<br />
sans une certaine préparation.<br />
Les différences dimensionnelles<br />
dépendant des tolérances de toutes<br />
les pièces individuelles participant à<br />
l'entraînement des différents mors<br />
sont la cause de positions radiales différentes<br />
des trois mors.<br />
Ces différences sont supérieures aux<br />
écarts de concentricité autorisés par<br />
la norme DIN 6386 et ne peuvent être<br />
éliminées que par meulage du mandrin<br />
dans lequel les mors sont utilisés.<br />
Pour le marquage des mors 1, 2 et 3,<br />
il convient d’autre part de s’assurer<br />
qu'un même mors est utilisé dans le<br />
même guidage resp. sur le même<br />
mors de base.<br />
L’alésage à la meule des mors doit se<br />
faire sur un mandrin monté prêt à servir.<br />
Pour l’alésage à la meule de mors étagés<br />
(FStB) ou de mors rapportés durs<br />
(FHB) à serrage extérieur, un mandrin<br />
doit être monté le plus près possible<br />
N.A. WOODWORTH<br />
1391 Wheaton Ave. Suite 700<br />
Troy, MI 48083<br />
USA<br />
Toll Free: 800.544.3823<br />
E-Mail: sales@itwworkholding.com<br />
Website: www.itwworkholding.com<br />
FORKARDT FRANCE S.A.R.L.<br />
28 Avenue de Bobigny<br />
F-93135 Noisy le Sec Cédex<br />
Phone: (+33) 1-41 83 12 40<br />
Fax: (+33) 1-48 40 47 59<br />
E-Mail: forkardt.france@forkardt.com<br />
FORKARDT NORTH AMERICA<br />
1391 Wheaton Ave. Suite 700<br />
Troy, MI 48083, USA<br />
Phone: 248-743-4400<br />
800-794-6190<br />
Fax: 248-743-4401<br />
E-Mail: info@forkardtusa.com<br />
de la face à meuler (fig. 1). L’alésage à<br />
la meule se fait à la pression de serrage.<br />
Pour le meulage de faces de serrage<br />
intérieur, une bague dimensionnée en<br />
conséquence doit être enfilée sur les<br />
étages des mors et serrée au même<br />
couple que pour l'usinage proprement<br />
dit (fig. 2).<br />
Ceci s’applique également à l’alésage<br />
au tour de mors rapportés doux resp.<br />
de mors monobloc (FMB) ou au tournage<br />
dur de mors rapportés trempés<br />
permettant d’obtenir un diamètre de<br />
serrage donné.<br />
ATTENTION!<br />
Alésage à la meule / au<br />
tour des mors rapportés à<br />
la pression de serrage !<br />
Consignes de<br />
sécurité pour les<br />
mors rapportés:<br />
• Pour les mors rapportés fabriqués<br />
en propre régie, veiller à la division<br />
exacte de la denture.<br />
• Vérifier que la trempe n’a pas provoqué<br />
de déformations.<br />
• Recalculer la résistance de mors<br />
rapportés fabriqués en propre régie,<br />
en utilisant la force de serrage<br />
(cf. également le mode d’emploi n°<br />
110.50.05.01D, chapitre 6.2.1).<br />
• A hauts régimes, réduire autant que<br />
possible la poids des mors rapportés<br />
doux et de mors rapportés fabriqués<br />
en propre régie, mais toutefois<br />
pas au détriment de la résistance !<br />
La résistance des mors rapportés<br />
spéciaux doit également être recalculée,<br />
en plus de la force de serrage<br />
usuelle, en liaison avec le mandrin de<br />
serrage correspondant. Il est utile de<br />
noter le régime max. ou la force de<br />
serrage.<br />
L O C A T I O N S W O R L D W I D E • É T A B L I S S E M E N T S D A N S L E M O N D E E N T I E R<br />
N I E D E R L A S S U N G E N W E L T W E I T<br />
www.forkardt.com<br />
www.itwworkholding.com<br />
© 2009 FORKARDT, Änderungen und Irrtum vorbehalten. ITW Workholding-Group ist ein Unternehmen der Illinois Tool Works Inc. • Errors and omissions excepted.<br />
ITW Workholding-Group is a division of Illinois Tool Works Inc. • Sous réserves de modifications ou d’erreurs. ITW Workholding-Group est une entreprise des Illinois Tool Works Inc.