
Abstract
This article presents the current status of the H2020-ROBOMINERS project with focus on the prototype to be developed. The aim of this project is the development of a small-scale mining robot, which will be capable of exploring difficult to access deposits with the ability of selective mining underground, under water, and in slurries. Considerably low weight and power are challenges to be overcome. Environment-friendliness is secured by powering the entire robot water-hydraulically. Core element of the robominer is the main module, in which the locomotion and powering system will be implemented. Additional elements in the robot are sensors for navigation and perception and a production tool to excavate small amounts of material. The locomotion system consists of an Archimedes-screw mechanism, which can be extended in radial direction and used as grippers inside a tunnel to increase its traction capacity. Selective perception tools help the mining robot navigate in harsh terrains and find the ore. A small-scale longitudinal part-face cutter head has been selected as an excavation tool. This cutter head has been tested extensively in the laboratory by performing cutting tests with several rock samples. The performance allows a continuous excavation of soft rock material (successful tests with reasonable excavation rate up to a uniaxial compressive strength of 30 MPa). The mined ore is then slurrified and transported to a processing station. On-board analysis equipment using specializsed sensing systems allows the robot to analyse the slurry composition in real-time. The demonstration and final test of the full-scale prototype are planned in an open-pit oilshale mine. Eventually, the project will serve as a guideline for future mining robots including feasibility studies of different robot designs, potential mine layouts and mining scenarios as well as various excavation tools for different rock conditions.
Zusammenfassung
In diesem Artikel wird der aktuelle Stand des H2020-ROBOMINERS-Projekts mit Schwerpunkt auf dem zu entwickelnden Prototyp vorgestellt. Ziel dieses Projekts ist die Entwicklung eines kleinen Bergbau-Roboters, der in der Lage sein wird, schwer zugängliche Lagerstätten zu erkunden untertage und unter Wasser zu arbeiten. Die Herausforderung, die es zu bewältigen gilt, ist, einen erfolgreichen Prototypen trotz eines sehr geringen Gewichts und einer geringen Leistung zu entwickeln. Die Umweltfreundlichkeit wird durch den wasserhydraulischen Antrieb des gesamten Roboters sichergestellt. Kernelement des Roboters ist das Hauptmodul, in dem das Antriebs- und Analysesystem implementiert wird. Weitere Elemente des Roboters sind Sensoren für die Navigation, Exploration und Analyse sowie ein Abbauwerkzeug für den Abbau kleinerer Mengen an Material. Die Antriebselemente sind als Schneckenräder ausgeführt, welche zusätzlich in radiale Richtung ausgefahren werden können, um somit den Roboter in einem Tunnel zu verankern. Selektive Sensoren (ERT/IP und Tastelemente) helfen dem Roboter bei der Navigation in unwegsamem Gelände und beim Auffinden des Erzes. Als Vortriebs- und Abbauwerkzeug wird ein Mini-Axialschneidkopf gewählt. Dieser Schneidkopf wurde im Labor getestet, indem Schneidtests mit mehreren Gesteinsproben unterschiedlicher Festigkeiten durchgeführt wurden. Die Leistung erlaubt einen kontinuierlichen Abbau von sehr weichem Gesteinsmaterial (erfolgreiche Tests mit akzeptabler Abbaurate bis zu einer Druckfestigkeit von 30 MPa). Das abgebaute Material wird mithilfe eines hydraulischen Förderers von der Ortsbrust und mit Hilfe spezieller Sensorsysteme (LIBS) an Bord kann der Roboter die Bestandteile der Suspension in Echtzeit analysieren. Die Demonstration und der abschließende Test des RM1-Prototyps sind in einem Ölschiefer-Tagebau geplant. Letztendlich soll das Projekt als Basis zur Auswahl geeigneter Technologien für künftige Bergbauroboter dienen, indem die durchgeführten Machbarkeitsstudien zu verschiedenen Roboterkonfigurationen, Analysen zu potenziellen Minenlayouts und Abbaumethoden sowie verschiedenen Konzepten von Abbauwerkzeugen für unterschiedliche Gesteinsbedingungen herangezogen werden.
Similar content being viewed by others


1 Introduction
In underground mining, the harsh environment and potential hazards from rock fall or rock bursts always carry a certain residual risk for the personnel on site. Therefore, there is a continuing trend towards full mechanisation and subsequent automation of the mining process. However, some tasks are difficult to automate and underground maintenance still requires personnel in potentially hazardous areas. Today, there is initial research and development work on robots expected to replace human labour in underground mining in 30 years’ time. Future challenges in mining due to sustainable and ecological aspects require additional efforts in research and development. With the help of fully automated machines or autonomous robots, new deposits can be opened up or closed mines can be reopened and operated economically. Potential tasks for robots in mining are the maintenance of machines, exploration of abandoned mines, and mining (especially in areas that are difficult to access). Depending on the mine layout, the mining method, and deposit type, the design of autonomous robots can differ drastically from that of current machines. Outdated paths may need to be abandoned to make room for new thinking and to develop innovative solutions that will help make mining of the future more sustainable and economical. Future scenarios require new approaches and the adaptation of current technologies. Especially, current mining technologies need to be assessed against new standards to meet the coming challenges [1, 2].
The basic idea behind the ROBOMINERS project is to explore new technologies which could potentially be used to access new, difficult to reach deposits. In total, 14 institutions of 11 EU-countries are working in this four-year project with the intention to create fundamental knowledge of future technologies used in robot-operated mining scenarios and eventually to test a first generation prototype of a small-scale mining robot. The diversity of applications requires a high degree of flexibility and modularity of the robot. The bio-inspired design makes it possible to make the robot much smaller, lighter, and more flexible than conventional mining machines. It is necessary to mention that this project and the resulting small-scale mining robot will serve as feasibility studies of various technologies for exploration, in which excavation of small volumes is required, but will not be able to replace any conventional mining and tunnelling equipment. The results shall give an overview of technologies to be used in future mining robots [3, 4].
2 Overview
2.1 Objectives
ROBOMINERS will develop a bio-inspired and modular robotic miner for small and hard-to-reach deposits. The goal is to create a robot that can mine underground, underwater, in slurries, or above water. It is to be delivered in modules to the deposit via an access point (e.g. shaft or borehole). The specific objectives are:
-
1.
“Construct a fully functional modular robotic miner prototype following a bio-inspired design capable of operating, navigating, and selective mining in a flooded underground environment.
-
2.
Design a mining ecosystem of expected future upstream and downstream raw materials processes via simulations, modelling, and virtual prototyping.
-
3.
Validate all key functions of the robot-miner at a level of TRL‑4.
-
4.
Use the prototypes to study and advance future research challenges concerning scalability, resilience, operation in harsh environments, selective mining, production methods as well as for the necessary converging technologies on an overall mining ecosystem level” [4].
The long-term objective is to provide the EU with access to mineral resources (including critical/strategic raw materials) from European resources. The horizontal objective is to create a new innovation ecosystem for mining with novel ideas from other sectors, in particular incorporating disruptive concepts from robotics and mining engineering. Figure 1 shows the conceptual idea of the ROBOMINERS mining ecosystem.

H2020—ROBOMINERS concept
2.2 Status of the Project and Open Points
At this stage, the concept of the prototype robot is finalised and a majority of the parts has been manufactured and tested in laboratory conditions. This includes the locomotion mechanism of the robot, the testing of the robot’s production tool with a cutter head test rig and specified perception technologies which help the robot find the ore. To complete the task of a mining robot, the mined material needs to be transported away from the rock face. A corresponding hydraulic conveying mechanism is in the designing phase and will be implemented in the full-scale prototype. Theoretical research has been made in various related fields to create a guideline on how a future mine can be operated by robots. The outcome of the theoretical tasks includes mine layouts, potential excavation, and perception technologies depending on mineralisation and physical rock characteristics, software algorithms for navigation and mapping, and conceptual designs of applicable robot designs and production tools.
In the upcoming last year of the project, the ROBOMINERS prototype will be assembled and tested first in laboratory conditions, and eventually the main capabilities will be demonstrated in surface and underground mines. The final prototype should be capable of sensing the ore, excavating small volumes of soft rock material, transporting, and analysing the mined material with on-board equipment.
3 Prototype
The Robominer prototype (RM1) will be a full-scale robot, equipped with perception tool, a production tool, and a material transport system, and the key functionalities will be tested in summer and autumn of 2023 in an Estonian open-pit oilshale mine, and further tests of the perception equipment are planned in an underground mine. The prototype will be fully water-hydraulically powered with a total power of 30 kW, have an approximate weight of 1500 kg, be tethered and remote-controlled. In Sect. 3, the core elements of the RM1 prototype are presented.
3.1 Design
The body module consists of a base hull and its subsystems including actuators for moving the screw units. The diameter of the body module without screws is 600 mm (800 mm with screws extended), and the total length of the body module is be 1500 mm. The length of the body module is longer than proposed in the beginning because it was found that more space was needed for instrumentation, leg support, and sensor components. Inside the main hull, there are the bulkheads that support the outer hull. In the centre of the base hull, there is a 100 mm beam to increase rigidity and transfer forces between the coupling units. It also carries important cables and hoses, such as communication, power, and water lines. The hull of the main body will not be pressurised and will serve as a protective housing for subsystems and components. All implemented components and subassemblies inside the base hull are either pressure-tolerant or installed in separate pressure-tolerant enclosures [5, 6].
To increase its traction capabilities, the prototype will have two main modules. The additional weight is required to counteract the forces generated by the production tool during the excavation operation. In addition, the modification allows for a better study of the modular structure, its operation, and capabilities in a real operating environment. The first and second modules share the same dimensions and have the same main component design, but their structural design is different. The main distinguishing feature between both modules is that the second module has only two screw units. The second module adds additional free volume that provides more space for the system components. Boom and multi-coupling designs are very similar to give them almost the same characteristics, thus offering the opportunity to explore modular configuration and scalability. Figure 2 presents the final design of the RM1 prototype [7].

Concept of Robominer prototype (RM1) [7]
The Robominer locomotion system consists of a drive screw and a leg (in this case, a movable auxiliary structure between the screw and the main hull). The screw-like locomotion system mimics the movements of mudskippers and turtles. The screw mechanism is derived from the Archimedes screw principle, the installed units are driven by water-hydraulic motors, and the leg movement is actuated by a water-hydraulic motor. The traction (force and movement) depends on the friction between the screw thread and the ground surface. When the hydraulic motors rotate the screws, the Robominer moves forward or backward depending on the direction in which the motors are rotated. With the use of two independently drive screws, very small turning radii are possible. Several mechanisms need to be activated for the Robominer to perform the following mining operations:
-
Screw rotation.
-
Leg mechanisms in order to lift the leg above an obstacle or push the leg against the mine wall for additional friction by gripping.
-
Navigation and mapping instruments to find the rock face.
-
Production tool positioning mechanisms in order to control the position and angle of the production tool [7].
The actuation solution principle will be the same in each module within the Robominer prototype. An open-circuit water-hydraulic system is used to power the actuators. The use of water as the pressure medium offers important advantages compared to oil: high availability, low cost, environmental friendliness, and non-flammability. Since water is used as the hydraulic medium, corrosion, low lubrication properties, and a higher risk of leakage between moving parts are the disadvantages that must be taken into account in the design of the actuation system. Screw units (four in Module 1 and two in Module 2) consist of the screw (1), which houses the water-hydraulic screw drive unit, leg radial actuators (2), and leg side actuators (3). The radial actuators have a stroke of 70 mm and can be tilted 30 degrees with leg side actuators. All actuators can be controlled independently, allowing the robot to adjust the screw angle to the terrain and perform rudimentary walking. Figure 3 shows the structure of the screw traction unit [7].

Concept of Robominer screw unit [7]
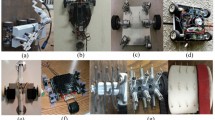
At this point, two screw units have been manufactured and a test vehicle has been assembled to perform rudimentary tests. The test vehicle, named “sled” (Fig. 4), consists of two counter-rotating screw units attached to a frame and a pallet used to load the sled. The sled is attached to a wall with a wire rope, which has a load cell to measure the pulling force of two screw units [7].

Screw test sled with 200 kg load [7]
3.2 Perception Technologies
3.2.1 Electrical Resistivity Tomography and Induced Polarisation (ERT/IP)
The Electrical Resistivity Tomography method allows the mapping of the subsurface by measuring an electrical resistivity distribution. The electric potential distribution is performed by injecting an electric current into the surface ground and measuring it with a number of electrodes around the robot’s main module. The geometry choice of the electrode distribution influences the depth of investigation, the spatial resolution, and the robustness top the electrical noise. The Induced Polarisation method, often combined with resistivity measurements, measures the chargeability of the rock. Those two technologies are used within the prototype to sense mineralization in the subsurface [8].
3.2.2 Gamma-ray Spectrometry
Because a Gamma-ray spectrometer is relatively compact and lightweight and usually requires no moving parts, it is a good candidate for installation on a robotic miner, where it could provide real-time information (measurements in minutes) about the surrounding rocks and the presence of cracks filled with alteration minerals or a difference in lithology up to a few tens of centimetres around the robot. Therefore, it is considered as a good method to complement other geophysically based measurements for ‘mid-range’-detection. Since natural radioisotope energies are in the 1500–3000 keV range, the attenuation coefficient of a robotic shell material is relatively low, and a shell thickness of a few millimetres would only slightly affect Gamma-ray detection. This means that the radiometric instrument does not necessarily have to have the detection head outside the miner (could be mounted inside the robot hull and face outwards) and can operate while the miner is in operation. However, the influence of surrounding water or mud is much more important, as demonstrated during the H2020-UNEXMIN project with a measured signal attenuation of 75% with only 10 cm of water between the detector and the rock face. This effect is still under investigation [8].
3.2.3 Laser-induced Breakdown Spectroscopy (LIBS)
Laser-induced breakdown spectroscopy is a highly interesting perception method for real-time monitoring of slurries, based on atomic emission technique. The technique uses a high-energy pulsed laser beam, pointed on the surface of a sample to eventually create a plasma. The plasma emission is then collected and coupled into a spectrometer for analysis to identify the chemical elements in the sample and to quantify them. LIBS has many beneficial features, such as simultaneous detection of multiple elements, the ability to detect all elements in a sample, without any sample preparation. It has already been used as a competitive approach for monitoring slurries with flow cells in mining and metallurgical applications. LIBS typically achieves fast and sensitive analysis with analysis times of microseconds to milliseconds per single laser shot and detection limits in the parts-per-million to parts-per-billion range. Disadvantages include poor signal repeatability and complex plasma physics, which means laboratory-quality quantitative measurements are challenging, but qualitative and semi-quantitative measurements are feasible and absolutely relevant to ROBOMINERS’ selective mining application [8].
3.2.4 UV Fluorescence Spectroscopy
UV fluorescence spectroscopy uses a beam of light, usually ultraviolet light (e.g., UV lamp, LED), which excites the outer electronic layers of atoms, especially free radicals of organic compounds and clays, causing them to emit light typically in the visible or near infrared spectrum. Many minerals exhibit fluorescence spectra, such as aragonite, apatite (rare earths), calcite, fluorite, scheelite, willemite, and zircon. The development of techniques in bio-assisted mining are also promising for UV spectroscopy. Because fluorescence spectroscopy is a robust and fast technology, it can provide valuable information to a robotic system further on, and because it is also relatively inexpensive, detectors in the robot can be multiplied [8].
3.3 Production Tool
The part-face cutting technique was chosen for several reasons: continuous mining of the rock, flexibility in changing rock conditions, robustness of the mining tool, and universal applicability (underground and underwater). The downside of this technology must also be mentioned. The efficiency of mechanical cutting systems is strongly influenced by the strength of the rock to be excavated. Reaction forces are usually high and must be taken up by the machine/robot. Reaction forces are generated during the cutting process by the contact between tool and rock. If the reaction force exceeds the traction force of the robot, the robot loses traction and is pushed away from the rock face [9].
An essential part of the development of the production tool is testing the excavation capabilities. Therefore, a production tool test rig (Fig. 5) has been planned and built in the laboratory to assess the production tool performance. Before designing the test rig, the boundary conditions and the power requirements of the part-face cutter head (Fig. 6) were defined. According to these parameters, the power system of the test rig was designed.

Production tool test rig

Part-face cutter head
The performance of the cutter head was tested by two predefined tests and for various rock strengths, which were carried out alternately:
-
Axial cutting test: Cutting into the rock sample axially by actuating a thrust cylinder.
-
Radial cutting test: Cutting into the rock sample radially by actuating a side cylinder and moving the rock sample.
For each test, the cylinder forces and the cutting torque were measured. An example of a test specimen is shown in Fig. 7. Different concrete specimens (20 and 30 MPa UCS) and concrete specimens with oil shale (16 MPa UCS) and limestone (~ 60–80 MPa UCS, not measured) inserts were created.

Concrete test sample
For each material sample, different cutting tests, separated into axial and radial cutting tests, were performed and cylinder forces and cutting torques were measured. Axial and radial cutting tests were performed alternately and considered as a cutting cycle. The rotation speed of the cutting head was set to a constant 300 rpm, and the thrust and slew speed of the cylinder was 6 mm/s. A cutting depth of 5–7 mm was chosen for each test. The distance (line spacing) between two picks is around 20 mm. This requires three cutting cycles until the next pair of picks comes into contact. A vacuum cleaner and a housing of the complete cutter head were used to prevent heavy dusting [10].
The cutter head was extensively tested in the laboratory, and the specifications of the drive system were defined. The difference between the laboratory test setup and the production tool for the prototype are the drive motor and actuators. The test rig was driven entirely oil-hydraulically for ease of availability, but the drive system of the prototype is water-hydraulic. This required a suitable water hydraulic motor with similar power capacities. The Water Hydraulics Company offers a wide range of water hydraulic motors. The M15 motor has comparable power but a very high running speed. The water hydraulic motor’s 4000 rpm speed necessarily requires a reduction gearbox to achieve the desired 300 rpm output speed for the cutting head. The gear ratio is selected at 1:15. An additional valve system allows flexible control of the motor speed by approx. ±15%. The 3D model of the production tool is shown in Fig. 8. [10].

Production tool concept for prototype
The RM1 prototype will be demonstrated under real mining conditions to prove its functionality. A mining environment with suitable rock is required to demonstrate the production tool. The strength of the rock must be low enough to allow it to be removed efficiently. A potential test mine was selected according to the specific requirements. The main raw material to be mined in this open pit mine is oilshale. Oilshale is characteristically a soft and brittle rock. The open pit mine has a large deposit intersected by some shallow limestone layers. The stratification can be seen in Fig. 9.

Geology of oilshale test mine [10]
Limestone chips significantly impair the cutting performance of the production tool. The cutting force per individual pick ranges from approx. 300 N (oilshale) to almost 1000 N (limestone). As a result of these high cutting forces required, fewer picks can cut at once when limestone is encountered. The large oilshale layers in the picture above are between 60 and 80 cm and have some thin limestone layers. Layer C/D represents a 20 cm thick limestone layer.
Mixed samples (see Fig. 10) with B20 concrete as the base material, oilshale, and limestone were created to mimic a real excavation scenario. The excavation rate is highly dependent on the rock strength. The hardest rock that was cut was limestone with an approximate UCS of 60–80 MPa. Cutting limestone was possible, but only with a very small cutting depth (1–2 mm) and very slow slewing speed (stop and go, as the slewing speed was not allowed to be slower than 6 mm/s). Oilshale (UCS = 16 MPa) could be cut much more efficiently. The excavation rate was calculated by measuring the excavation volume after a certain time. In this case, 15 s cutting tests were performed and the average results for oilshale were evaluated. The excavation rate was calculated with a constant tunnel diameter of 0.8 m (diameter of the RM1 prototype).

Mixed test sample (concrete, oilshale, and limestone)
3.3.1 Oilshale
-
In 15 s, a volume of approximately 8 * 10–4 m3 was excavated.
-
Estimated excavation rate of oilshale is about 0.2 m3/h.
-
Estimated advance rate of robominer in pure oilshale conditions is approximately 0.38 m/h.
Figure 11 shows a cross-sectional view of the unit consisting of boom and production tool. The boom is attached to the body module via a 2-DOF joint (universal joint) (1). The third degree of freedom comes from the telescopic boom (2). The operating principle of the boom is the simplified 3‑DOF Stewart platform. The four-cylinder solution is chosen instead of three in order to distribute the force and vibration load more evenly and symmetrically. The three-cylinder solution requires the use of a larger cylinder bore diameter. Larger cylinders would require stronger bearings, which are not available off the shelf as structurally suitable components. The four water hydraulic actuator solution (3) presents an over-actuation problem: first cylinder defines longitudinal angle, second cylinder the telescopic length, third cylinder the vertical angle, and fourth cylinder causes over-actuation. The problem is handled by the control valves, which allow compliance when needed. This is done by including a hydraulic accumulator in the valve control to compensate for control errors. The hydraulic cylinders can also be temporarily rotated without power if required. The cylinders are connected to the body and boom with 2‑DOF rod end bearings. The production tool consists of the water-hydraulic drive unit of the production tool and the cutting head (4) [7].

Cross-section of the boom and the production tool unit [7]
In general, high performance is not expected due to the low power and mass of the robot. Slow advance and excavation speeds result due to limited power. Forces and torque increase if: rock strength increases or speed decreases, thrusting/slewing speed increases (because depth of cut increases) or depth of cut increases. Abrasive material leads to excessive wear of the cutting tools (mostly the quartz content is decisive).
The performance of conventional mechanical mining methods, such as part-face or full-face cutting, is limited, on the one hand, by the strength and abrasiveness of the rock to be mined and, on the other hand also limited according to the size and power of the machine. Drilling and blasting are classically an economical tunnelling and excavation method, but also bring with them some disadvantages that should be mentioned: safety during transport and blasting process, generation of toxic fumes and gases as well as vibration and noise, overblasting, complexity of automation, discontinuous excavation and difficulties in automated/autonomous blasting due to the respective legal requirements of the respective jurisdictions. Due to these problems, there is a major trend towards the development of fully automated, continuous mining methods. Mechanical mining methods (part-face and full-face cutting machines) have manifested as key technologies. These technologies can be used as both tunnelling and mining methods but are methods (especially roadheaders) that are enormously limited by rock strength and abrasiveness. Full-face cutting machines with cutting discs can handle much higher rock strengths but are much less flexible and mobile than part-face cutter heads using conical pick tools. Part-face cutting machines are capable to cut tight curves and junctions to a certain extent, while full-face cutters have very large turning radii [11, 12].
Part-face cutting methods can only be used for soft rock material. Hydraulic and hydrostatic mining methods can be used to excavate harder rock, although alternative methods are known to have higher specific energies and lower production rates. High-pressure waterjets can be used as assisting tools to lower the cutting forces of the mechanical mining method by initiating cracks and weakening the rock mass but also requires a higher energy input. At this scale, drill and blast and other alternative and hybrid excavation methods are a more efficient method due to the low forces of the drilling process and the high efficiency of blasting or other rock fracturing tools (e.g. splitting, hydraulic fracturing). Due to the comparatively low necessary forces of alternative mining methods, they have a high potential for use in future mining robots [9, 12,13,14].
4 Outlook
The ROBOMINERS project is trying to identify potential future application areas for mining robots and develop some conceptual key technologies. In this section, an overview of the mining scenarios and the general role of robots in future mining ecosystems is given.
4.1 Mining Scenarios
The technologies envisioned in the ROBOMINERS project will be used where traditional mining is ineffective, wasteful, or slowed down by serious obstacles. Considering the possibilities and potential advantages of the new technology over traditional mining, the following geological and mining scenarios have been established:
-
Operating and abandoned mines with known remaining unfeasible resources
-
Ultra-depth
-
Small deposits uneconomic for traditional mining.
4.1.1 Operating and Abandoned Mines with Known Remaining Unfeasible Resources
In Europe there are numerous ore deposits whose operations have been discontinued because residual deposits could not be exploited economically. In such cases, the application of ROBOMINERS technology can be based on existing geological knowledge and technical facilities. A particularly advantageous case is when this technology can be coupled to an adjacent operating traditional mine that supplies ores of alternative quality.
The Iberian Pyrite Belt (IPB) extends for about 230 km in an east-west strike direction through southern Spain to Portugal. The most common metals produced in the IPB are copper, lead, zinc, silver, and gold. Neves-Corvo is a Cu-Zn ore deposit in the western, Portuguese part of IPB. It is a volcanic-sedimentary massive sulphide (VMS) deposit formed from the Late Devonian to the Carboniferous. Ores are hosted by rhyolite-dominated volcanic, volcanoclastic, and sedimentary complexes. Typical ore bodies in the deposit are lenses of polymetallic Cu-Pb-Zn massive sulphides with additional Sn mineralisation formed at or near the seabed. Ore minerals are intergrown and often replace each other, formed by a multi-stage hydrothermal process, resulting in complex textures. The shape of the ore bodies has also been influenced by gravity-driven mass transport processes and subsequent low-angle overthrusting and asymmetric detachment folding [8].
The main targets of the operation are a series of massive sulphide ore lenses linked by zones of thin, discontinuous mineralisation in a shallow, north-east dipping zone. Seven large, massive sulphide deposits are located at Neves, Corvo, Graça, Zambujal, Lombador, Semblana, and Monte Branco. The geometry of the ore lenses is well known from mining and exploration (Fig. 12). They are relatively flat, extended in two dimensions (600–1200 m × 500–700 m) and their thickness varies between 50 and 90 m. The lenses are accompanied by stockwork zones in the bedrock source, which, like the lower part of the lenses are mostly copper-rich [8].

Neves Corvo—general geological section [8]
ROBOMINERS technology would be able to economically exploit the thin mineralised bodies between the main lenses, which are relatively well explored between the Corvo, Zambujal and Semblana deposits. The automated tunnels could be developed and maintained from existing and operating underground transportation, lifting, ventilation and power systems. The extracted product could be blended with the traditional mine products at some point in the processing flow diagram in ore processing plants on site [8].
4.1.2 Ultra-depth
Ore bodies are considered “ultra-deep” if they are below the level of traditional mining (about 2.5 km). However, the depth limits of mining depend on several factors, including the geothermal gradient, the mechanical properties of the rock and transport conditions. In the European Union, the deepest operating mine is about 1400 m deep (Pyhäsalmi in Finland), so theoretically any deposit below this level can be considered suitable for the ultra-deep scenario. Exploration data on deep ore bodies are very limited or lacking, as they were not potential targets for mining and extrapolation from near-surface geological models is not straightforward. Even where there is evidence of the existence of such orebodies, achieving the accuracy of knowledge of geometry and grade suitable for initiating mining requires significant exploration work. For certain deposit types, the geometry and position of a likely continuation can be predicted. For example, if a stratiform deposit is known in the basement at the shallow margins of a basin, it may also be found in tectonically subsided inner parts within the same sequence [8].
The Central European basin system, formed at the end of the Variscan (Hercynian) orogeny, extends from Silesia (Poland) to the eastern part of England. The Permian marine sediments that fill the basins contain predominantly bituminous marl shale. This is known as a horizon enriched in several metals (mainly base metals), called Kupferschiefer (copper shale) after its German outcrops with deposits from the Middle Ages. The horizon lies on white and red coloured barren sandstone and is covered by Zechstein limestone or dolomite. The mineralisation is known as sediment hosted copper (SSC). The main metals are Cu, Pb and Zn in small-grained (20–200 μm) sulphide minerals, but also V, Mo, U, Ag, As, Sb, Hg, Bi, Se, Cd, Tl, Au, Re, and PGE also enriched. The magnitude of the original enrichment is generally about 100 ppm, but local secondary ore-forming processes that also extended mineralisation to the underlying and overlying formations resulted in higher-grade disseminated and displacement-type deposits. Although these deposits are of variable size and quality, the formation itself is consistent and continuous across the continent, with thicknesses of 0.3–4 m. Ongoing tectonic processes positioned the copper shale horizon at different levels. Outcropping deposits are mostly depleted. Currently, copper and silver ore producing mines are operating in Upper Silesia, Poland, in the area of the pre-Sudetic monocline (Fig. 13). The mined levels are between 900 and 1400 m, but a considerable part of the known resources is deeper [8].

A geological cross-section across the North Sudetic Basin [8]
4.1.3 Small Deposits Uneconomic for Traditional Mining
Veins cutting through the host rock are the most common forms of mineralisation. Vein fillings can have high concentrations of useful metals, but usually in relatively small volumes embedded in barren host rock. Since early civilisations, such veins have been ideal targets, hence a large number of vein-type deposits have been explored and mined. Current mining requires larger volumes to be cost-effective, low-grade deposits with large tonnage became more economical than vein-like bodies. In Europe there are a large number of deposits that have been abandoned or never mined due to the development of mining technology. However, if capital and operating costs could be significantly reduced, possibly through the application of ROBOMINERS technology, those deposits that yield small quantities of high grade ore or mineralisation with particular compositions could become viable. Cornwall in south-west England is famous as a traditional mining region producing tin, copper, tungsten ores, and several other mineral resources. Mining declined and the remaining mines closed at the end of the 20th century, but there are still significant recorded resources and exploration activities—some aimed at reopening abandoned mines—have not stopped. Strongbow Exploration holds mineral rights in the region, including the United Downs area, which lies about 8 km east of the South Crofty Mine in the Gwennap mining district, the richest copper-producing region in the world in the 18th and early 19th centuries. In April 2020, Strongbow Exploration announced the discovery of a new zone of high-grade copper-tin mineralisation in a previously unmined area between the historic United Mine and Consolidated Mines at United Downs (Fig. 14; [8]).

United Downs area showing location of the Wheal Maid decline and likely orientation of the discovered deposit [8]
This is a “semi-massive” sulphide deposit intersected in one hole at a depth of about 100 m with grades of 7.46% Cu and 1.19% Sn over a drill intersection of 14.7 m. The cross-section was tilted; therefore the true thickness must be smaller than this length. At the nearby South Crofty mine, the copper-tin-zinc-tungsten mineralisation contained in the Devonian metasediments may be considered analogous to the Crosscut vein. The deposit grades into tin mineralisation at depth, while the mineralised vein-like structures grade into the underlying granitic rocks encountered at United Downs between 300 and 600 m and again at 700 m vertical depth. Even if this is the case, it is likely to prove too small for conventional mining. However, it would be ideally suited for robotic extraction by ROBOMINERS technology using ore tracking methods. Dewatering, a common requirement in Cornish mines causing environmental problems, could also be avoided [8].
4.2 Robots in Mining
Due to the ongoing exploitation of near-surface deposits, the mining industry is forced to follow the valuable mineral deposits into deeper areas.
The greater the depth, the more the challenges of pressure and temperature increase, as do the costs of excavation, ventilation, transport and cooling. With water-bearing strata, dewatering is also a major task. Working conditions for underground personnel are also becoming increasingly difficult. Conditions for underground staff and also ensuring safety are becoming more complex [15].
Therefore, the desire to replace people wherever possible with working machines—robots—is an old idea. The main tasks of robots in an underground mine are:
-
Exploration
-
Tunnelling
-
Mining
-
Rock mass support
-
Setting up infrastructure
-
Separation of host rock and ore
-
Transport of mined material
-
Monitoring
-
Search and rescue
-
Maintenance and repair [15]
The above tasks describe a complete mining ecosystem. In order to make this ecosystem a fully autonomous operation, it is inevitable to define a complete robot swarm based on division of labour. A universal robot body creates the basis for the individual robot. The tasks to be performed define the instruments and tools implemented in each individual robot. A combination of specific modules can reduce the number of robots [9].
In addition to the excavation and primary crushing, other robot modules could be added to include further ore processing steps. In this way, a series of robot modules (Fig. 15) can be configured specifically for the geological conditions.

Robotic miner with separate, configurable modules [16]
If the conditions in an ore deposit are changing, modules can be replaced or reconfigured to meet the new requirements.
References
Siciliano, B., Khatib, O. (eds.): Springer Handbook of Robotics. Springer Handbooks. Springer, Berlin, Heidelberg (2008)
Hiltz, R.: Taking a step into the robotic future (2020)
Berner, M., Sifferlinger, N.A.: H2020—Robominers. Berg Huettenmaenn Monatsh 166(2), 59–63 (2021). https://doi.org/10.1007/s00501-020-01074-y
European Commission: Robominers Proposal SEP-210520664. Resilient Bio-inspired Modular Robotic Miners / Robominers (2018)
Aaltonen, J., Friman, E., Goossens, R., Hakonen, K., Koskinen, K., Laitinen, J., Salomaa, T., Ulmanen, P.: Robominers Deliverable D3.2 (2020)
Aaltonen, J., Koskinen, K., Laitinen, J., Friman, E., Hakonen, K., Salomaa, T., Ulmanen, P.: Robominers Deliverable D3.1. Robominer Requirement Specification. (2020)
Aaltonen, J., Friman, E., Hakonen, K., Salomaa, T., Räme, H., Laine, A.: Robominers Deliverable D3.3 (2022)
Burlet, C., Stasi, G., Berner, M., Hartai, E., Németh, N., Henley, S., Mcloughlin, M., Pinkse, T., Ristolainen, A.: Robominers Deliverable D6.1 (2020)
Berner, M., Sifferlinger, N.A.: Analysis of Excavation Methods for a Small-scale Mining Robot. ISARC Proceedings, 2020, 481–490 (2020). http://www.iaarc.org/publications/2020_proceedings_of_the_37th_isarc/analysis_of_excavation_methods_for_a_small_scale_mining_robot.html, Accessed online
Berner, M., Sifferlinger, N.A., Gerer, R.: Robominers deliverable D6.5. Develop A small-scale excavation tool system for the selective mining demonstrator based on cots (2022)
Berner, M., Sifferlinger, N.A., Narimani Dehnavi, R.: Robominers deliverable D6.4. Production tools conceptualization and research at TRL‑3 (2022)
Berner, M., Sifferlinger, N.A.: Abbautechnologien für zukünftige, mobile Bergbau-Roboter. Berg Huettenmaenn Monatsh 167(2), 76–83 (2022). https://doi.org/10.1007/s00501-022-01194-7
Sifferlinger, N.A., Hartlieb, P., Moser, P.: The importance of research on alternative and hybrid rock extraction methods. Berg Huettenmaenn Monatsh 162(2), 58–66 (2017). https://doi.org/10.1007/s00501-017-0574-y
Berner, M., Sifferlinger, N.A.: Need of alternative excavation tools for mining robots. In: Proceedings of the 18th international conference on mineral processing and geometallurgy, pp. 270–281 (2022).
Sifferlinger, N.A.: Roboter im Bergbau – wo liegt der Bedarf? Berg Huettenmaenn Monatsh 166(2), 53–58 (2021). https://doi.org/10.1007/s00501-021-01079-1
Pinkse, T., Quensel, R., John, S., Müller, B., Berner, M., Henley, S., Morrish, C., Tweedie, J., Milanov, M.: Robominers deliverable D5.4. Mining analogues & upstream/downstream mining processes (2022)
Acknowledgements
This project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 820971.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Berner, M., Sifferlinger, N.A. Status of the H2020-ROBOMINERS Prototype. Berg Huettenmaenn Monatsh 168, 45–55 (2023). https://doi.org/10.1007/s00501-023-01318-7
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01318-7