
Pretreatment and Bioconversion for Valorization of Residues of Non-Edible Oilseeds



1
Department of Chemical, Environmental and Materials Engineering, Centre for Advanced Studies in Earth Sciences, Energy and Environment (CEACTEMA), Universidad de Jaén, 23071 Jaén, Spain
2
Department of Biotechnology, Inland Norway University of Applied Sciences, N-2317 Hamar, Norway
3
Department of Chemistry, Umeå University, SE-901 87 Umeå, Sweden
*
Author to whom correspondence should be addressed.
Agronomy 2023, 13(9), 2196; https://doi.org/10.3390/agronomy13092196
Submission received: 31 July 2023
/
Revised: 18 August 2023
/
Accepted: 20 August 2023
/
Published: 22 August 2023
(This article belongs to the Special Issue Pretreatment and Bioconversion of Crop Residues II)
Abstract
:Biodiesel production currently follows a first-generation model using edible oils as raw materials. Such a production model is unsustainable, considering that it is limited by the high cost of edible oils, competes with the food sector, and is linked to deforestation and other environmental threats. Changing the raw material base to non-edible oils provides an opportunity to increase the sustainability of the biodiesel industry and to avoid conflicts with food production. Processing non-edible oilseeds for extracting the oil to be used for producing biodiesel generates large amounts of residues, such as de-oiled cakes, seed husks, and fruit shells and pods as well as plant stems and leaves resulting from pruning and other agronomy practices. Most of those residues are currently disposed of by burning or used in a suboptimal way. Bioconversion following the sugar platform route, anaerobic digestion, or enzyme production provides means for upgrading them to advanced biofuels and high-added value products. Bioconversion of plant biomass, including oilseed residues, requires pretreatment to enhance their susceptibility to enzymes and microorganisms. This review provides an outlook on bioconversion approaches applicable to different residues of oilseed-bearing plant species. Recent reports on the pretreatment of non-edible oilseed residues for enhancing their bioconversion through either the sugar platform route or anaerobic digestion are critically discussed. This review is based on an exhaustive Web of Science search performed in January–May 2023.
1. Introduction
In recent decades, intense research has been aimed at finding renewable energy sources to replace fossil fuels. The dominance of one type of energy source is a barrier that should be overcome by promoting energy diversification, which is a matter of major strategic importance [1]. The availability of renewable raw materials in practically any part of the planet has been put forward as an argument to promote research and development efforts on energy generation from biomass materials [2]. Additionally, there is an important environmental component in using renewable energy sources, especially if residual agriculture, forestry, or agro-industry biomass is used as a raw material. Using residual bioresources reduces net carbon dioxide emissions, thus contributing to a rapid transformation from today’s fossil-based economy to a modern circular bio-based economy [3]. Directing biomass residues to energy generation is an alternative to classical disposal by directly burning in the fields or controlled landfilling [4].
Unfortunately, producing energy carriers from plant-based materials still conflicts with basic human needs. In practical terms, most of the raw materials used for energy production, for example, in manufacturing the so-called first-generation biofuels, compete with human food and animal feed [5]. Thus, bioethanol is produced commercially from corn and sugarcane [6] while biodiesel is obtained from edible oils [7].
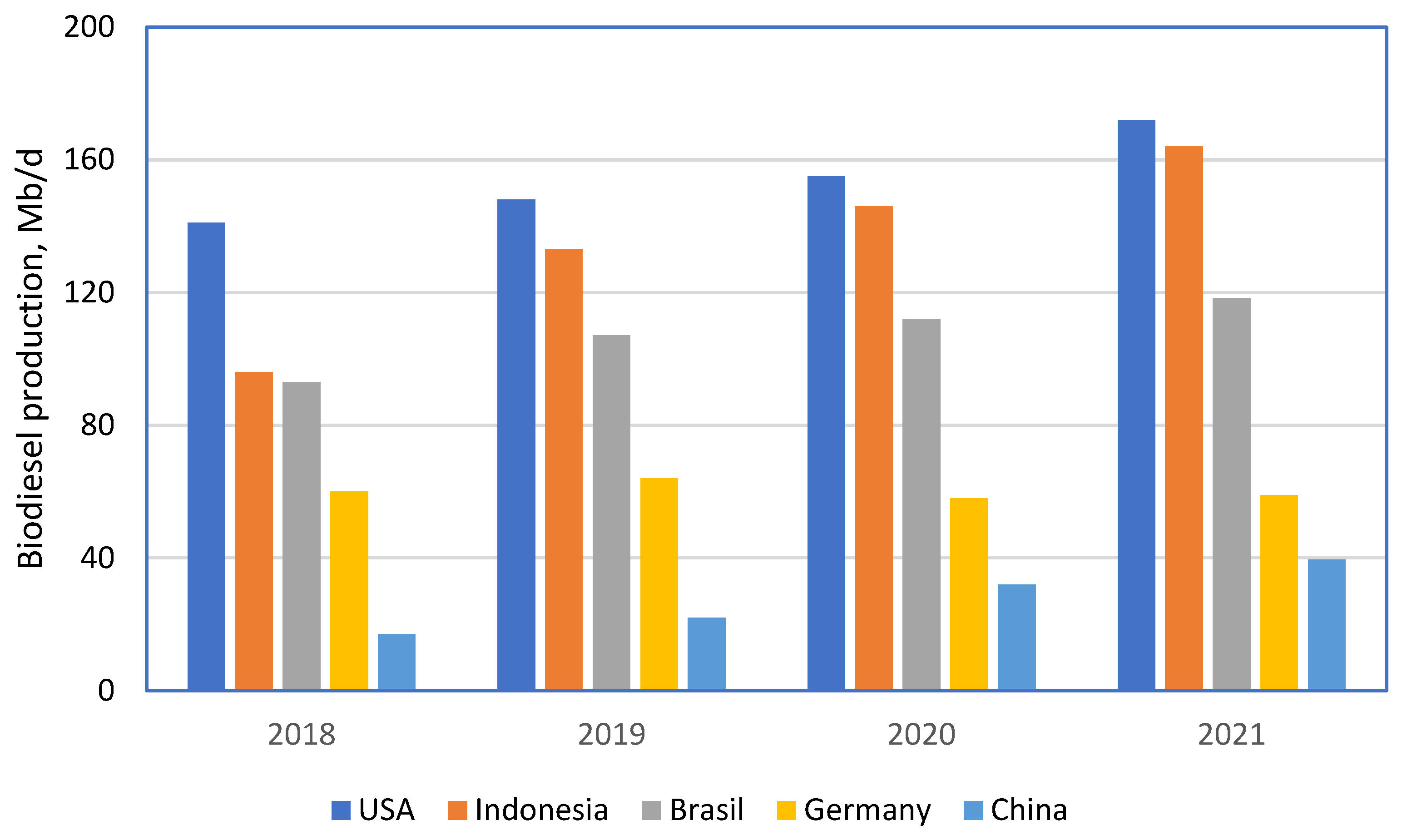
Biodiesel, a bio-based fuel that can be produced rather straightforwardly from plant oils, is an ecofriendly and renewable alternative for substituting petro-diesel and thus reducing the current dependence on fossil fuels [8]. Biodiesel production has continuously increased during the last few years. According to data from the US Energy Information Administration, global production increased from 751 to 911 million barrels per day in the period 2018–2021 [9]. The dynamics of annual production by the leading biodiesel producers during that period are shown in Figure 1.
Biodiesel production, in its current first-generation model, in addition to competing with the food sector, is linked to deforestation and loss of biodiversity, particularly when natural forests are cleared to make way for plantations [10]. An alternative to counteract these drawbacks is to use oils from non-edible oilseeds. Besides biodiesel, various valuable products can be produced from non-edible oilseeds if the different side streams from the oil recovery processes are appropriately valorized. That might include other biofuels, such as biogas produced by anaerobic digestion and bioethanol produced by the sugar platform route.
2. Vegetable Oils—From Traditional Edible Sources to the Emerging Use of Non-Edible Oilseeds
Edible vegetable oils, i.e., plant-based oils that are rich in nutrients and do not contain toxic components, have been an essential constituent of the human diet since many centuries ago [11]. Vegetable oils can be obtained from grains, fruits, seeds, and nuts. Some of the most relevant sources of edible vegetable oils are olive (Olea europea), soybean (Glycine max), sunflower (Helianthus annuus), rapeseed (Brassica napus), oil palm (Elaeis guineeinsis), and cottonseed (Gossypium hirsutum), among other plants. Vegetable oils play an essential role in domestic cooking, the food industry, and the formulation of pharmaceutical and cosmetic products [12]. The demand for edible oils is increasing with the increase in the world population [13].
Vegetable oils are triglycerides, i.e., molecules having three fatty-acid moieties esterified to a glycerol unit. Using vegetable oils for producing biodiesel is an area of increasing interest [14]. Vegetable oils can be used as fuel, but their high viscosity is a severe drawback for their direct use. That problem can be overcome by transesterifying triglycerides with short-chain alcohols, e.g., methanol or ethanol, substituting the glyceryl residues with methyl or ethyl groups [8].
Most of the current global biodiesel production is based on rapeseed [7], palm [15], soybean [16], and sunflower oils [8], either alone or mixed [7]. The use of edible oils as raw materials conflicts with food safety and threatens the expansion of the biodiesel industry. Therefore, alternative feedstocks, such as waste frying oil [17] or non-edible oils [18], are considered to avoid competition with the food sector. Since non-edible oils contain antinutritional factors and toxins, they are unsuitable for human food. That makes them appropriate for producing biodiesel while avoiding the food vs. fuel conflict.
Various non-edible oil-producing plant species of interest for biodiesel production have been identified worldwide. They grow in various climate zones, and many growing in the tropical belt reach oil yields above 1000 kg/ha (Table 1), comparable with the yields of traditionally cultivated oilseeds. The oil yield is crucial for industrial use, considering that the feedstock cost accounts for a large share of the total cost of biodiesel production. Some relevant non-edible oilseed-bearing plants are presented in Table 1, which includes common names and binomial scientific names as well as the oil content of the seeds and the oil yield per hectare according to different sources. In the rest of the text, only common names are used.
Jatropha is by far the most investigated species in the biodiesel production context. A Web of Science search performed in April 2023 using the search terms “Jatropha” OR “Jatropha curcas” AND “biodiesel” revealed 3634 documents. Jatropha is an endemic plant in India, Southeastern Asia, Africa, and Latin America that produces high-quality oil for biodiesel production [50]. It has a high versatility for growing under diverse climate conditions without high material demand [51]. The oil content of jatropha kernel is up to 60% [19,20,21,22], and the plantations can yield around 1590–2500 kg oil per hectare [23,24]. Furthermore, jatropha oil displays several characteristics that make it suitable for fuel use [52].
Castor and karanja are other non-edible oilseed-bearing plants that have been extensively investigated. A Web of Science search similar to the one made for jatropha but with relevant key words for different oilseed-bearing plants yielded 1025 hits for castor and 589 for karanja. High research interest has also been directed to polanga, rubber seed, mahua, neem, tung, moringa, kapok, and jojoba, as indicated by the 100–500 search results found for each species. The other species included in Table 1 also have some interest, but the number of reports for each of them is below 100.
3. Residues of Processing of Non-Edible Oilseeds
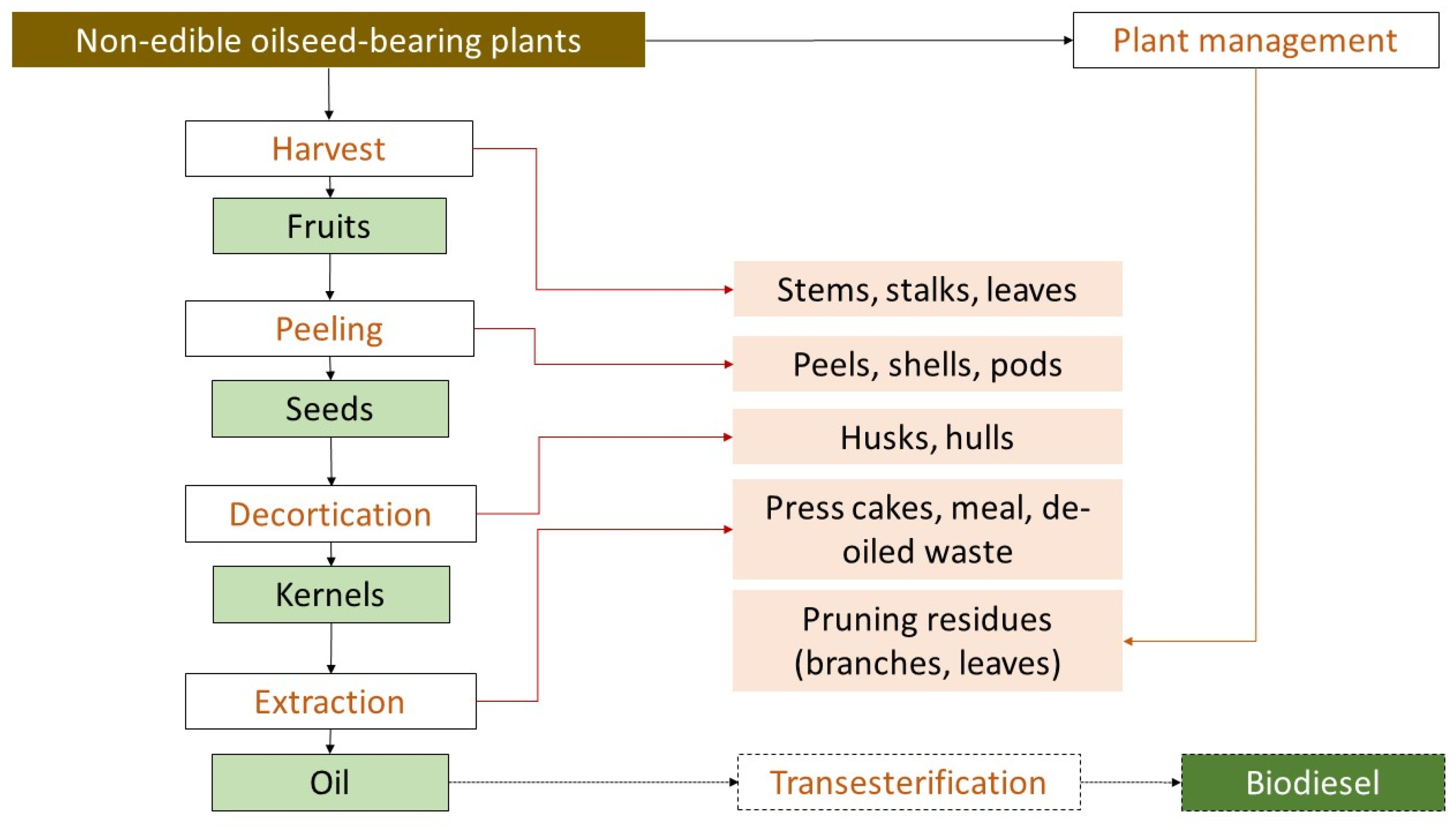
Recovering the oil contained in non-edible oilseed-bearing plants in a usable form requires several conditioning operations where various by-products are generated. The shell or pod protecting the seeds and the hull or husk covering the seed kernel should often be removed to facilitate oil recovery. Although the process might differ slightly depending on the plant species, the simplified overview shown in Figure 2 is a reasonable representation of the residual streams generated while processing non-edible oilseeds.
The harvesting of fruits leaves behind plant residues, such as stems, stalks, and leaves (Figure 2). Peeling the fruits to get the seeds generates vast amounts of residual shells, empty pods, or other fruit debris. Decortication of the seeds for getting the kernels generates residual husks, also called hulls. Taken together, the residual streams from peeling and decortication can account for most of the fruit’s weight. For example, the shell represents between 25 and 40% of dry jatropha fruit weight [22,53,54,55] while the husk accounts for 35–42% of the seed [19,22,53,55,56]. Higher residue shares have been reported for other non-edible oilseed species. For example, the husk represents around 66 and 46% of the seed weight for candlenut and neem, respectively [19]. Plant residues might also reach high amounts for some species. For example, for castor beans, the weight of the residual leaves is comparable to that of the extracted oil and that of stems doubles it [57].
The oil recovery from the seeds is performed by mechanical pressing, solvent extraction, or advanced technologies using supercritical fluids, subcritical water, or other green approaches [58]. A major by-product of the process is the de-oiled solid residue, known as press cake, if it results from mechanical pressing. It is also called meal if it results from solvent extraction [59]. In some of the literature, that material is also called de-oiled cake [60], de-oiled seeds, or de-oiled waste [61]. The cake consists mainly of the de-oiled kernel, and it can contain some remaining oil depending on the effectivity of the extraction. For most non-edible oilseeds, the press cake represents a large portion of the weight of the kernels subjected to extraction. Around 50% of the kernel weight remains as cake after extraction of the oil from jojoba [62] while that amount can reach up to 60% for mahua [63] and 70–85% for jatropha [19,22,53] and karanja [64]. For non-decorticated castor beans, the cake makes around 50–62% of the bean’s weight [65]. It has been estimated that producing one ton of jatropha biodiesel results in 2.5–3 tons of de-oiled cake [66].
Plant management and other agronomy practices in the cultivation are other sources of residues. The non-edible oilseed-bearing trees require periodical thinning or pruning to ensure healthy inflorescence and enhance fruit and seed yield. Pruning generates large amounts of branches, stems, and leaves. Jatropha tree maintenance can result in up to 80 tons of dry residues per hectare every ten years [67]. For castor, the stems and leaves represent more than 50% of the total plant biomass [68], and the average stalk yield reaches 10 t/ha [69].
4. Valorization of Non-Edible Oilseed Residues
The sustainable development of biodiesel and oleochemical industries requires optimal recycling and reuse strategies for all the generated residues and by-products. The main residues from non-edible oilseeds are either lignocellulosic materials, such as fruit shells, pods, hulls, branches, and leaves, generated before oil extraction or a protein-rich material, e.g., the press cake or de-oiled meal, generated after oil extraction. Both lignocellulosic- and protein-rich materials have huge economic potential. However, since using non-edible oils for biodiesel production is still emerging, the valorization of non-edible oilseed residues is still underdeveloped compared to that of edible oil production residues.
There are numerous reports on using press cake from edible oils as animal feed, for example, for chicken [70] or quails [71], based on their high content of crude protein [72], dietary fiber, and carbohydrates [73]. The use of edible oil cakes as a protein source [59] or for producing chemicals [74], enzymes, vitamins, and antibiotics [75] has also been reported. On the other hand, residues of non-edible oilseeds have been less investigated, and their uses are mainly limited to energy purposes. For example, direct use by combustion has been reported for residues of jatropha [76], moringa [77], jojoba [78], and candlenut [79,80].
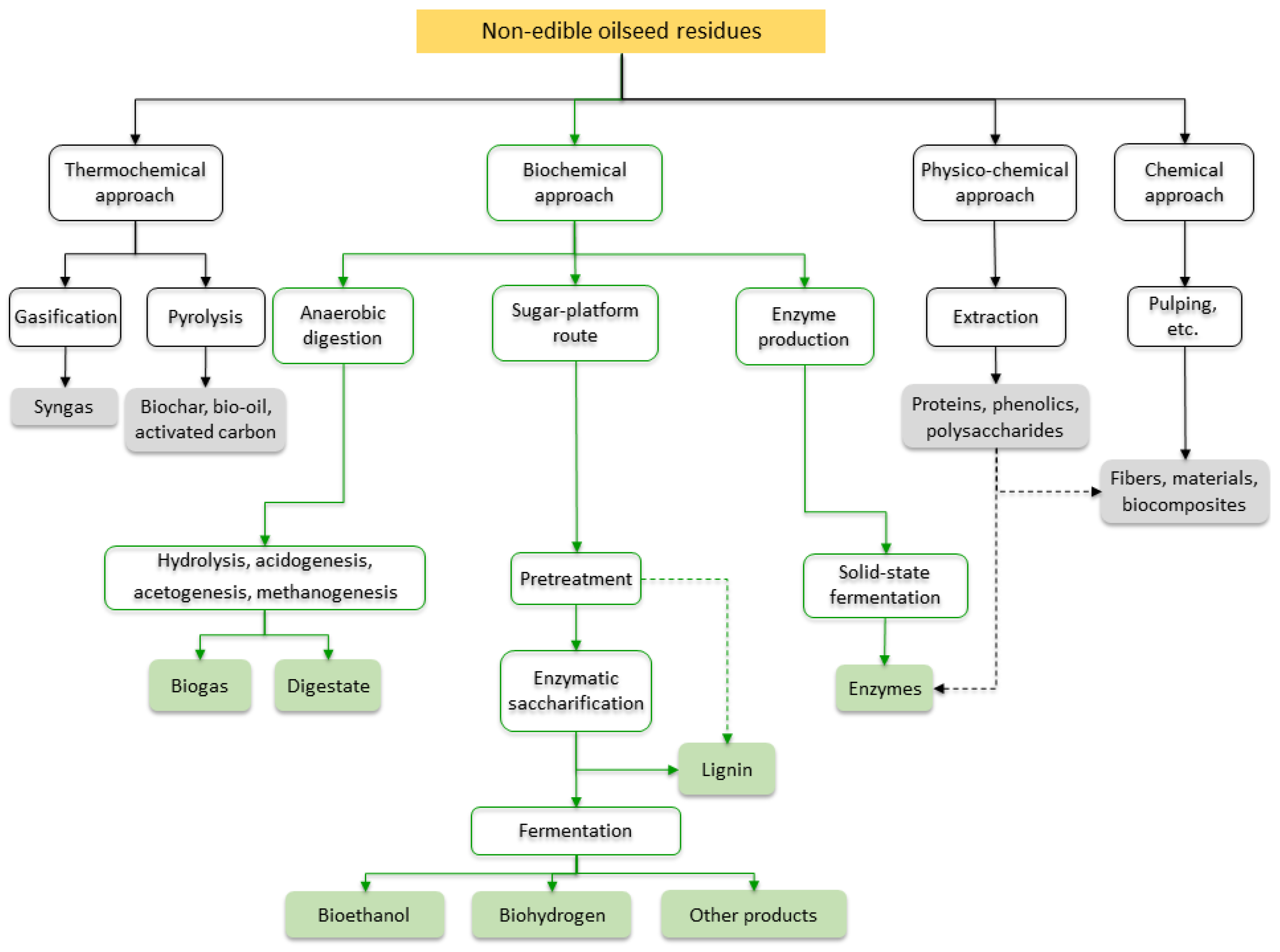
The utilization potential of non-edible oilseed residues goes far beyond the traditional energetic approaches. Thermochemical, biochemical, physico-chemical, and chemical approaches provide different utilization routes (Figure 3). Thermochemical approaches, such as gasification and pyrolysis, result in syngas, biochar, and biooil, which can then be converted into advanced biofuels or serve as raw materials for the chemical industry. In the biochemical conversion approach, by either anaerobic digestion, sugar-platform processes, or solid-state fermentation, microorganisms convert the starting substrates into gaseous or liquid biofuels, enzymes, or other compounds. In the physico-chemical approach, different extraction techniques for recovering compounds of interest exploit the solubility of relevant compounds in specific solvents. In the chemical approach, pulping methods can be applied to liberate fibers that can be applied in producing nanomaterials and biocomposites.
4.1. Bioconversion Processes for Valorization of Non-Edible Oilseed Residues
Biochemical conversion can be used for valorizing different agro-based bioresources, including non-edible oilseed residues. Bioconversion processes consist of deconstructing the complex structure of plant biomass by enzymes or microorganisms into simpler compounds that are further processed by microbial fermentation or chemical conversion. Overall, bioconversion processes include several connected steps operating at room temperature and atmospheric pressure. Bioconversion might also include preparatory steps at high temperatures and pressure and using chemicals. Careful optimization of each step is required to achieve efficient and cost-effective conversion of bioresources into valuable products.
In anaerobic digestion (AD), microorganisms break down biomass materials in the absence of oxygen by a sequence of hydrolysis, acidogenesis, acetogenesis, and methanogenesis processes (Figure 3). The AD results in a methane-rich gas mixture known as biogas and a nitrogen-rich wet slurry known as digestate. The high calorific value of methane makes biogas a valuable fuel, which can be transformed into electricity and heat, used in domestic applications [25], or upgraded to transportation fuel [81]. The AD digestate, due to its high nitrogen content, can be used as a biofertilizer, soil conditioner, or a source for the recovery of nutrients [82].
In sugar-platform conversion (Figure 3), saccharification, often referred to as hydrolysis, is applied to generate sugars from the biomass polysaccharides, i.e., cellulose and hemicelluloses. The sugar-platform processes include four main steps, namely pretreatment, saccharification, fermentation, and product recovery. A pretreatment is usually required as the first step for ensuring efficient saccharification. Pretreatment, typically performed with heat, chemicals, or enzymes, removes lignin and/or hemicelluloses and enhances the accessibility of cellulose to enzymes and microorganisms [83]. After pretreatment, the pretreated materials are subjected to saccharification, performed by enzyme consortia or chemicals [84]. Enzyme preparations containing cellulases and hemicellulases of fungal origin are commonly used. Saccharification breaks down cellulose and hemicelluloses into simple sugars transferred into the liquid phase, i.e., the hydrolysate. Lignin remains relatively untouched by the saccharifying agents and is separated from the hydrolysate by filtration. When the saccharification is completed, the generated sugars are used as substrates for microbial fermentations resulting in valuable products, such as biofuels, biomaterials, and platform chemicals. Ethanol is a common fermentation product. Yeasts, e.g., Saccharomyces cerevisiae, or bacteria, e.g., Zymomonas mobilis, are ethanol-producing microorganisms [85]. Other fermentation products are lactic acid and biobutanol, produced via LAB (lactic acid bacteria) and ABE (acetone-butanol-ethanol) fermentation, respectively. The saccharification and fermentation steps can be integrated into different configurations, such as separate hydrolysis and fermentation (SHF), simultaneous saccharification and fermentation (SiSF) [86], and consolidated bioprocessing [87]. In the recovery step, the products are isolated from the fermentation broth by separation techniques, such as filtration, distillation, or centrifugation, and purified until reaching the quality standards required for commercial use.
Another bioconversion approach produces enzymes (Figure 3) by cultivating enzyme-producing microorganisms directly on biomass residues [88]. Solid-state fermentation (SSF) techniques with various microorganisms are used [89].
The bioconversion processes applied to non-edible oilseed residues include primarily anaerobic digestion of press cakes, sugar-platform processes of lignocellulosic streams, i.e., hulls, shells, pods, pruning residues, and production of enzymes by SSF of press cakes. The bioconversion approach for non-edible oilseed residues should be selected to fit the characteristics of each addressed material well. It would be unrealistic to expect high biogas yields from highly-recalcitrant lignocellulosic residues or high sugar yields from press cakes with low carbohydrate content.
4.1.1. Anaerobic Digestion
Due to the increasing interest in non-edible oils for biodiesel production, the generation of press cakes and other related residues is continuously increasing. The main use of the cakes from the extraction of edible oils is as cattle feed [72]. However, cakes from non-edible oilseeds are unsuitable for feed because they contain toxins, e.g., phorbol esters (jatropha), ricin (castor), or chromenoflavones (karanja), or have strong odors or other anti-nutritional factors [25]. Those barriers and the need to find economic uses for the escalating amounts of non-edible oil cakes have increased the emphasis on using them in anaerobic digestion for producing biogas.
Anaerobic digestion of press cakes is the most investigated application for non-edible oilseed residues. Some examples are shown in Table 2. Regardless, the research interest shown in the application of residues has, so far, been considerably lower than the interest shown in biodiesel production. An advanced Web of Science search for the three most investigated non-edible oilseed-bearing plants, using the query combination ((“jatropha” OR “castor” OR “karanja”) AND (“biogas” OR “anaerobic digestion”)) performed in April 2023 resulted in 135 hits, which is considerably lower than the around 5000 results for a related search for the same plant species using “biodiesel” instead of “biogas” OR “anaerobic digestion”.
Jatropha cakes account for most of the literature reports on the anaerobic digestion of non-edible oilseed residues. The first scientific article showing the suitability of jatropha press cake for biogas production was published in 1997 [90], and the second one came only in 2008 [53]. After that, the interest in the anaerobic digestion of jatropha press cakes continuously increased, as shown by the 38 scientific papers indexed in the Web of Science during the last five years.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 2.
Examples of anaerobic digestion of press cakes and other residues of non-edible oilseeds.
| Material | Conditions | Results | Ref. |
|---|---|---|---|
| Jatropha seed cake | AD of a 1:20 cake/water slurry in a 5-L batch reactor at 30 °C for 60 days. | Methane yield: 156 L/kg of seed cake; COD removal: 52%. | [91] |
| Jatropha seed cake | Semi-continuous flow at 30 °C; COD range: 1.25–5 kg/m3 day. | Highest methane yield (340 L/kg COD degraded) was obtained at an OLR of 1.25 kg COD/m3 day. | [92] |
| Jatropha seed cake | AD of cow dung alone and mixed with jatropha cake in 2-L plastic jars for 40 days. | Biogas yield of jatropha cake (0.170 m3/kg) was higher than that of cow dung (0.166 m3/kg). The digestate was a suitable fertilizer for maize and tomato. | [93] |
| Jatropha seed cake | Jatropha cake alone or combined with cattle dung, 37 °C, 5-L glass fermenter | Biogas yield: 265 L/kg biomass; methane concentration: 65% | [94] |
| Jatropha seed cake | Co-digestion of jatropha cake and cattle dung in a 6-m3 floating-type digester for 60 days. | Methane concentration: 62.3–69.2% under mesophilic conditions and 65.2–69.2% for psychrophilic conditions. | [60] |
| Jatropha seed cake | Pilot-scale continuous 40-m3 stirred digester; co-digestion with cow dung (3:1) for 120 days | Within 5 days, the reactor started producing 20 m3 of biogas per day. | [95] |
| Jatropha seed cake | Co-digestion with sugarcane bagasse and addition of Fe2+ ions in 120-mL serum vials as digesters. | Co-digestion of jatropha cake (10% (w/v)) and bagasse (5% (w/v)) gave higher BPR than experiments with jatropha cake alone. Adding 10 mM of Fe2+ ions led to further improvement. | [96] |
| Jatropha seed cake | AD in the presence of an iron additive | H2S content in biogas was reduced. | [97] |
| Jatropha and karanja cakes | AD in a 20 m3/d floating drum under mesophilic temperature | Methane potential: 0.39 (for jatropha cake) and 0.43 m3/kg TS (for karanja cake); average methane concentration: 66.6% (for jatropha) and 62.5% (for karanja); higher methane concentration than in biogas from cattle dung. | [98] |
| Jatropha and karanja cakes, pods, and glycerol | Serum glass bottles (125 mL) fitted with rubber airtight stoppers were used as digesters. | The biogas potential of residues of karanja and jatropha was, respectively, 3.07 and 1.83 m3 per kg of produced biodiesel. | [56] |
| Karanja oil cake | Karanja cake mixed with cow dung in 75:25, 50:50, 25:75 and 0:100 (w/w) proportions | The 25:75 mixture gave the best results. Methane content was 73%, and the slurry had a higher fertilizer value. | [99] |
| Mahua and hingan cakes | A 20-L plastic bottle was used as single-phase digestion system | Biogas yield: 198–233 L/kg seedcake. The digestates had high fertilizer value due to high nitrogen content. | [100] |
| Castor cake | AD in 5-L capacity single-stage fermenters at 30 and 37 °C | Particle size 2.0–1.4 mm was favorable for BPR. High temperature resulted in higher yield. Conversion of the feed: 30–35% TS. | [101] |
| Castor cake, stem, and leaves | AD in 118-mL bottles | Seed cakes and leaves were suitable substrates for AD, but stems were unsuitable without pretreatment. The combined biogas yield from cake, stem, and leaves was 131 g/kg of initial plant biomass. Biodiesel yield is 155 g/kg, and ethanol yield is 85 g/kg. | [57] |
AD, anaerobic digestion; COD, chemical oxygen demand; OLR, organic loading rate; BPR, biogas production rate; TS, total solids.
Sinbuathong et al. [91] showed that J. curcas seed cake is a good source of methane by anaerobic digestion. Methane yields of up to 156 L/kg cake can be achieved, and the optimal cake-to-water ratio is in the range of 1:10–1:20. The same group reported an evaluation of the effect of the organic loading rate (OLR) on biogas production during the AD of jatropha seed cakes in a semi-continuous flow at 30 °C [92]. The highest methane yield (340 L/kg COD degraded) was obtained at the OLR of 1.25 kg COD/m3 day.
Raheman and Mondal [93] showed that maximum biogas production could be achieved by AD at a total solids load of 15–20% with C:N ratios between 22:1 and 27:1. The biogas yield of jatropha cake (0.170 m3/kg) was higher than that of cow dung (0.166 m3/kg). The digestate of jatropha cake was an effective biofertilizer for improving the growth of maize and tomato.
Co-digestion of jatropha cake with cattle dung or other animal manure has often been reported. The AD of jatropha cake combined with cattle dung in a lab-scale fermenter operating at 37 °C resulted in 265 L/kg biomass with a methane concentration of around 65% [94]. AD in a 6-m3 floating-type digester for 60 days resulted in a methane concentration of 62.3–69.2% under mesophilic conditions and 65.2–69.2% for psychrophilic conditions [60]. The study concluded that jatropha cake is a better solution for improving biogas quality and composition and getting a valuable digestate. Singhal et al. [95] designed a pilot-scale continuous stirred tank reactor for co-digesting jatropha de-oiled cake and cow dung. The reactor produced 20 m3 of biogas daily during 120 days of continuous operation.
Co-digestion of jatropha cake with various plant residues, including press cakes of other oilseeds, has also been reported. Sen et al. [96] showed that co-digestion of jatropha cake with bagasse in the presence of a low amount of Fe2+ ions leads to high biogas yield within a short digestion time. Iron additives have also been used to reduce the H2S content in the biogas and to facilitate the anaerobic digestion of jatropha cake [97].
Karanja is another non-edible oilseed thoroughly investigated as a biogas source. A total of 26 results were found in a Web of Science advanced search related to using karanja cakes for anaerobic digestion. Anaerobic digestion of press cakes and other karanja residues at different scales, both alone or combined with other materials, has been reported. An industrial-scale study revealed that biogas produced from jatropha and karanja cakes had a 15–20% higher methane content than biogas produced from cattle dung [98]. Khuntia et al. [56] assessed the biological methane potential of karanja and jatropha cakes and pods and that of the residual glycerol from biodiesel production. The study revealed that the biogas potential of the residues of karanja and jatropha is, respectively, 3.07 and 1.83 m3 per kg of produced biodiesel. Barik and Murugan [99] reported the characterization of the biogas and the digestate resulting from the co-digestion of karanja cake and cattle dung. The biogas contained 73% methane, and the digestate showed good characteristics as a nontoxic and environmentally friendly biofertilizer.
Mahua cake also has a high biogas production potential. A 50:50 combination of hot water-detoxified mahua cake and cattle dung resulted in a biogas output of 442 L/kg of total solids (TS) with a methane concentration of 58.5–60% [63]. A lower output (198–233 L/kg) was reported for co-digestion of mahua and hingan press cakes. However, a concomitant production of digestates with high fertilizing value was achieved [100].
For the AD of castor oil cakes, the effect of operational factors on biogas production has been investigated [101]. Optimal particle size, temperature, loading rate, and stirring have been established. The yield of various biofuels from different castor streams was shown by Bateni et al. [57]. The study showed that 1 kg of castor plant could yield 155 g biodiesel from the oil and 131 g biogas or 85 g ethanol from the press cake, stem, and leaves.
The AD of other non-edible oilseed residues has also been investigated, although the number of reports is lower than for the above-discussed species. For example, the biogas potential of jojoba cake [78], neem leaf litter [102], and moringa leaves and branches [103] has been assessed.
Research results on the anaerobic digestion of some non-edible oilseeds, mainly jatropha, have already been developed to pilot scale [95]. Some projects on incorporating jatropha-derived biogas into the energy matrix in rural areas for providing different energy services [104] and biofuel-based decentralized power [105] have been successfully implemented.
4.1.2. Sugar-Platform Processes
In the sugar-platform conversion processes, the sugars generated by saccharification are used by microorganisms, e.g., bacteria, fungi, or yeasts, to yield various useful products, e.g., ethanol, lactic acid, hydrogen, or butanol. Lignin, either generated as a saccharification residue or separated during pretreatment (Figure 3), can be upgraded to novel materials, diesel-like advanced biofuels, or commercially relevant chemicals [106].
The interest in saccharification of non-edible oilseed residues has so far been low, as indicated by the number of indexed articles (59) in the Web of Science, which is considerably lower than the number of anaerobic digestion-related papers (135) for the three most relevant species (jatropha, castor, and karanja). Despite the low number of published reports, sugar-platform processing is a relevant bioconversion route for valorizing residues of non-edible oilseeds. Jatropha residues, including shells [107], fruit hulls [108], husks [54], press cakes [109], and de-oiled waste [110], are the most investigated materials in the studies reported in the literature. Other substrates, such as castor plant residues [111] and press cakes [112], karanja defatted kernel [113] and hull [64], moringa empty pods [114], stems and branches [115], and bladderpod press cakes [116], have also been investigated.
Some studies on the sugar-platform conversion of non-edible oilseed residues focus production of sugars [107] without stressing a specific end product to be obtained from the sugars. Other studies are focused on producing biofuels, such as cellulosic ethanol [21] and hydrogen [117]. Both ethanol and hydrogen are produced by fermentation of the sugars resulting from saccharification of the lignocellulosic parts of the residues. Itaconic acid, succinic acid, butanol, 2,3-butanediol, and lignin are other products that can be produced from residues of non-edible oilseeds following sugar-platform conversion. Hydrolysates of bladderpod press cakes have been investigated for microbial fermentations for producing succinic acid [116] and butanol [118]. Production of itaconic and succinic acids has been reported by fermentation of hydrolysates of jatropha press cakes [119]. Hydrolysates of jatropha hulls were suitable for producing 2,3-butanediol [120]. High recovery of lignin was reported by alkaline processing of jatropha press cake [61]. The recovered lignin was characterized using 1H NMR, FTIR, and nitrobenzene oxidation.
Most reports on producing sugars and ethanol from cellulose contained in residues of non-edible oilseeds use enzymatic saccharification, but some studies apply acid hydrolysis. Muktkham et al. [26] investigated the effects of various acids at different concentrations on the formation of glucose from karanja seed residues. Among the investigated acids, HCl led to the highest glucose formation (173.4 g/kg seed residue). The fermentation of the produced hydrolysate with Saccharomyces cerevisiae gave 88.6 g ethanol per kg of initial biomass. In another approach, karanja seed cake was extracted with ethanol, and the extractive-free material was submitted to acid hydrolysis with H2SO4 [27]. Optimization of the operational conditions for maximizing sugar release revealed that the maximum glucose formation (245 g/kg of extractive-free cake) could be obtained for hydrolysis at 120 °C, with 7.5% H2SO4, for 1 h, and with a liquid-to-solid ratio of 15. García et al. [54] investigated the dilute-sulfuric acid hydrolysis of the xylan fraction of a mixture of jatropha shells and husks under H2SO4 concentrations in the range between 0.5 to 4.5% at 170–220 °C and for 10–20 min. Low H2SO4 concentrations, low temperatures, and reaction times below 10 min favored xylan hydrolytic conversion and minimized xylose degradation.
4.1.3. Production of Enzymes from Residues of Non-Edible Oilseeds
Since press cakes are rich in C and N in the form of proteins and carbohydrates [19], they are suitable substrates for enzyme-secreting microorganisms. Producing enzymes of industrial importance using edible oilseed residues has been reported in several studies [121], while production from non-edible oil residues has been less investigated. However, with the increase in the relevance of non-edible oils for biodiesel production, the interest in valorizing their residues for enzyme production has also increased.
Table 3 summarizes studies published over the last 15 years using non-edible oilseed residues as substrates for enzyme production. The table gives the used substrates, cultivated microorganisms, the produced enzymes, and their anticipated applications. Press cakes of jatropha [122] and castor bean [123] have attracted the most research interest. Jatropha husks [124] and press cakes of other species, such as jojoba [123], karanja [113], moringa [125], and mahua [88], have also been the object of study.
Filamentous fungi are the typical microorganisms used for enzyme production on agro-industrial wastes, as they are heterotrophic decomposers that grow readily on the surface of organic material under suitable moisture and temperature conditions. For example, Aspergillus spp. strains are well-known producers of several hydrolytic enzymes [134]. In this context, they secrete lipases [122], proteases [133], and β-glucosidase [123]. The mesophilic fungus Penicillium simplicissimum, a producer of many secondary metabolites, has also been investigated for detoxifying castor press cakes [130] and producing lipase [131]. Furthermore, the fungi Scytadilium thermophilum [127], Thermosaceus aurantiacus [128], and Paecilomyces variotii [88] were cultivated on non-edible oilseed residues for their ability to produce different lignocellulolytic enzymes. Apart from the valorizing aspect, non-edible oilseed residues were in some studies primarily only used as a cellulose substrate to induce lignocellulolytic enzymes from fungal isolates, including white-rot fungi [125], to characterize their saccharification potential [124]. Hydrolytic enzymes may also be produced by bacteria, such as Pseudomonas aeruginosa [126], Spingomonas echinoides [113], Bacillus licheniformis, and Acinetobacter pittii [133], but that is less frequently reported.
Notably, fungal fermentation can offer a value-added effect for castor residue. After the oil recovery, the highly toxic protein ricin remains in the press cake, making it unsuitable as animal feed. Biodetoxification of ricin was reported in two cases by the coproduction of lipase [130] and tannase and phytase [65]. However, none of these enzymes are proteolytic; thus, the degradation of the proteinaceous toxin must have been caused by proteases that were also secreted during fungal cultivation. In both cases, complete ricin removal after three days was detected by SDS gel electrophoresis [65] and gel filtration chromatography [130].
An overview of the production of hydrolytic enzymes by solid-state fermentation (SSF) of various fungi on non-edible oilseed residues is presented in Table 4. In SSF, which is carried out in static mode, the moldlike growth on a solid substrate essentially requires the absence of free water. The moisture content should not exceed the maximum water retention capacity of the particulate matter but just enough to keep it moist [88]. Too much water reduces the particle porosity and the microbial respiration and thus reduces substrate digestion and stimulates aerial growth of mycelia. Typically, the moisture level in SSF is about fifty percent, obtained by mixing sterilized particulate solids with a minimum volume of liquid and the inoculum culture. In the SSF studies presented in Table 4, the fermentation processes ensued for at least two days but continued up to 7–9 days. Maximum enzyme yield usually peaks after 3–5 days and then drops on prolonged cultivation, likely due to inactivation or degradation [88,126,127,129,131].
Given the concern about the high cost of commercial enzymes needed for bioethanol production, many studies using SSF have focused on expressing lignocellulolytic enzymes [113]. Cellulolytic enzymes comprise endoglucanase, detected using carboxymethyl cellulose as a substrate (i.e., CMCase), exoglucanase [128], and β-glucosidase [123]. Hemicellulases, such as xylanases, are also included in many studies [127]. The total cellulase activity can be assessed by the digestion of filter paper (i.e., FPase). Radhakumari et al. [113] also observed the activity of lignin-degrading laccases from S. echinoides grown on karanya seed residue but at far lower levels than the cellulase activities.
Although standard enzyme assays are used, the reported activity yields of the same enzymes vary greatly and thus are difficult to compare (Table 4). For example, CMCase, xylanase, and protease activities vary over three orders of magnitude. The differences can arise biologically from the type of microorganism and substrate used, or they can be of technical origin related to the SSF methodology and analytical performance. The enzyme expression levels, though, are not economically sustainable compared to commercial production. When optimizing an SSF process, the moisture content, pH, nutrient supplements, and inoculum size are critical factors. Thus, approaches for maximizing the enzyme yields varying such factors are reported for lipase from P. simplicissimum [131], tannase and phytase from Pa. variotii [65], β-glucosidase from Aspergillus sp. [123], and cellulase from T. aurantiacus [128].
In summary, the studies in this review section are, in many cases, the first reports of their kind. Thus, they extend the field of agro-industrial waste used for enzyme production into non-edible oilseed residues. They demonstrate and point to the future potential of producing industrially important enzymes from press cakes and other residues.
4.2. Other Valorization Routes for Non-Edible Oilseed Residues
Production of bio-oils, biochar, and activated carbon by thermochemical conversion is a valorization approach for non-edible oilseed residues. There is documented research on the thermochemical conversion of jatropha de-oiled cake [66] and husks [135], castor husks [136], stems and leaves [68], and residues of other non-edible oilseeds. Pyrolysis of jatropha press cake has been reported to result in bio-oil and biochar yields of up to 45 and 36% (w/w), respectively [137]. Gasification of jatropha and moringa husks can cover the energy needs of a biodiesel facility with a capacity of 800 L/day, as shown in a simulation study reported by Pfeil et al. [135]. The effect of alkaline pretreatment on hydrothermal liquefaction (HTL) of castor stems and leaves was reported by Kaur et al. [68]. The study included a thorough characterization of the HTL products (bio-oil and biochar), the determination of their maximum heating value, including an assessment of the application potential of the phenolic compounds contained in the produced bio-oil. Pyrolysis of rubber-seed shells results in high yields of activated carbons displaying high specific area and other properties as adsorbents [138]. Pyrolysis of tobacco seed cakes resulted in biochar with high potential as an adsorbent and soil amendment [139]. Neem bark has been reported for bio-oil production using pyrolysis [140].
Press cakes of castor, jatropha, karanja, and neem as well as castor stems and moringa empty pods have been investigated for biocomposites and other material applications. Cellulose fibers produced from castor stems with an alkaline pulping process exhibit good properties for composites and textile applications [141]. Castor press cake is also useful for producing green composites by combining it with wood nanocellulose [142]. The production of an eco-friendly polymeric resin from jatropha cake reinforced with microfibrillated cellulose has been reported [143]. Patil et al. [144] reported using karanja cake for developing green resins with modified sisal fibers. The produced composites exhibit improved tensile properties compared with those made with as-received sisal fibers. Cellulose extracted from neem press cake was shown to be suitable to be incorporated as a biofiller in polymer matrices for manufacturing eco-friendly composites [145]. Cellulose nanofibers prepared by acid hydrolysis of moringa empty pods were shown to be a good natural reinforcing material for fiber-reinforced polymer composites [146].
The production of particleboards from castor stalks and jatropha press cakes has also been investigated. Grigoriou and Ntalos [69] mixed chipped castor stalks with industrial wood particles to produce the middle layer of three-layer particleboards. The produced materials meet most of the relevant European and American standard requirements for interior boards. Evon et al. [147] manufactured renewable and biodegradable particleboards by thermo-pressing jatropha press cakes. The assessment of the mechanical properties revealed that the particleboards are suitable for being used as an interlayer sheet for pallets, furniture, or building materials.
Following a lignin-first strategy, valuable products can be obtained from lignocellulosic residues of some oilseeds. A recently discovered “ideal lignin”, which is a benzodioxane homopolymer termed catechyl lignin (C-lignin), can be extracted from jatropha and castor seed coats [148] and from candlenut shells [149]. Liu et al. [148] applied catalytic hydrogenolysis in deep eutectic solvents to castor seed husks for extracting C-lignin and depolymerizing it to catechol.
Press cakes can be sources for the extraction of protein and bioactive compounds. Protein yields between 53 and 82% have been reported after extraction and recovery from jatropha cake [22]. Jatropha press cake protein is of interest for non-food uses, e.g., in producing coatings and adhesives. Biswal et al. [30] found that proteins from mahua de-oiled cake display comparable functional properties to proteins from other plants. Protein from de-oiled karanja cake was shown to be suitable for fabricating low-cost, fully “green” biocomposites [144]. The potential of a protein extract from moringa seed residue for inducing the separation of microalgae from their aqueous medium has been shown [150]. Microwave-assisted extraction of proteins and polyphenols with antioxidant activity from jojoba seed cake was reported [151]. Polyphenols and flavonoids obtained from jatropha de-oiled meal exhibited antioxidant activities comparable to that of β-carotene [152].
In our opinion, some of the valorization routes mentioned above can be applied to bioconversion residues. For example, saccharification residues and the spent substrate after enzyme production by SSF can be upgraded by thermochemical-conversion technologies or used for manufacturing particleboards, composites, and other materials.
5. Pretreatment of Non-Edible Oilseed Residues for Bioconversion
The complex structure of many types of residual biomass makes them slowly biodegradable, which is a major limitation for bioconversion processes. Therefore, bioconversion processes require pretreatment to disrupt the close inter-component association between the main plant biomass constituents. Pretreatment removes the physical and chemical barriers that make biomass recalcitrant to the access of enzymes and microorganisms participating in the biochemical processing [83].
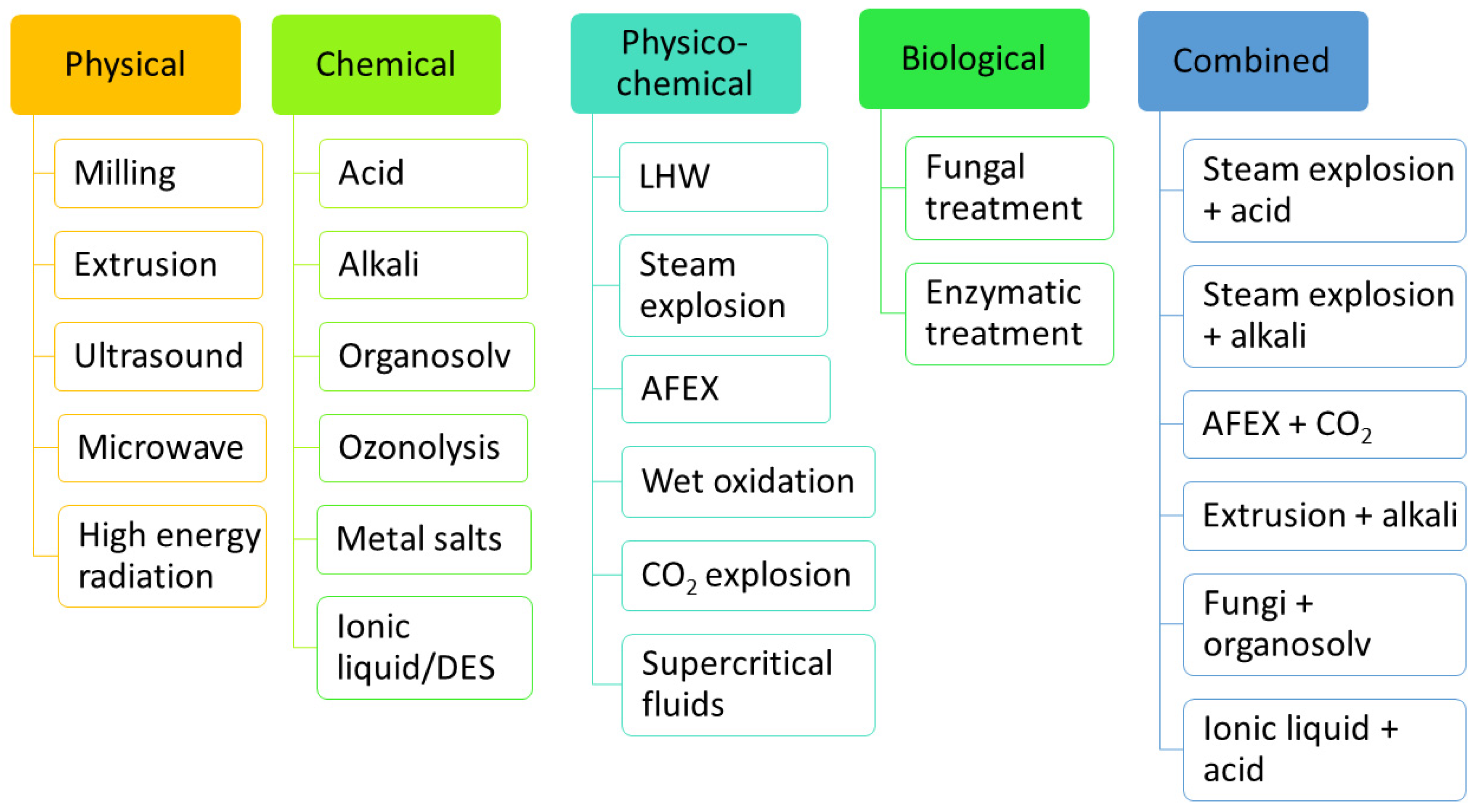
A wide range of pretreatments has been investigated as a first step for the bioconversion of different biomass materials [153]. Depending on the main principle behind the used approach for enhancing cellulose enzymatic susceptibility, pretreatments are generally classified as physical, physicochemical, chemical, and biological methods (Figure 4). They can be applied as stand-alone methods or combined with another pretreatment approach. According to Galbe and Wallberg [154], this classical classification is somewhat arbitrary, and it has become outdated since it focuses primarily on cellulose and underestimates the effective recovery of different biomass constituents, an essential requirement for pretreatments in a biorefinery context.
Among the methods relevant to industrial biorefining, hydrothermal approaches, such as steam explosion or liquid hot water, have been widely employed for a wide range of materials [156]. These methods have an environmental advantage derived from the fact that no chemicals other than water are used. Nevertheless, depending on the specific material and the targeted bioconversion product, chemical agents may improve the results in downstream operations. For example, using a dilute acid solution associated with steam explosion or liquid hot water has been proven as the right option for monomeric sugars released compared to oligomeric sugar production in non-catalyzed hydrothermal pretreatment. Crucial aspects for the commercialization of different pretreatment methods have been discussed elsewhere and are out of the scope of the current study. For example, Sidana and Yadav [157] recently reviewed the state of the art of lignocellulose pretreatment, including non-conventional methods with a focus on cleaner production of biofuels on other valuable goods.
Various pretreatment methods have been applied to different residues of non-edible oilseeds to improve their susceptibility to bioconversion by either anaerobic digestion or sugar-platform processes. Some of the most relevant methods are discussed in the sections below.
5.1. Pretreatment for Sugar-Platform Processes
In sugar-platform processes, pretreatment is essential for enhancing the enzymatic saccharification of polysaccharides. Several pretreatment methods have been reported for lignocellulosic residues of non-edible oilseeds. They are mainly directed at producing sugars for ethanol production, but some of them also address hydrogen production and lignin recovery. Jatropha and castor are plant species whose residues have often been investigated. The most frequently reported pretreatment methods for non-edible oilseed residues are hydrothermal approaches, either catalyzed with external chemicals, e.g., acids or alkalis, or auto-catalyzed. Acid-catalyzed hydrothermal pretreatment, also known as dilute-acid pretreatment, mostly uses sulfuric acid, but hydrochloric and phosphoric acids can also be used. Alkali-catalyzed methods use mostly sodium hydroxide. Table 5 summarizes some relevant examples of pretreatments reported for sugar-platform bioconversion of non-edible oil-producing plants.
Dilute-acid pretreatment is one of the most investigated methods, and different operational conditions and approaches have been reported (Table 5). One of the first studies was performed by Visser et al. [158] using sulfuric acid (0.5%) for jatropha shells. The pretreatment was performed at a relatively low temperature (121 °C) and extended time (1 h) in an autoclave. The study aimed to evaluate the suitability of jatropha shells for ethanol production, and it resulted in a cellulose-to-ethanol conversion of 40.4% after simultaneous saccharification and fermentation (SiSF) of the pretreated solids. Marasabessy at al. [108] also applied dilute-acid pretreatment combined with SiSF to jatropha shells, but they used higher temperatures and shorter times. Under optimal pretreatment conditions (178 °C, 0.9% sulfuric acid, 30 min), an ethanol yield of 72% of the theoretical value was achieved. García et al. [159] investigated lower temperatures combined with slightly higher H2SO4 concentrations using a Box-Behnken design and processed the pretreated solids following two different hydrolysis schemes. The optimal pretreatment conditions for the separate hydrolysis scheme (134 °C, 1.0% H2SO4, 32.4 min) resulted in a maximal cellulose-to-glucose conversion of 87.1%. For simultaneous saccharification and fermentation, the optimal conditions (136 °C, 1.5% H2SO4, 30 min) resulted in 82% cellulose-to-ethanol conversion.
In another study of dilute-acid pretreatment of jatropha shells, Martín et al. [107] evaluated the effect of removing water extractives from jatropha shells before pretreatment. The pre-extracted material was pretreated under a wide range of operational factors (110–180 °C, 20–60 min, 0.1–1.5% H2SO4). The study showed that removing water extractives before pretreatment effectively improved enzymatic saccharification. The highest overall cellulose conversion (84%) in the enzymatic saccharification of the pretreated solids was achieved for the pretreatment performed at 190 °C, 40 min, with 0.8% H2SO4. For pretreatments under those conditions, the overall enzymatic conversion of the pre-extracted shells was 16.5% higher than for the non-extracted samples.
Dilute-acid pretreatment has also been applied to other jatropha residues. For example, jatropha pruning residues were pretreated with H2SO4 in concentrations between 2.5 and 10.0% at 120–180 °C and for 5–45 min [160]. The pretreatment was effective for hydrolyzing xylan with minimal xylose degradation and activating cellulose towards enzymatic hydrolysis. The maximum xylose release (33.1 mg/g biomass) was achieved for the pretreatment at a severity factor of 3.34 while the maximum release of glucose upon enzymatic hydrolysis (597 mg/g pretreated biomass) was achieved for severity factor of 3.65.
Acid pretreatment has also been used with moringa and karanja residues. Moringa empty pods were pretreated with dilute-sulfuric acid at a temperature range between 130 and 190 °C for 10–30 min [114]. The pretreatment was effective in improving the enzymatic saccharification of cellulose. The highest conversion (84.3%) was achieved for the pretreatment run at 160 °C and 20 min with 1% (w/w) H2SO4. Moringa stem and leaves, pretreated at 185 °C, 2% (w/w) H2SO4, and 5 min, resulted in a glucose yield of 35.1 g/100 g initial material after enzymatic saccharification [115]. That corresponds to 83.7% of the theoretically achievable value, which was 49% higher than for the non-pretreated material. Fermentation resulted in 0.13 g ethanol/g raw moringa biomass. In a study with karanja residues, Doshi and Srivastava [64] applied dilute-acid pretreatment as part of a sequential process, including a second acid hydrolysis step. Karanja defatted kernel and hulls, either separated or combined, were pretreated with 0.5% H2SO4 at 121 °C for 90 min and then hydrolyzed with 5% H2SO4 at 50 °C for 70 h. The two-step hydrolysis process followed by fermentation of the hydrolysate with commercial yeast resulted in ethanol yields comparable to those achieved from processing lignocellulosic materials, such as barley straw and corn stover.
Pretreatment with 2% (v/v) HCl combined with enzymatic hydrolysis with Viscozyme has been reported as a way of preparing de-oiled jatropha waste for hydrogen and hydrogen fermentation [110]. The combined process maximized the recovery of sugars, which were then fermented to hydrogen using a hybrid immobilized cell system.
Alkaline pretreatment is another approach reported for various residues of non-edible oilseeds, and NaOH is the most commonly used agent (Table 5). Visser et al. [158] applied alkaline pretreatment (1% NaOH) to jatropha shells at 121 °C and for 1 h and submitted the pretreated solids to SiSF. The study also included a dilute-acid pretreatment run in parallel under the same temperature and time and in the same autoclave. Alkaline pretreatment selectively solubilized lignin while retaining most cellulose and xylan. The simultaneous saccharification and fermentation of the pretreated solids resulted in comparable cellulose-to-ethanol conversions for alkaline (41.0%) and dilute-acid (40.4%) pretreatments.
A NaOH pretreatment was the option considered for a techno-economic study of castor-based biorefinery [161]. In the process, the castor plant residues are pretreated with 8% (w/v) NaOH under a 22% solid loading at 100 °C and for 60 min. The pretreated solids are then hydrolyzed with cellulases, and the hydrolysate is fermented to ethanol. The produced ethanol is combined with castor oil to produce biodiesel. The technical and economic feasibility of the biorefinery was assessed by simulations with Aspen Plus and Aspen Economic Analyzer.
Another focus of alkaline pretreatment has been lignin recovery. Oruganti et al. [61] investigated the effect of time, temperature, and NaOH concentration on lignin solubilization from de-oiled jatropha waste. A lignin recovery of 93.4% was achieved under optimal conditions. The recovered lignin was characterized using 1H NMR, FTIR, and nitrobenzene oxidation. The enzymatic saccharification of the delignified solids resulted in a glucose yield of 92.5%, which was two-fold higher than that of the non-treated material.
Lime is another chemical that can be used in alkaline pretreatment. Liang et al. [55] reported lime pretreatment of jatropha seed cake at 100 °C and under different lime dosages, reaction time, and water-to-cake ratios. The pretreatment removed up to 38.2% of the initial lignin without affecting cellulose. The pretreated solids from the experiment with 0.1 g of lime and a water-to-cake ratio of 9 for 3 h resulted in the maximal cellulose conversion (68.9%) in the enzymatic hydrolysis. That conversion was two-fold higher than the value achieved in the hydrolysis of the non-pretreated material.
Autohydrolysis, i.e., auto-catalyzed hydrothermal pretreatment, was reported to be effective in enhancing the enzymatic saccharification of castor pruning residues [111]. The pretreatment was run by heating water suspensions of the pruning residues to 100–200 °C and holding them in an isothermal regime for 15 min. Xylan was mostly hydrolyzed during pretreatment while cellulose and lignin were well-preserved in the pretreated solids. The best results were achieved for autohydrolysis at 180 °C (severity factor 3.37), which resulted in 77.5% xylan hydrolysis and 83% cellulose recovery. Enzymatic saccharification of cellulose resulted in an almost three-fold higher glucose release for the auto-hydrolyzed solids than for the non-pretreated material. The hydrolysate was effectively fermented with S. cerevisiae resulting in an ethanol yield of 93.0 g/kg raw pruning residues.
Enzymatic pretreatment is another approach that can be relevant for non-edible oilseeds. Pretreatment of castor plant residues with laccase, a phenol-oxidizing enzyme, resulted in a delignification of 85.7% [162]. The enzymatic saccharification yield of the pretreated material (775.2 mg of sugars per gram of initial substrate) was three times higher than the value achieved with non-delignified castor biomass. Enzyme pretreatment with Viscozyme applied to de-oiled jatropha waste was compared with other methods [109]. The enzymatic treatment at a 10% load gave the highest concentration (12.9 g/L) of reducing sugars. For acid pretreatments, 7.8–8.0 g/L was obtained after pretreatment and 11.4 g/L after enzymatic hydrolysis of pretreated solids. Acid pretreatment combined with enzymatic hydrolysis was an efficient approach for enhancing the subsequent hydrogen fermentation.
Although to a lesser extent, other methods have also been reported for pretreating some non-edible oilseed residues. For example, heat treatment [109,117] and ultrasonication [109] were reported for de-oiled jatropha waste. Pretreatment with thionyl chloride, which forms HCl and SO2 in water, was investigated for de-oiled castor cake [163]. Microwave-assisted pretreatment with several deep eutectic solvent (DES) systems was investigated for castor stalks [164]. The pretreatment with the guanidine hydrochloride-lactic acid DES system resulted in high delignification (92%) and enzymatic saccharification yield (96%). The regenerated lignin exhibited a high purity (up to 98%). The pretreatment performance was maintained after three recycles. Pretreatment of jatropha hull with the ionic liquid [BMIM]Cl followed by hydrolysis with H2SO4 and fermentation with Klebsiella oxytoca resulted in a higher 2,3-butanediol productivity than that achieved for the non-pretreated material.
5.2. Pretreatment for Anaerobic Digestion
Pretreatment is often required to enhance the AD performance and reach high methane yields [165]. Pretreatment methods aimed to alter the composition and structure of the substrate to make it accessible to AD microorganisms are described elsewhere [166]. Here, we discuss only those techniques relevant to the AD of residues of non-edible oilseed-bearing plants.
Depending on the plant species and the technology used for extracting the oil from non-edible oilseeds, the resulting press cakes can have a considerable content of polymeric material, such as lignin and insoluble protein, which have limited digestibility. For example, jatropha press cakes often contain lignocellulosic materials, such as seed husks, which slow the hydrolysis stage of the AD process. If that might be a minor limitation for press cakes, it can be a significant problem for other residues, such as fruit shells, pods, plant stems, and leaves [167]. Some examples of pretreatment methods applied to residues of non-edible oilseeds to be submitted to anaerobic digestion are presented in Table 6 and discussed below.
Ewunie et al. [168] investigated steam explosion pretreatment and co-digestion with crude glycerol to improve the methane yield from jatropha press cakes containing large amounts of lignocellulosic materials. The steam explosion conditions (202 °C, 9 min) leading to maximum methane yield were established using response surface methodology. In the co-digestion experiment, a 2% crude glycerol share and a total organic loading of 2 g/L were the optimal conditions. Environmental and economic considerations indicated that co-digesting jatropha cake with crude glycerol was a better alternative than steam explosion for improving the methane yield. In another study, the same group assessed the effect of alkaline pretreatment and co-digestion with crude glycerol for improving AD of jatropha cake [169]. Alkaline pretreatment was relatively more effective than co-digestion with glycerol, but both methods resulted in higher methane yields than the AD of untreated cake. A 7.3% NaOH load at 35.9 °C for 54 h gave the maximum methane increment (40.2%) while co-digesting the cakes with 2% crude glycerol enhanced the methane yield by 28.9%. Alkaline pretreatment has also been used for other materials [57,170].
Jabłoński et al. [171] applied thermal and acidic pretreatments to jatropha press cakes to enhance the efficiency of anaerobic digestion by deactivating protease inhibitors and hydrolyzing phytate. The pretreatments altered the kinetics of anaerobic digestion, reducing protease inhibitor activity and phytate concentration, but they did not increase the biogas production efficiency. The low effectivity was attributed to the fact that lignin and cellulose, which make the anaerobic process inefficient, were not targeted by the pretreatments.
Jatropha fruit shell, a lignocellulosic residue, must be pretreated before anaerobic digestion. Ewunie et al. [167] applied grinding, steam explosion, and alkaline pretreatment to jatropha fruit shells. All the pretreatment methods improved the digestibility. The most effective method was grinding, a mechanical pretreatment, which enhanced the methane yield by 74%. Steam explosion under optimal conditions (160 °C, 5 min) resulted in a yield increase of 55%, whereas the alkaline pretreatment was less effective.
Several pretreatment methods have been applied prior to the anaerobic digestion of press cake and other residues of castor bean processing. In a recently published work on castor leaves, stems, and press cakes, Quezada-Morales et al. [172] investigated the effect of enzymatic, alkaline, and acidic pretreatments on the methane content of the produced biogas. The enzymatic pretreatment was the most effective method. In another study, Bateni et al. [57] used low-temperature alkaline pretreatment to improve the AD parameters of castor stems and leaves. The potential biogas production of pretreated biomass and its suitability for producing ethanol were shown.
Alkaline pretreatment was effectively applied to karanja press cakes, leaves, and pod husks [170]. The pretreatment was particularly effective for leaves and pod husks, whose digestibility is typically low due to their high fiber content. Biogas yield increased by 15–22% and methane production rate by 20–75% after pretreatment.
6. Future Directions and Conclusions
In the current scenario of increased relevance of substituting fossil fuels with bio-based fuels without diverting food sources to energy generation [173], biodiesel production from non-edible oils is expected to increase. An environmentally friendly, responsible, and sustainable biodiesel industry requires a zero-waste approach toward all the side streams of the process. The bioconversion of process residues to advanced biofuels, platform chemicals, and novel materials is a direction to be considered.
The bioconversion research reported so far for non-edible oilseed residues is quantitatively limited, and it has mainly been focused on the anaerobic digestion of press cakes. Furthermore, the reported research is rather dispersed and typically focuses on a particular process directing a specific by-product into some end product. Higher interest in a holistic bioconversion approach applicable to different by-products for producing various end products is highly desirable. Reports in that direction are expected to become dominant in the coming years.
Non-edible oilseed residues have strong potential to be raw materials for modern biorefineries with a strong resource integration and aimed at producing several types of biofuels and other bio-based products. In addition to the well-established processes for producing biodiesel from the seed oil and the emerging research interest in biogas production from the seed cakes, novel processes should be added to the production matrix. That includes the production of bioethanol and biohydrogen by fermentation of the hydrolysates of lignocellulosic residues, such as fruit shells, seed husks, and plant stems and branches. An integrated configuration, where biodiesel is produced by transesterification of the oil from a given oilseed with the ethanol produced in situ from the residues of the same oilseed, would allow for a considerable reduction in the energy costs compared with the production of both biodiesel and ethanol separately. Furthermore, upgrading lignin to diesel-like advanced fuels would broaden the end-product palette and add value to the proposed biorefinery concept. Furthermore, bioconversion residues have the potential to be upgraded by the thermochemical-conversion route or for the development of novel composite materials.
Utilizing non-edible oilseed residues as substrate for solid-state fermentations for producing enzymes and bioactive compounds has clear research and innovation potential and deserves further development. The thermochemical, physico-chemical, and chemical utilization routes remain highly relevant, but a more substantial integration with the bioconversion processes is necessary. The implementation scale of already existing valorization approaches as well as other routes to emerge in the future should be flexible enough to adapt to the existing amounts of residues, which can change depending on the market scenario or the policy conjuncture.
Author Contributions
Conceptualization, C.M. and E.C.; methodology, C.M. and E.C.; software, C.M., E.C., K.O.S. and J.M.R.-G.; investigation, C.M., E.C., K.O.S. and J.M.R.-G.; resources, C.M., E.C., K.O.S. and J.M.R.-G.; writing—original draft preparation, C.M., E.C., K.O.S. and J.M.R.-G.; writing—review and editing, C.M., E.C., K.O.S. and J.M.R.-G.; visualization, C.M., E.C., K.O.S. and J.M.R.-G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Sparebankstiftelsen Hedmark (through project number 362001-10), Bio4Energy strategic research environment (through project number 550080300), the Swedish Energy Agency (through grant number 49699-1), and the Junta de Andalucía (through the postdoctoral fellowship R-29/12/2020).
Data Availability Statement
Since no new data were created by the authors, data sharing is not applicable regarding their own research results. Raw data on search criteria used for building the review and the excluded material will be available upon reasonable request.
Acknowledgments
The Department of Biotechnology, Inland Norway University of Applied Sciences, and the Department of Chemical, Environmental and Materials Engineering, Universidad de Jaén, are thanked for their institutional support.
Conflicts of Interest
The authors declare no conflict of interest. The funding agencies had no role in the design of the study; in the interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Afonso, T.L.; Marques, A.C.; Fuinhas, J.A. Strategies to Make Renewable Energy Sources Compatible with Economic Growth. Energy Strategy Rev. 2017, 18, 121–126. [Google Scholar] [CrossRef]
- Yangin-Gomec, C.; Sárvári Horváth, I.; Martín, C. Energy Production from Biomass Valorization. Energies 2023, 16, 4300. [Google Scholar] [CrossRef]
- Yang, L.; Wang, X.-C.; Dai, M.; Chen, B.; Qiao, Y.; Deng, H.; Zhang, D.; Zhang, Y.; Villas Bôas de Almeida, C.M.; Chiu, A.S.F.; et al. Shifting from Fossil-Based Economy to Bio-Based Economy: Status Quo, Challenges, and Prospects. Energy 2021, 228, 120533. [Google Scholar] [CrossRef]
- Sun, J.; Peng, H.; Chen, J.; Wang, X.; Wei, M.; Li, W.; Yang, L.; Zhang, Q.; Wang, W.; Mellouki, A. An Estimation of CO2 Emission via Agricultural Crop Residue Open Field Burning in China from 1996 to 2013. J. Clean. Prod. 2016, 112, 2625–2631. [Google Scholar] [CrossRef]
- Rulli, M.C.; Bellomi, D.; Cazzoli, A.; De Carolis, G.; D’Odorico, P. The Water-Land-Food Nexus of First-Generation Biofuels. Sci. Rep. 2016, 6, 22521. [Google Scholar] [CrossRef]
- Stephen, J.D.; Mabee, W.E.; Saddler, J.N. Will Second-Generation Ethanol Be Able to Compete with First-Generation Ethanol? Opportunities for Cost Reduction. Biofuels Bioprod. Biorefining 2012, 6, 159–176. [Google Scholar] [CrossRef]
- Qiu, F.; Li, Y.; Yang, D.; Li, X.; Sun, P. Biodiesel Production from Mixed Soybean Oil and Rapeseed Oil. Appl. Energy 2011, 88, 2050–2055. [Google Scholar] [CrossRef]
- Kant Bhatia, S.; Kant Bhatia, R.; Jeon, J.-M.; Pugazhendhi, A.; Kumar Awasthi, M.; Kumar, D.; Kumar, G.; Yoon, J.-J.; Yang, Y.-H. An Overview on Advancements in Biobased Transesterification Methods for Biodiesel Production: Oil Resources, Extraction, Biocatalysts, and Process Intensification Technologies. Fuel 2021, 285, 119117. [Google Scholar] [CrossRef]
- EIA—U.S. Energy Information Administration. Official Energy Statistics from the U.S. Government. Available online: https://www.eia.gov/index.php (accessed on 19 July 2023).
- Afriyanti, D.; Kroeze, C.; Saad, A. Indonesia Palm Oil Production without Deforestation and Peat Conversion by 2050. Sci. Total Environ. 2016, 557–558, 562–570. [Google Scholar] [CrossRef]
- Vossen, P. Olive Oil: History, Production, and Characteristics of the World’s Classic Oils. HortScience 2007, 42, 1093–1100. [Google Scholar] [CrossRef]
- Fagionato Masiero, J.; Barbosa, E.J.; de Oliveira Macedo, L.; de Souza, A.; Nishitani Yukuyama, M.; Arantes, G.J.; Bou-Chacra, N.A. Vegetable Oils in Pharmaceutical and Cosmetic Lipid-Based Nanocarriers Preparations. Ind. Crops Prod. 2021, 170, 113838. [Google Scholar] [CrossRef]
- Wen, C.; Shen, M.; Liu, G.; Liu, X.; Liang, L.; Li, Y.; Zhang, J.; Xu, X. Edible Vegetable Oils from Oil Crops: Preparation, Refining, Authenticity Identification and Application. Process Biochem. 2023, 124, 168–179. [Google Scholar] [CrossRef]
- Shailaja, P.; Vinitha, B. Production of Biodiesel from Vegetable Oils. Helix-Sci. Explor. 2018, 8, 3394–3398. [Google Scholar] [CrossRef]
- Farobie, O.; Hartulistiyoso, E. Palm Oil Biodiesel as a Renewable Energy Resource in Indonesia: Current Status and Challenges. BioEnergy Res. 2022, 15, 93–111. [Google Scholar] [CrossRef]
- Sharma, A.; Melo, J.S.; Prakash, R.; Tejo Prakash, N. Lab-Scale Production of Biodiesel from Soybean Acid Oil Using Immobilized Whole Cells as Catalyst. Biocatal. Biotransform. 2021, 39, 443–454. [Google Scholar] [CrossRef]
- Charpe, T.W.; Rathod, V.K. Biodiesel Production Using Waste Frying Oil. Waste Manag. 2011, 31, 85–90. [Google Scholar] [CrossRef]
- Shaah, M.A.H.; Sohrab Hossain, M.; Allafi, F.A.S.; Alsaedi, A.; Ismail, N.; Kadir, M.O.A.; Idayu Ahmad, M. A Review on Non-Edible Oil as a Potential Feedstock for Biodiesel: Physicochemical Properties and Production Technologies. RSC Adv. 2021, 11, 25018–25037. [Google Scholar] [CrossRef]
- Martín, C.; Moure, A.; Martín, G.; Carrillo, E.; Domínguez, H.; Parajó, J.C. Fractional Characterisation of Jatropha, Neem, Moringa, Trisperma, Castor and Candlenut Seeds as Potential Feedstocks for Biodiesel Production in Cuba. Biomass Bioenergy 2010, 34, 533–538. [Google Scholar] [CrossRef]
- No, S.-Y. Inedible Vegetable Oils and Their Derivatives for Alternative Diesel Fuels in CI Engines: A Review. Renew. Sustain. Energy Rev. 2011, 15, 131–149. [Google Scholar] [CrossRef]
- Visser, E.M.; Filho, D.O.; Martins, M.A.; Steward, B.L. Bioethanol Production Potential from Brazilian Biodiesel Co-Products. Biomass Bioenergy 2011, 35, 489–494. [Google Scholar] [CrossRef]
- Jingura, R.M.; Kamusoko, R. Technical Options for Valorisation of Jatropha Press-Cake: A Review. Waste Biomass Valor. 2018, 9, 701–713. [Google Scholar] [CrossRef]
- Demirbas, A.; Bafail, A.; Ahmad, W.; Sheikh, M. Biodiesel Production from Non-Edible Plant Oils. Energy Explor. Exploit. 2016, 34, 290–318. [Google Scholar] [CrossRef]
- Gui, M.M.; Lee, K.T.; Bhatia, S. Feasibility of Edible Oil vs. Non-Edible Oil vs. Waste Edible Oil as Biodiesel Feedstock. Energy 2008, 33, 1646–1653. [Google Scholar] [CrossRef]
- Mohanty, A.; Rout, P.R.; Dubey, B.; Meena, S.S.; Pal, P.; Goel, M. A Critical Review on Biogas Production from Edible and Non-Edible Oil Cakes. Biomass Convers. Biorefinery 2022, 12, 949–966. [Google Scholar] [CrossRef] [PubMed]
- Muktham, R.; Ball, A.S.; Bhargava, S.K.; Bankupalli, S. Bioethanol Production from Non-Edible de-Oiled Pongamia Pinnata Seed Residue-Optimization of Acid Hydrolysis Followed by Fermentation. Ind. Crops Prod. 2016, 94, 490–497. [Google Scholar] [CrossRef]
- Radhakumari, M.; Ball, A.; Bhargava, S.K.; Satyavathi, B. Optimization of Glucose Formation in Karanja Biomass Hydrolysis Using Taguchi Robust Method. Bioresour. Technol. 2014, 166, 534–540. [Google Scholar] [CrossRef]
- Mohibbe Azam, M.; Waris, A.; Nahar, N.M. Prospects and Potential of Fatty Acid Methyl Esters of Some Non-Traditional Seed Oils for Use as Biodiesel in India. Biomass Bioenergy 2005, 29, 293–302. [Google Scholar] [CrossRef]
- Ashraful, A.M.; Masjuki, H.H.; Kalam, M.A.; Rizwanul Fattah, I.M.; Imtenan, S.; Shahir, S.A.; Mobarak, H.M. Production and Comparison of Fuel Properties, Engine Performance, and Emission Characteristics of Biodiesel from Various Non-Edible Vegetable Oils: A Review. Energy Convers. Manag. 2014, 80, 202–228. [Google Scholar] [CrossRef]
- Biswal, A.K.; Lenka, C.; Panda, P.K.; Yang, J.-M.; Misra, P.K. Investigation of the Functional and Thermal Properties of Mahua Deoiled Cake Flour and Its Protein Isolate for Prospective Food Applications. LWT 2021, 137, 110459. [Google Scholar] [CrossRef]
- Gandhi, S.S.; Gogate, P.R.; Pakhale, V.D. Intensification of Interesterification of Sustainable Feedstock as Mahua Oil for Biodiesel Production. Int. J. Green Energy 2022, 1–10. [Google Scholar] [CrossRef]
- Aransiola, E.F.; Betiku, E.; Ikhuomoregbe, D.I.O.; Ojumu, T.V. Production of Biodiesel from Crude Neem Oil Feedstock and Its Emissions from Internal Combustion Engines. Afr. J. Biotechnol. 2012, 11, 6178–6186. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Ong, H.C.; Mahlia, T.M.I.; Masjuki, H.H.; Badruddin, I.A.; Fayaz, H. Non-Edible Vegetable Oils: A Critical Evaluation of Oil Extraction, Fatty Acid Compositions, Biodiesel Production, Characteristics, Engine Performance and Emissions Production. Renew. Sustain. Energy Rev. 2013, 18, 211–245. [Google Scholar] [CrossRef]
- Park, J.-Y.; Kim, D.-K.; Wang, Z.-M.; Lu, P.; Park, S.-C.; Lee, J.-S. Production and Characterization of Biodiesel from Tung Oil. Appl. Biochem. Biotechnol. 2008, 148, 109–117. [Google Scholar] [CrossRef] [PubMed]
- Shang, Q.; Jiang, W.; Lu, H.; Liang, B. Properties of Tung Oil Biodiesel and Its Blends with 0# Diesel. Bioresour. Technol. 2010, 101, 826–828. [Google Scholar] [CrossRef] [PubMed]
- Omonhinmin, C.; Olomukoro, E.; Ayoola, A.; Egwim, E.; Omonhinmin, C.; Olomukoro, E.; Ayoola, A.; Egwim, E. Utilization of Moringa oleifera Oil for Biodiesel Production: A Systematic Review. AIMSE 2020, 8, 102–121. [Google Scholar] [CrossRef]
- Norazahar, N.; Yusup, S.; Ahmad, M.M.; Bakar, S.A.; Ahmad, J. Parametric Optimization of Kapok (Ceiba pentandra) Oil Methyl Ester Production Using Taguchi Approach. Int. J. Energy Environ. 2012, 6, 541–548. [Google Scholar]
- Dharma, S.; Masjuki, H.H.; Ong, H.C.; Sebayang, A.H.; Silitonga, A.S.; Kusumo, F.; Mahlia, T.M.I. Optimization of Biodiesel Production Process for Mixed Jatropha curcas–Ceiba pentandra Biodiesel Using Response Surface Methodology. Energy Convers. Manag. 2016, 115, 178–190. [Google Scholar] [CrossRef]
- Sánchez, M.; Avhad, M.R.; Marchetti, J.M.; Martínez, M.; Aracil, J. Jojoba Oil: A State of the Art Review and Future Prospects. Energy Convers. Manag. 2016, 129, 293–304. [Google Scholar] [CrossRef]
- Gowtham Rajan, A.; Sivasubramanian, M.; Gowthaman, S.; Ramkumar, P. Investigation of Physical and Chemical Properties of Tobacco Seed Oil Fatty Acid Methyl Ester for Biodiesel Production. Mater. Today Proc. 2021, 46, 7670–7675. [Google Scholar] [CrossRef]
- Banković-Ilić, I.B.; Stamenković, O.S.; Veljković, V.B. Biodiesel Production from Non-Edible Plant Oils. Renew. Sustain. Energy Rev. 2012, 16, 3621–3647. [Google Scholar] [CrossRef]
- Wu, S.; Gao, C.; Pan, H.; Wei, K.; Li, D.; Cai, K.; Zhang, H. Advancements in Tobacco (Nicotiana tabacum L.) Seed Oils for Biodiesel Production. Front. Chem. 2022, 9, 834936. [Google Scholar] [CrossRef]
- Dawood, S.; Ahmad, M.; Ullah, K.; Zafar, M.; Khan, K. Synthesis and Characterization of Methyl Esters from Non-Edible Plant Species Yellow Oleander Oil, Using Magnesium Oxide (MgO) Nano-Catalyst. Mater. Res. Bull. 2018, 101, 371–379. [Google Scholar] [CrossRef]
- Deshmukh, S.J.; Bhuyar, L.B. Transesterified Hingan (Balanites) Oil as a Fuel for Compression Ignition Engines. Biomass Bioenergy 2009, 33, 108–112. [Google Scholar] [CrossRef]
- Silitonga, A.S.; Mahlia, T.M.I.; Ong, H.C.; Riayatsyah, T.M.I.; Kusumo, F.; Ibrahim, H.; Dharma, S.; Gumilang, D. A Comparative Study of Biodiesel Production Methods for Reutealis trisperma Biodiesel. Energy Sources Part A Recovery Util. Environ. Eff. 2017, 39, 2006–2014. [Google Scholar] [CrossRef]
- Kansedo, J.; Lee, K.T. Process Optimization and Kinetic Study for Biodiesel Production from Non-Edible Sea Mango (Cerbera odollam) Oil Using Response Surface Methodology. Chem. Eng. J. 2013, 214, 157–164. [Google Scholar] [CrossRef]
- Shaah, M.A.; Allafi, F.; Hossain, M.S.; Alsaedi, A.; Ismail, N.; Kadir, M.O.A.; Ahmad, M.I. Candlenut Oil: Review on Oil Properties and Future Liquid Biofuel Prospects. Int. J. Energy Res. 2021, 45, 17057–17079. [Google Scholar] [CrossRef]
- Dierig, D.A.; Wang, G.; McCloskey, W.B.; Thorp, K.R.; Isbell, T.A.; Ray, D.T.; Foster, M.A. Lesquerella: New Crop Development and Commercialization in the U.S. Ind. Crops Prod. 2011, 34, 1381–1385. [Google Scholar] [CrossRef]
- Dawood, S.; Koyande, A.K.; Ahmad, M.; Mubashir, M.; Asif, S.; Klemeš, J.J.; Bokhari, A.; Saqib, S.; Lee, M.; Qyyum, M.A.; et al. Synthesis of Biodiesel from Non-Edible (Brachychiton populneus) Oil in the Presence of Nickel Oxide Nanocatalyst: Parametric and Optimisation Studies. Chemosphere 2021, 278, 130469. [Google Scholar] [CrossRef]
- Prabhu, A.; Venkata Ramanan, M.; Jayaprabakar, J. Production, Properties and Engine Characteristics of Jatropha Biodiesel—A Review. Int. J. Ambient. Energy 2021, 42, 1810–1814. [Google Scholar] [CrossRef]
- Gübitz, G.M.; Mittelbach, M.; Trabi, M. Exploitation of the Tropical Oil Seed Plant Jatropha curcas L. Bioresour. Technol. 1999, 67, 73–82. [Google Scholar] [CrossRef]
- Ewunie, G.A.; Morken, J.; Lekang, O.I.; Yigezu, Z.D. Factors Affecting the Potential of Jatropha curcas for Sustainable Biodiesel Production: A Critical Review. Renew. Sustain. Energy Rev. 2021, 137, 110500. [Google Scholar] [CrossRef]
- Singh, R.N.; Vyas, D.K.; Srivastava, N.S.L.; Narra, M. SPRERI Experience on Holistic Approach to Utilize All Parts of Jatropha curcas Fruit for Energy. Renew. Energy 2008, 33, 1868–1873. [Google Scholar] [CrossRef]
- García, A.; López, Y.; Karimi, K.; Benítez, A.; Lundin, M.; Taherzadeh, M.; Martín, C. Chemical and Physical Characterization and Acid Hydrolysis of a Mixture of Jatropha curcas Shells and Husks. Cell. Chem. Technol. 2015, 49, 737–744. [Google Scholar]
- Liang, Y.; Siddaramu, T.; Yesuf, J.; Sarkany, N. Fermentable Sugar Release from Jatropha Seed Cakes Following Lime Pretreatment and Enzymatic Hydrolysis. Bioresour. Technol. 2010, 101, 6417–6424. [Google Scholar] [CrossRef] [PubMed]
- Khuntia, H.K.; Chanakya, H.N.; Siddiqha, A.; Thomas, C.; Mukherjee, N.; Janardhana, N. Anaerobic Digestion of the Inedible Oil Biodiesel Residues for Value Addition. Sustain. Energy Technol. Assess. 2017, 22, 9–17. [Google Scholar] [CrossRef]
- Bateni, H.; Karimi, K.; Zamani, A.; Benakashani, F. Castor Plant for Biodiesel, Biogas, and Ethanol Production with a Biorefinery Processing Perspective. Appl. Energy 2014, 136, 14–22. [Google Scholar] [CrossRef]
- Abdelmoez, W.; Tayeb, A.M.; Mustafa, A.; Abdelhamid, M. Green Approach for Biodiesel Production from Jojoba Oil Supported by Process Modeling and Simulation. Int. J. Chem. React. Eng. 2016, 14, 185–193. [Google Scholar] [CrossRef]
- Arrutia, F.; Binner, E.; Williams, P.; Waldron, K.W. Oilseeds beyond Oil: Press Cakes and Meals Supplying Global Protein Requirements. Trends Food Sci. Technol. 2020, 100, 88–102. [Google Scholar] [CrossRef]
- Sharma, A.K.; Sahoo, P.K.; Mukherjee, M.; Patel, A. Assessment of Sustainable Biogas Production from Co-Digestion of Jatropha De-Oiled Cake and Cattle Dung Using Floating Drum Type Digester under Psychrophilic and Mesophilic Conditions. Clean. Technol. 2022, 4, 529–541. [Google Scholar] [CrossRef]
- Oruganti, R.K.; Gungupalli, M.P.; Bhattacharyya, D. Alkaline Hydrolysis for Yield of Glucose and Kraft Lignin from De-Oiled Jatropha curcas Waste: Multiresponse Optimization Using Response Surface Methodology. Biomass Convers. Biorefinery 2022. [Google Scholar] [CrossRef]
- Al-Zoubi, H.; Zubair, M.; Manzar, M.S.; Manda, A.A.; Blaisi, N.I.; Qureshi, A.; Matani, A. Comparative Adsorption of Anionic Dyes (Eriochrome Black T and Congo Red) onto Jojoba Residues: Isotherm, Kinetics and Thermodynamic Studies. Arab. J. Sci. Eng. 2020, 45, 7275–7287. [Google Scholar] [CrossRef]
- Gupta, A.; Kumar, A.; Sharma, S.; Vijay, V.K. Comparative Evaluation of Raw and Detoxified Mahua Seed Cake for Biogas Production. Appl. Energy 2013, 102, 1514–1521. [Google Scholar] [CrossRef]
- Doshi, P.; Srivastava, G. Sustainable Approach to Produce Bioethanol from Karanja (Pongamia pinnata) Oilseed Residue. Turk. J. Agric. 2013, 37, 781–788. [Google Scholar] [CrossRef]
- Madeira, J.V.; Macedo, J.A.; Macedo, G.A. Detoxification of Castor Bean Residues and the Simultaneous Production of Tannase and Phytase by Solid-State Fermentation Using Paecilomyces variotii. Bioresour. Technol. 2011, 102, 7343–7348. [Google Scholar] [CrossRef]
- Sharma, R.; Sheth, P.N.; Gujrathi, A.M. Kinetic Modeling and Simulation: Pyrolysis of Jatropha Residue de-Oiled Cake. Renew. Energy 2016, 86, 554–562. [Google Scholar] [CrossRef]
- Pari, L.; Suardi, A.; Longo, L.; Carnevale, M.; Gallucci, F. Jatropha curcas L. Pruning Residues for Energy: Characteristics of an Untapped By-Product. Energies 2018, 11, 1622. [Google Scholar] [CrossRef]
- Kaur, R.; Gera, P.; Jha, M.K.; Bhaskar, T. Hydrothermal Treatment of Pretreated Castor Residue for the Production of Bio-Oil. BioEnergy Res. 2023, 16, 517–527. [Google Scholar] [CrossRef]
- Grigoriou, A.H.; Ntalos, G.A. The Potential Use of Ricinus communis L. (Castor) Stalks as a Lignocellulosic Resource for Particleboards. Ind. Crops Prod. 2001, 13, 209–218. [Google Scholar] [CrossRef]
- Saleh, A.A.; Paray, B.A.; Dawood, M.A.O. Olive Cake Meal and Bacillus licheniformis Impacted the Growth Performance, Muscle Fatty Acid Content, and Health Status of Broiler Chickens. Animals 2020, 10, 695. [Google Scholar] [CrossRef]
- Cordeiro, C.N.; Freitas, E.R.; Nepomuceno, R.C.; Pinheiro, S.G.; Souza, D.H.; Watanabe, G.C.A.; Freitas, C.A.; Watanabe, P.H. Nutritional Composition, Metabolisable Energy and Total Use of Sunflower Seed Cake for Meat Quail. Braz. J. Poult. Sci. 2022, 24, eRBCA. [Google Scholar] [CrossRef]
- Rakita, S.; Kokić, B.; Manoni, M.; Mazzoleni, S.; Lin, P.; Luciano, A.; Ottoboni, M.; Cheli, F.; Pinotti, L. Cold-Pressed Oilseed Cakes as Alternative and Sustainable Feed Ingredients: A Review. Foods 2023, 12, 432. [Google Scholar] [CrossRef] [PubMed]
- Sunil, L.; Appaiah, P.; Prasanth Kumar, P.K.; Gopala Krishna, A.G. Preparation of Food Supplements from Oilseed Cakes. J. Food Sci. Technol. 2015, 52, 2998–3005. [Google Scholar] [CrossRef] [PubMed]
- Azari, S.R.; Hojjatoleslamy, M.; Mousavi, Z.E.; Kiani, H.; Jalali, S.M.A. Production and Optimization of Conjugated Linoleic and Eicosapentaenoic Acids by Bifidobacterium lactis in Cold-Pressed Soybean Cake. Front. Nutr. 2022, 9, 916728. [Google Scholar] [CrossRef] [PubMed]
- Ramachandran, S.; Singh, S.K.; Larroche, C.; Soccol, C.R.; Pandey, A. Oil Cakes and Their Biotechnological Applications—A Review. Bioresour. Technol. 2007, 98, 2000–2009. [Google Scholar] [CrossRef] [PubMed]
- Kethobile, E.; Ketlogetswe, C.; Gandure, J. Characterisation of the Non-Oil Jatropha Biomass Material for Use as a Source of Solid Fuel. Biomass Convers. Biorefinery 2020, 10, 1251–1267. [Google Scholar] [CrossRef]
- Arulprakasajothi, M.; Beemkumar, N.; Parthipan, J.; Battu, N. raju Investigating the Physio-Chemical Properties of Densified Biomass Pellet Fuels from Fruit and Vegetable Market Waste. Arab. J. Sci. Eng. 2020, 45, 563–574. [Google Scholar] [CrossRef]
- Al-Widyan, M.I.; Al-Muhtaseb, M.A. Experimental Investigation of Jojoba as a Renewable Energy Source. Energy Convers. Manag. 2010, 51, 1702–1707. [Google Scholar] [CrossRef]
- Luo, M.; Wang, S.; Wang, L.; Lv, M.; Qian, L.; Fu, H. Experimental Investigation of Co-Combustion of Coal and Biomass Using Chemical Looping Technology. Fuel Process. Technol. 2013, 110, 258–267. [Google Scholar] [CrossRef]
- Eswanto; Siahaan, J.R. Analysis of Castel Type Biomass Combustion Chamber Using Candlenut Shell Fuel for Patchouli Oil Purifying. J. Mech. Eng. Sci. 2018, 12, 3656–3670. [Google Scholar] [CrossRef]
- Pasciucco, F.; Francini, G.; Pecorini, I.; Baccioli, A.; Lombardi, L.; Ferrari, L. Valorization of Biogas from the Anaerobic Co-Treatment of Sewage Sludge and Organic Waste: Life Cycle Assessment and Life Cycle Costing of Different Recovery Strategies. J. Clean. Prod. 2023, 401, 136762. [Google Scholar] [CrossRef]
- Pecorini, I.; Peruzzi, E.; Albini, E.; Doni, S.; Macci, C.; Masciandaro, G.; Iannelli, R. Evaluation of MSW Compost and Digestate Mixtures for a Circular Economy Application. Sustainability 2020, 12, 3042. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of Lignocellulose: Formation of Inhibitory by-Products and Strategies for Minimizing Their Effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Gandla, M.L.; Tang, C.; Jönsson, L.J.; Martín, C. Enzymatic Saccharification of Lignocellulosic Biomass. In Enzymes in Agriculture and Industry; Agricultural Biocatalysis; Jenny Stanford Publishing: Singapore, 2022; Volume 9, pp. 413–469. [Google Scholar]
- Chacón-Navarrete, H.; Martín, C.; Moreno-García, J. Yeast Immobilization Systems for Second-Generation Ethanol Production: Actual Trends and Future Perspectives. Biofuels Bioprod. Biorefining 2021, 15, 1549–1565. [Google Scholar] [CrossRef]
- dos Santos, J.R.A.; Souto-Maior, A.M.; Gouveia, E.R.; Martín, C. Comparison of SHF and SSF processes from sugar cane bagasse for ethanol production by Saccharomyces cerevisiae|Comparação entre processos em SHF e em SSF de bagaço de cana-de-açúcar para a produção de etanol por Saccharomyces cerevisiae. Quím. Nova 2010, 33, 904–908. [Google Scholar] [CrossRef]
- Olguin-Maciel, E.; Singh, A.; Chable-Villacis, R.; Tapia-Tussell, R.; Ruiz, H.A. Consolidated Bioprocessing, an Innovative Strategy towards Sustainability for Biofuels Production from Crop Residues: An Overview. Agronomy 2020, 10, 1834. [Google Scholar] [CrossRef]
- Gupta, A.; Sharma, A.; Pathak, R.; Kumar, A.; Sharma, S. Solid State Fermentation of Non-Edible Oil Seed Cakes for Production of Proteases and Cellulases and Degradation of AntiNutritional Factors. J. Food Biotechnol. Res. 2018, 2, 1:4. [Google Scholar]
- Sadh, P.K.; Duhan, S.; Duhan, J.S. Agro-Industrial Wastes and Their Utilization Using Solid State Fermentation: A Review. Bioresour. Bioprocess. 2018, 5, 1. [Google Scholar] [CrossRef]
- Staubmann, R.; Foidl, G.; Foidl, N.; Gübitz, G.M.; Lafferty, R.M.; Arbizu, V.M.; Steiner, W. Biogas Production from Jatropha curcas Press-Cake. Appl. Biochem. Biotechnol. 1997, 63–65, 457–467. [Google Scholar] [CrossRef]
- Sinbuathong, N.; Munakata-Marr, J.; Sillapacharoenkul, B.; Chulalaksananukul, S. Effect of the Solid Content on Biogas Production from Jatropha curcas Seed Cake. Int. J. Glob. Warm. 2011, 3, 403–416. [Google Scholar] [CrossRef]
- Sinbuathong, N.; Sillapacharoenkul, B.; Khun-Anake, R.; Watts, D. Optimum Organic Loading Rate for Semi-Continuous Operation of an Anaerobic Process for Biogas Production from Jatropha curcas Seed Cake. Int. J. Glob. Warm. 2010, 2, 179–188. [Google Scholar] [CrossRef]
- Raheman, H.; Mondal, S. Biogas Production Potential of Jatropha Seed Cake. Biomass Bioenergy 2012, 37, 25–30. [Google Scholar] [CrossRef]
- Chandra, R.; Vijay, V.; Subbarao, P. A Study on Biogas Generation from Non-Edible Oil Seed Cakes: Potential and Prospects in India. In Proceedings of the 2nd Joint International Conference on Sustainable Energy and Environment, Bangkok, Thailand, 21–23 November 2006. [Google Scholar]
- Singhal, S.; Agarwal, S.; Singhal, N.; Sharma, R.; Sharma, R. Designing and Operation of Pilot Scale Continuous Stirred Tank Reactor for Continuous Production of Bio-Methane from Toxic Waste. Environ. Prog. Sustain. Energy 2019, 38, 198–200. [Google Scholar] [CrossRef]
- Sen, K.; Mahalingam, S.; Sen, B. Rapid and High Yield Biogas Production from Jatropha Seed Cake by Co-Digestion with Bagasse and Addition of Fe2+. Environ. Technol. 2013, 34, 2989–2994. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, T. Anaerobic Digestion of Jatropha curcas L. Press Cake and Effects of an Iron-Additive. Waste Manag. Res. 2011, 29, 1171–1176. [Google Scholar] [CrossRef] [PubMed]
- Chandra, R.; Vijay, V.K.; Subbarao, P.M.V.; Khura, T.K. Production of Methane from Anaerobic Digestion of Jatropha and Pongamia Oil Cakes. Appl. Energy 2012, 93, 148–159. [Google Scholar] [CrossRef]
- Barik, D.; Murugan, S. Assessment of Sustainable Biogas Production from De-Oiled Seed Cake of Karanja-an Organic Industrial Waste from Biodiesel Industries. Fuel 2015, 148, 25–31. [Google Scholar] [CrossRef]
- Deshpande, N.V.; Kale, N.W.; Deshmukh, S.J. A Study on Biogas Generation from Mahua (Madhuca indica) and Hingan (Balanites aegyaptiaca) Oil Seedcake. Energy Sustain. Dev. 2012, 16, 363–367. [Google Scholar] [CrossRef]
- Gollakota, K.G.; Meher, K.K. Effect of Particle Size, Temperature, Loading Rate and Stirring on Biogas Production from Castor Cake (Oil Expelled). Biol. Wastes 1988, 24, 243–249. [Google Scholar] [CrossRef]
- Muhammad, M.B.; Chandra, R. Enhancing Biogas and Methane Production from Leaf Litter of Neem by Co-Digestion with Vegetable Waste: Focus on the Effect of Tannin. Biomass Bioenergy 2021, 147, 106007. [Google Scholar] [CrossRef]
- Tambone, F.; Pradella, M.; Bedussi, F.; Adani, F. Moringa oleifera Lam. as an Energy Crop for Biogas Production in Developing Countries. Biomass Convers. Biorefinery 2020, 10, 1083–1089. [Google Scholar] [CrossRef]
- Gaul, M. An Analysis Model for Small-Scale Rural Energy Service Pathway—Applied to Jatropha-Based Energy Services in Sumbawa, Indonesia. Energy Sustain. Dev. 2012, 16, 283–296. [Google Scholar] [CrossRef]
- Palit, D.; Malhotra, R.; Mande, S. Enhancing Viability of Biofuel-Based Decentralized Power Projects for Rural Electrification in India. Environ. Dev. Sustain. 2017, 19, 263–283. [Google Scholar] [CrossRef]
- Momayez, F.; Hedenström, M.; Stagge, S.; Jönsson, L.J.; Martín, C. Valorization of Hydrolysis Lignin from a Spruce-Based Biorefinery by Applying γ-Valerolactone Treatment. Bioresour. Technol. 2022, 359, 127466. [Google Scholar] [CrossRef] [PubMed]
- Martín, C.; García, A.; Schreiber, A.; Puls, J.; Saake, B. Combination of Water Extraction with Dilute-Sulphuric Acid Pretreatment for Enhancing the Enzymatic Hydrolysis of Jatropha curcas Shells. Ind. Crops Prod. 2015, 64, 233–241. [Google Scholar] [CrossRef]
- Marasabessy, A.; Kootstra, A.M.J.; Sanders, J.P.; Weusthuis, R.A. Dilute H2SO4-Catalyzed Hydrothermal Pretreatment to Enhance Enzymatic Digestibility of Jatropha curcas Fruit Hull for Ethanol Fermentation. Int. J. Energy Environ. Eng. 2012, 3, 15. [Google Scholar] [CrossRef]
- Kumar, G.; Sen, B.; Lin, C.-Y. Pretreatment and Hydrolysis Methods for Recovery of Fermentable Sugars from De-Oiled Jatropha Waste. Bioresour. Technol. 2013, 145, 275–279. [Google Scholar] [CrossRef] [PubMed]
- Kumar, G.; Sen, B.; Sivagurunathan, P.; Lin, C.-Y. High Rate Hydrogen Fermentation of Cello-Lignin Fraction in de-Oiled Jatropha Waste Using Hybrid Immobilized Cell System. Fuel 2016, 182, 131–140. [Google Scholar] [CrossRef]
- Garza, J.a.R.L.; Castillo-Quiroz, D.; Ríos-González, L.; Morales-Martínez, T.; González-Fuentes, J.A.; Valdez-Aguilar, L.; Medina-Morales, M.A. Autohydrolysis Pretreatment of Castor Plant Pruning Residues to Enhance Enzymatic Digestibility and Bioethanol Production. Bioresources 2020, 15, 6206–6216. [Google Scholar] [CrossRef]
- Abada, E.; Al-Fifi, Z.; Osman, M. Bioethanol Production with Carboxymethylcellulase of Pseudomonas poae Using Castor Bean (Ricinus communis L.) Cake. Saudi J. Biol. Sci. 2019, 26, 866–871. [Google Scholar] [CrossRef]
- Radhakumari, M.; Taha, M.; Shahsavari, E.; Bhargava, S.K.; Satyavathi, B.; Ball, A.S. Pongamia pinnata Seed Residue—A Low Cost Inedible Resource for on-Site/in-House Lignocellulases and Sustainable Ethanol Production. Renew. Energy 2017, 103, 682–687. [Google Scholar] [CrossRef]
- Hernández, E.; García, A.; López, M.; Puls, J.; Parajó, J.C.; Martín, C. Dilute Sulphuric Acid Pretreatment and Enzymatic Hydrolysis of Moringa oleifera Empty Pods. Ind. Crops Prod. 2013, 44, 227–231. [Google Scholar] [CrossRef]
- Montaño, H.F.; Rincón, S.L.; Serrato, J.C. Study of the Influence of Dilute Acid Pre-Treatment Conditions on Glucose Recovery from Jatropha curcas Lam for Fuel-Ethanol Production. Int. J. Green Energy 2017, 14, 613–623. [Google Scholar] [CrossRef]
- Harry-O’kuru, R.E.; Gordon, S.H.; Klokkenga, M. Bio-Generation of Succinic Acid by Fermentation of Physaria fendleri Seed Polysaccharides. Ind. Crops Prod. 2015, 77, 116–122. [Google Scholar] [CrossRef]
- Kumar, G.; Sivagurunathan, P.; Lin, C.-Y. Influence of Various Combinations of Heat Pretreatment on Hydrogen Fermentation from Deoiled Jatropha Waste Using Microflora. Environ. Eng. Manag. J. 2019, 18, 1–7. [Google Scholar] [CrossRef]
- Qureshi, N.; Harry-O’kuru, R.; Liu, S.; Saha, B. Yellow Top (Physaria fendleri) Presscake: A Novel Substrate for Butanol Production and Reduction in Environmental Pollution. Biotechnol. Prog. 2019, 35, e2767. [Google Scholar] [CrossRef] [PubMed]
- Chang, P.-C.; Hsu, H.-Y.; Jang, G.-W. Biological Routes to Itaconic and Succinic Acids. Phys. Sci. Rev. 2016, 1, 20160052. [Google Scholar] [CrossRef]
- Jiang, L.; Fang, Z.; Li, X.-K.; Luo, J. Production of 2,3-Butanediol from Cellulose and Jatropha Hulls after Ionic Liquid Pretreatment and Dilute-Acid Hydrolysis. AMB Express 2013, 3, 48. [Google Scholar] [CrossRef]
- Ancuța, P.; Sonia, A. Oil Press-Cakes and Meals Valorization through Circular Economy Approaches: A Review. Appl. Sci. 2020, 10, 7432. [Google Scholar] [CrossRef]
- Ilmi, M.; Hidayat, C.; Hastuti, P.; Heeres, H.J.; van der Maarel, M.J.E.C. Utilisation of Jatropha Press Cake as Substrate in Biomass and Lipase Production from Aspergillus niger 65I6 and Rhizomucor miehei CBS 360.62. Biocatal. Agric. Biotechnol. 2017, 9, 103–107. [Google Scholar] [CrossRef]
- El-Ghonemy, D.H. Optimization of Extracellular Ethanol-Tolerant β-Glucosidase Production from a Newly Isolated Aspergillus sp. DHE7 via Solid State Fermentation Using Jojoba Meal as Substrate: Purification and Biochemical Characterization for Biofuel Preparation. J. Genet. Eng. Biotechnol. 2021, 19, 45. [Google Scholar] [CrossRef]
- Quiroz-Castañeda, R.E.; Pérez-Mejía, N.; Martínez-Anaya, C.; Acosta-Urdapilleta, L.; Folch-Mallol, J. Evaluation of Different Lignocellulosic Substrates for the Production of Cellulases and Xylanases by the Basidiomycete Fungi Bjerkandera adusta and Pycnoporus sanguineus. Biodegradation 2011, 22, 565–572. [Google Scholar] [CrossRef] [PubMed]
- Vázquez-Montoya, E.L.; Castro-Ochoa, L.D.; Maldonado-Mendoza, I.E.; Luna-Suárez, S.; Castro-Martínez, C. Moringa Straw as Cellulase Production Inducer and Cellulolytic Fungi Source. Rev. Argent. Microbiol. 2020, 52, 4–12. [Google Scholar] [CrossRef] [PubMed]
- Mahanta, N.; Gupta, A.; Khare, S.K. Production of Protease and Lipase by Solvent Tolerant Pseudomonas aeruginosa PseA in Solid-State Fermentation Using Jatropha curcas Seed Cake as Substrate. Bioresour. Technol. 2008, 99, 1729–1735. [Google Scholar] [CrossRef]
- Joshi, C.; Khare, S.K. Utilization of Deoiled Jatropha curcas Seed Cake for Production of Xylanase from Thermophilic Scytalidium thermophilum. Bioresour. Technol. 2011, 102, 1722–1726. [Google Scholar] [CrossRef]
- Dave, B.R.; Sudhir, A.P.; Pansuriya, M.; Raykundaliya, D.P.; Subramanian, R.B. Utilization of Jatropha Deoiled Seed Cake for Production of Cellulases under Solid-State Fermentation. Bioprocess. Biosyst. Eng. 2012, 35, 1343–1353. [Google Scholar] [CrossRef] [PubMed]
- Ncube, T.; Howard, R.L.; Abotsi, E.K.; van Rensburg, E.L.J.; Ncube, I. Jatropha Curcas Seed Cake as Substrate for Production of Xylanase and Cellulase by Aspergillus niger FGSCA733 in Solid-State Fermentation. Ind. Crops Prod. 2012, 37, 118–123. [Google Scholar] [CrossRef]
- Godoy, M.G.; Gutarra, M.L.E.; Maciel, F.M.; Felix, S.P.; Bevilaqua, J.V.; Machado, O.L.T.; Freire, D.M.G. Use of a Low-Cost Methodology for Biodetoxification of Castor Bean Waste and Lipase Production. Enzym. Microb. Technol. 2009, 44, 317–322. [Google Scholar] [CrossRef]
- Godoy, M.G.; Gutarra, M.L.E.; Castro, A.M.; Machado, O.L.T.; Freire, D.M.G. Adding Value to a Toxic Residue from the Biodiesel Industry: Production of Two Distinct Pool of Lipases from Penicillium simplicissimum in Castor Bean Waste. J. Ind. Microbiol. Biotechnol. 2011, 38, 945–953. [Google Scholar] [CrossRef]
- Herculano, P.N.; Lima, D.M.M.; Fernandes, M.J.S.; Neves, R.P.; Souza-Motta, C.M.; Porto, A.L.F. Isolation of Cellulolytic Fungi from Waste of Castor (Ricinus communis L.). Curr. Microbiol. 2011, 62, 1416–1422. [Google Scholar] [CrossRef]
- Seshagiri, S.; Parthiban, B.; Reddy, N. Production, Properties and Applications of Proteases from Pongamia Oil Seed Cakes. J. Appl. Polym. Sci. 2023, 140, e54280. [Google Scholar] [CrossRef]
- Leite, P.; Sousa, D.; Fernandes, H.; Ferreira, M.; Costa, A.R.; Filipe, D.; Gonçalves, M.; Peres, H.; Belo, I.; Salgado, J.M. Recent Advances in Production of Lignocellulolytic Enzymes by Solid-State Fermentation of Agro-Industrial Wastes. Curr. Opin. Green Sustain. Chem. 2021, 27, 100407. [Google Scholar] [CrossRef]
- Pfeil, M.; Tobío-Pérez, I.; Denfeld, D.; Díaz, Y.; Pohl, S.; Piloto-Rodríguez, R. Characterization and Assessment of Jatropha curcas and Moringa oleifera Husk and Their Potential Use in Gasification. Energ. Ecol. Environ. 2021, 6, 170–182. [Google Scholar] [CrossRef]
- Parascanu, M.M.; Sandoval-Salas, F.; Soreanu, G.; Valverde, J.L.; Sanchez-Silva, L. Valorization of Mexican Biomasses through Pyrolysis, Combustion and Gasification Processes. Renew. Sustain. Energy Rev. 2017, 71, 509–522. [Google Scholar] [CrossRef]
- Majhi, A.; Sharma, Y.K.; Naik, D.V.; Chauhan, R. The Production and Evaluation of Bio-Oil Obtained from the Jatropha curcas Cake. Energy Sources Part A Recovery Util. Environ. Eff. 2015, 37, 1782–1789. [Google Scholar] [CrossRef]
- Sun, K.; Jiang, J. chun Preparation and Characterization of Activated Carbon from Rubber-Seed Shell by Physical Activation with Steam. Biomass Bioenergy 2010, 34, 539–544. [Google Scholar] [CrossRef]
- Onorevoli, B.; da Silva Maciel, G.P.; Machado, M.E.; Corbelini, V.; Caramão, E.B.; Jacques, R.A. Characterization of Feedstock and Biochar from Energetic Tobacco Seed Waste Pyrolysis and Potential Application of Biochar as an Adsorbent. J. Environ. Chem. Eng. 2018, 6, 1279–1287. [Google Scholar] [CrossRef]
- Sowmya Dhanalakshmi, C.; Madhu, P. Biofuel Production of Neem Wood Bark (Azadirachta indica) through Flash Pyrolysis in a Fluidized Bed Reactor and Its Chromatographic Characterization. Energy Sources Part A Recovery Util. Environ. Eff. 2021, 43, 428–443. [Google Scholar] [CrossRef]
- Vinayaka, D.L.; Guna, V.; Madhavi, D.; Arpitha, M.; Reddy, N. Ricinus Communis Plant Residues as a Source for Natural Cellulose Fibers Potentially Exploitable in Polymer Composites. Ind. Crops Prod. 2017, 100, 126–131. [Google Scholar] [CrossRef]
- Kumode, M.M.N.; Bolzon, G.I.M.; Magalhães, W.L.E.; Kestur, S.G. Microfibrillated Nanocellulose from Balsa Tree as Potential Reinforcement in the Preparation of ‘Green’ Composites with Castor Seed Cake. J. Clean. Prod. 2017, 149, 1157–1163. [Google Scholar] [CrossRef]
- Rahman, M.M.; Netravali, A.N. Micro-Fibrillated Cellulose Reinforced Eco-Friendly Polymeric Resin from Non-Edible ‘Jatropha curcas’ Seed Waste after Biodiesel Production. RSC Adv. 2016, 6, 47101–47111. [Google Scholar] [CrossRef]
- Patil, N.V.; Rahman, M.M.; Netravali, A.N. “Green” Composites Using Bioresins from Agro-Wastes and Modified Sisal Fibers. Polym. Compos. 2019, 40, 99–108. [Google Scholar] [CrossRef]
- Rantheesh, J.; Indran, S.; Raja, S.; Siengchin, S. Isolation and Characterization of Novel Micro Cellulose from Azadirachta indica A. Juss Agro-Industrial Residual Waste Oil Cake for Futuristic Applications. Biomass Convers. Biorefinery 2023, 13, 4393–4411. [Google Scholar] [CrossRef]
- Sajithkumar, K.J.; Visakh, P.M.; Ramasamy, E.V. Moringa Oleifera (Drum Stick Vegetable Fibre) Based Nanocomposites with Natural Rubber: Preparation and Characterizations. Waste Biomass Valor. 2016, 7, 1227–1234. [Google Scholar] [CrossRef]
- Evon, P.; Kartika, I.A.; Rigal, L. New Renewable and Biodegradable Particleboards from Jatropha Press Cakes. J. Renew. Mater. 2014, 2, 52–65. [Google Scholar] [CrossRef]
- Liu, C.; Wang, S.; Wang, B.; Song, G. Catalytic Hydrogenolysis of Castor Seeds C-Lignin in Deep Eutectic Solvents. Ind. Crops Prod. 2021, 169, 113666. [Google Scholar] [CrossRef]
- Li, Y.; Shuai, L.; Kim, H.; Motagamwala, A.H.; Mobley, J.K.; Yue, F.; Tobimatsu, Y.; Havkin-Frenkel, D.; Chen, F.; Dixon, R.A.; et al. An “Ideal Lignin” Facilitates Full Biomass Utilization. Sci. Adv. 2018, 4, eaau2968. [Google Scholar] [CrossRef]
- Kandasamy, G.; Shaleh, S.R.M. Flotation Removal of the Microalga Nannochloropsis Sp. Using Moringa Protein–Oil Emulsion: A Novel Green Approach. Bioresour. Technol. 2018, 247, 327–331. [Google Scholar] [CrossRef]
- Feki, F.; Klisurova, D.; Masmoudi, M.A.; Choura, S.; Denev, P.; Trendafilova, A.; Chamkha, M.; Sayadi, S. Optimization of Microwave Assisted Extraction of Simmondsins and Polyphenols from Jojoba (Simmondsia chinensis) Seed Cake Using Box-Behnken Statistical Design. Food Chem. 2021, 356, 129670. [Google Scholar] [CrossRef]
- Oskoueian, E.; Abdullah, N.; Ahmad, S.; Saad, W.Z.; Omar, A.R.; Ho, Y.W. Bioactive Compounds and Biological Activities of Jatropha curcas L. Kernel Meal Extract. Int. J. Mol. Sci. 2011, 12, 5955–5970. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment of Lignocellulosic Materials for Efficient Bioethanol Production. In Biofuels; Advances in Biochemical Engineering/Biotechnology; Olsson, L., Ed.; Springer: Berlin, Heidelberg, 2007; pp. 41–65. ISBN 978-3-540-73651-6. [Google Scholar]
- Galbe, M.; Wallberg, O. Pretreatment for Biorefineries: A Review of Common Methods for Efficient Utilisation of Lignocellulosic Materials. Biotechnol. Biofuels 2019, 12, 294. [Google Scholar] [CrossRef]
- Kumar, B.; Bhardwaj, N.; Agrawal, K.; Chaturvedi, V.; Verma, P. Current Perspective on Pretreatment Technologies Using Lignocellulosic Biomass: An Emerging Biorefinery Concept. Fuel Process. Technol. 2020, 199, 106244. [Google Scholar] [CrossRef]
- Martín, C.; Dixit, P.; Momayez, F.; Jönsson, L.J. Hydrothermal Pretreatment of Lignocellulosic Feedstocks to Facilitate Biochemical Conversion. Front. Bioeng. Biotechnol. 2022, 10, 846592. [Google Scholar] [CrossRef] [PubMed]
- Sidana, A.; Yadav, S.K. Recent Developments in Lignocellulosic Biomass Pretreatment with a Focus on Eco-Friendly, Non-Conventional Methods. J. Clean. Prod. 2022, 335, 130286. [Google Scholar] [CrossRef]
- Visser, E.M.; Oliveira Filho, D.; Tótola, M.R.; Martins, M.A.; Guimarães, V.M. Simultaneous Saccharification and Fermentation (SSF) of Jatropha curcas Shells: Utilization of Co-Products from the Biodiesel Production Process. Bioprocess. Biosyst. Eng. 2012, 35, 801–807. [Google Scholar] [CrossRef] [PubMed]
- García, A.; Cara, C.; Moya, M.; Rapado, J.; Puls, J.; Castro, E.; Martín, C. Dilute Sulphuric Acid Pretreatment and Enzymatic Hydrolysis of Jatropha curcas Fruit Shells for Ethanol Production. Ind. Crops Prod. 2014, 53, 148–153. [Google Scholar] [CrossRef]
- Kumar, R.; Satlewal, A.; Sharma, S.; Kagdiyal, V.; Gupta, R.P.; Tuli, D.K.; Malhotra, R.K. Investigating Jatropha Prunings as a Feedstock for Producing Fermentable Sugars and Chemical Treatment for Process Optimization. J. Renew. Sustain. Energy 2014, 6, 033118. [Google Scholar] [CrossRef]
- Rahimi, V.; Shafiei, M.; Karimi, K. Techno-Economic Study of Castor Oil Crop Biorefinery: Production of Biodiesel without Fossil-Based Methanol and Lignoethanol Improved by Alkali Pretreatment. Agronomy 2020, 10, 1538. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kuila, A.; Tuli, D.K.; Banerjee, R. Enzymatic Depolymerization of Ricinus communis, a Potential Lignocellulosic for Improved Saccharification. Biomass Bioenergy 2011, 35, 3584–3591. [Google Scholar] [CrossRef]
- Deshmukh, M.; Pande, A.; Marathe, A. Different Particle Size Study of Castor Deoiled Cake for Biofuel Production with an Environmental Sustainability Perspective. Heliyon 2022, 8, e09710. [Google Scholar] [CrossRef]
- Zhong, L.; Wang, C.; Yang, G.; Chen, J.; Xu, F.; Geun Yoo, C.; Lyu, G. Rapid and Efficient Microwave-Assisted Guanidine Hydrochloride Deep Eutectic Solvent Pretreatment for Biological Conversion of Castor Stalk. Bioresour. Technol. 2022, 343, 126022. [Google Scholar] [CrossRef]
- Atelge, M.R.; Atabani, A.E.; Banu, J.R.; Krisa, D.; Kaya, M.; Eskicioglu, C.; Kumar, G.; Lee, C.; Yildiz, Y.Ş.; Unalan, S.; et al. A Critical Review of Pretreatment Technologies to Enhance Anaerobic Digestion and Energy Recovery. Fuel 2020, 270, 117494. [Google Scholar] [CrossRef]
- Millati, R.; Wikandari, R.; Ariyanto, T.; Putri, R.U.; Taherzadeh, M.J. Pretreatment Technologies for Anaerobic Digestion of Lignocelluloses and Toxic Feedstocks. Bioresour. Technol. 2020, 304, 122998. [Google Scholar] [CrossRef] [PubMed]
- Ewunie, G.A.; Yigezu, Z.D.; Morken, J. Biochemical Methane Potential of Jatropha Curcas Fruit Shell: Comparative Effect of Mechanical, Steam Explosion and Alkaline Pretreatments. Biomass Convers. Biorefinery 2022, 12, 4081–4094. [Google Scholar] [CrossRef]
- Ewunie, G.A.; Yigezu, Z.D.; Morken, J. Biochemical Methane Potential of Jatropha Press Cake: Effect of Steam Explosion Pretreatment and Co-Digestion with Crude Glycerol. J. Renew. Sustain. Energy 2020, 12, 063102. [Google Scholar] [CrossRef]
- Ewunie, G.A.; Morken, J.; Yigezu, Z.D. Alkaline and Co-Digestion Pretreatments: Process Optimization for Enhancing the Methane Yield of Jatropha Press Cake. Biomass Convers. Biorefinery 2021, 11, 971–988. [Google Scholar] [CrossRef]
- Gunaseelan, V.N. Biogas Production from Pongamia Biomass Wastes and a Model to Estimate Biodegradability from Their Composition. Waste Manag. Res. 2014, 32, 131–139. [Google Scholar] [CrossRef]
- Jabłoński, S.J.; Kułażyński, M.; Sikora, I.; Łukaszewicz, M. The Influence of Different Pretreatment Methods on Biogas Production from Jatropha curcas Oil Cake. J. Environ. Manag. 2017, 203, 714–719. [Google Scholar] [CrossRef]
- Quezada-Morales, D.L.; Campos-Guillén, J.; De Moure-Flores, F.J.; Amaro-Reyes, A.; Martínez-Martínez, J.H.; Chaparro-Sánchez, R.; Zavala-Gómez, C.E.; Flores-Macías, A.; Figueroa-Brito, R.; Rodríguez-Morales, J.A.; et al. Effect of Pretreatments on the Production of Biogas from Castor Waste by Anaerobic Digestion. Fermentation 2023, 9, 399. [Google Scholar] [CrossRef]
- IRP International Resource Panel. Global Resources Outlook; United Nations Environment Programme: Nairobi, Kenya, 2018. [Google Scholar]
Figure 1.
Dynamics of biodiesel production between 2018 and 2021 by the leading world producers [9]. Mb/d, million barrels per day.
Figure 1.
Dynamics of biodiesel production between 2018 and 2021 by the leading world producers [9]. Mb/d, million barrels per day.

Figure 2.
Overview of residues generated during obtention of oil from non-edible oilseed-bearing plant species for producing biodiesel.
Figure 2.
Overview of residues generated during obtention of oil from non-edible oilseed-bearing plant species for producing biodiesel.

Figure 3.
General scheme of valorization approaches for non-edible oilseed residues. Bioconversion routes are shown with green lines. Bioconversion products are in green blocks.
Figure 3.
General scheme of valorization approaches for non-edible oilseed residues. Bioconversion routes are shown with green lines. Bioconversion products are in green blocks.

Figure 4.
Classification of pretreatment methods applicable to lignocellulosic materials. DES, Deep eutectic solvents; AFEX, ammonia freeze explosion; LHW, liquid hot water. Based on Kumar et al. [155].
Figure 4.
Classification of pretreatment methods applicable to lignocellulosic materials. DES, Deep eutectic solvents; AFEX, ammonia freeze explosion; LHW, liquid hot water. Based on Kumar et al. [155].

Table 1.
Summary of relevant non-edible oilseeds and plants described in this review.
| Plant Name | Oil Content 1, % (w/w) | Oil Yield, kg/ha | Web of Science Entries 2 |
|---|---|---|---|
| Jatropha (Jatropha curcas) | 20.0–60.0 [19,20,21,22] | 1590–2500 3 [23,24] | 3634 |
| Castor (Ricinus communis) | 35.0–60.0 [19,21,25] | 1188 [24] | 1025 |
| Karanja (Pongamia pinnata) | 27.0–40.0 [24,26,27] | 225–2250 [24] | 589 |
| Polanga (Calophyllum inophyllum) | 50–70 [28] | 2000 [29] | 482 |
| Rubber seed (Hevea brasiliensis) | 40.0–50.0 [24] | 80–120 [24] | 442 |
| Mahua (Madhuca longifolia) | 30.0–50.0 [8,30] | 2700 [31] | 271 |
| Neem (Azadirachta indica) | 20.0–50.0 [19,29,32] | 2000–4000 [33] | 270 |
| Tung (Vernicia fordii) | 30–40 [34] | 300–400 [35] | 200 |
| Moringa (Moringa oleifera) | 38.1–42.0 [19,36] | 2000 4 [36] | 191 |
| Kapok (Ceiba pentandra) | 25–28 [37] | 1280 [38] | 175 |
| Jojoba (Simmondsia chinensis) | 40.0–55.0 [8,29] | 1818 [39] | 114 |
| Tobacco (Nicotiana tabacum) | 30.0–49.0 [29,40,41,42] | 2200 5 [40] | 90 |
| Yellow oleander (Thevetia peruviana) | 60–65 [43] | 1750 [33] | 34 |
| Hingan (Balanites aegyptiaca) | 45.0–47.0 [44] | 1800 6 | 24 |
| Trisperma (Aleurites trisperma, also known as Reutealis trisperma) | 62.0 [19] | 400 [45] | 20 |
| Sea mango (Cerbera odollam) | 40.0–60.0 [24,46] | 1900–2400 [18] | 20 |
| Candlenut (Aleurites moluccana, also known as A. moluccanus) | 56.3–60.0 [19,47] | 3200 [47] | 16 |
| Bladderpod (Physaria fendleri, formerly known as Lesquerella fendleri) | 45.0 [48] | N.R. | 6 |
| Kurrajong (Brachychiton populneus) | 41% [49] | N.R. | 2 |
1 The given content corresponds to the seed kernel; 2 Number of entries resulting from search algorithm “common name” OR “scientific name” AND “biodiesel”; 3 kg/ha; 4 L biodiesel/ha; 5 L/ha per year; 6 kg seeds/ha; N.R., not reported.
Table 3.
Examples of enzyme production from residues of non-edible oilseed species.
| Source | Microorganism(s) | Enzyme(s) | Application | Ref. |
|---|---|---|---|---|
| Jatropha seed cake | Pseudomonas aeruginosa | Protease, lipase | Industrial enzyme production | [126] |
| Aspergillus niger, Rhizomucor miehei | Lipase | Enzyme production | [122] | |
| Paecilomyces variotii | Cellulases | Biofuel production | [88] | |
| Scytadilium thermophilum | Xylanase | Biobleaching of paper pulp | [127] | |
| Thermoascus aurantiacus | Cellulases | Saccharification of sugarcane bagasse | [128] | |
| A. niger | Cellulase, xylanase | Biofuel production | [129] | |
| Jatropha seed husk | Bjerkandera adusta Pycnoporus sanguineus | Cellulases, xylanases | Screening of inducible enzyme activity on lignocellulosic residues | [124] |
| Castor bean waste | Penicillium simplicissimum | Lipases | Ricin detoxification and biodiesel enzyme production | [130] |
| Penicillium simplicissimum | Lipases | Biodiesel enzyme production | [131] | |
| Aspergillus spp., Emericela spp., Rhodotorula spp. | CMCase, FPase, β-glucosidase | Screening of fungal isolates for cellulase activity | [132] | |
| Pa. varoitii | Tannase, phytase | Ricin detoxification, phytate phosphate release | [65] | |
| Jojoba meal | Aspergillus spp. | Extracellular β-glucosidase | Biofuel production, fortification of T. reesei cellulases | [123] |
| Karanja seed residue | Spingomonas echinoides, Iprex lacteus | Endo- and exoglucanases, xylanase, laccase | Biofuel production | [113] |
| A. niger, Bacillus licheniformis, Acinetobacter pittii | Proteases | Enzyme production, gelatin film breakdown | [133] | |
| Moringa straw | Penicillium funiculosum, Fusarium verticillioides, Cladosporium cladosporoides | CMCase, FPase, β-glucosidase | Screening of fungal isolates for cellulase activity | [125] |
| Mahua seed cake | A. niger | Proteases | ANF detoxification | [88] |
Table 4.
Overview of enzymes produced by solid-state fermentation (SSF) on non-edible oilseed residues. Enzyme classification numbers are provided where applicable.
Table 4.
Overview of enzymes produced by solid-state fermentation (SSF) on non-edible oilseed residues. Enzyme classification numbers are provided where applicable.
| Enzyme | Microorganism | Substrate | SSF Length | Max. Activity (U/g Substrate) | Ref. |
|---|---|---|---|---|---|
| Lipase (EC 3.1.1.3) | P. aeruginosa | Jatropha seed cake | 120 h | 620 | [126] |
| P. simplicissimum | Castor cake | 96 h | 44.8 | [130] | |
| P. simplicissimum | Castor cake | 120 h | 155 | [131] | |
| Tannase (EC 3.1.1.20) | Pa. varoitii | Castor cake | 48 h | 2600 | [132] |
| Phytase (EC 3.1.3.8/.26) | Pa. varoitii | Castor cake | 72 h | 260 | [65] |
| Cellulase (FPase 1) (EC 3.2.x.x) | Th. aurantiacus | Jatropha seed cake | 6 days | 4.9 | [128] |
| Pa. variotii | Jatropha seed cake | 4 days | 27.3 | [88] | |
| Endoglucanse (CMCase 2) (EC 3.2.1.4) | Th. aurantiacus | Jatropha seed cake | 6 days | 124.4 | [128] |
| Aspergillus niger FGSCA733 | Jatropha seed cake | 120 h | 3974 | [128] | |
| Spingomonas echinoides | Karanja seed residue | 8 days | 16.2 | [113] | |
| Iprex lacteus | Karanja seed residue | 8 days | 49.2 | [113] | |
| Exoglucanase (EC 3.2.1.9) | S. echinoides | Karanja seed residue | 8 days | 23.4 | [113] |
| Iprex lacteus | Karanja seed residue | 8 days | 31.2 | [113] | |
| β-glucosidase (EC 3.2.1.21) | Th. aurantiacus | Jatropha seed cake | 6 days | 28.9 | [128] |
| Aspergillus sp. DHE7 | Jojoba meal | 72 h | 153 | [15] | |
| Xylanase (EC 3.2.1.8) | Scytadilium thermophilum | Jatropha seed cake | 9 days | 1455 | [127] |
| A. niger FGSCA733 | Jatropha seed cake | 48 h | 6087 | [128] | |
| S. echinoides | Karanja seed residue | 8 days | 4.8 | [113] | |
| I. lacteus | Karanja seed residue | 8 days | 16.2 | [113] | |
| Protease (EC 3.4.x.x) | P. aeruginosa PseA | Jatropha seed cake | 72 h | 1800 | [126] |
| A. niger | Mahua deoiled seed cake | 2 days | 52.5 | [88] | |
| A. niger | Karanja seed residue | 7 days | 3.7 | [133] | |
| Acinetobacter pittii | Karanja seed residue | 7 days | 1.8 | [133] | |
| B. licheniformis | Karanja seed residue | 48 h | 2.1 | [133] |
1 Filter paper as substrate; 2 carboxymethyl cellulose as substrate.
Table 5.
Examples of pretreatment of residues of non-edible oilseed-bearing plants for sugar-platform bioconversion.
Table 5.
Examples of pretreatment of residues of non-edible oilseed-bearing plants for sugar-platform bioconversion.
| Pretreatment Method | Material | Targeted Product (TP), Experimental Conditions (EC), and Results (R) | Ref. |
|---|---|---|---|
| Dilute-acid pretreatment | Jatropha shells | TP: ethanol EC: 121 °C, 1 h, 0.5% H2SO4; SiSF R: Yield of pretreated solids: 73%, maximum cellulose-to-ethanol conversion: 40.4%. | [158] |
| Dilute-acid pretreatment | Jatropha shells | TP: ethanol EC: SiSF applied to pretreated materials at optimized conditions (0.9% H2SO4, 178 °C, 30 min) R: ethanol yield: 72% of theoretical one | [108] |
| Dilute-acid pretreatment | Jatropha shells | TPs: glucose and ethanol EC: Temperature (110–150 °C), H2SO4 concentration (0.5–2.5%) and time (15–45 min) were optimized following a Box-Behnken design R: Optimal values: 136 °C, 1.5% H2SO4, 30 min. | [159] |
| Dilute-acid pretreatment combined with water extraction | Jatropha shells | TP: glucose EC: Water extraction followed by pretreatment with H2SO4 (0.1–1.5%) at 110–180 °C for 20–60 min; ES R: 84% cellulose conversion for pre-extracted shells and 71.5% for non-extracted shells. | [107] |
| Dilute-acid pretreatment | Jatropha pruning residues | TP: fermentable sugars and ethanol EC: H2SO4 concentration (2.5–10.0%), temperature (120–180 °C), and time (5–45 min) R: the effect of the operational conditions on xylan hydrolysis, xylose degradation, and ES of cellulose was assessed. | [160] |
| Dilute-acid pretreatment | Moringa empty pods | TP: glucose EC: 1% (w/w) H2SO4, 130–190 °C, 10–30 min; ES R: around 90% cellulose recovery in pretreatment and up to 84% conversion in ES. | [114] |
| Dilute-acid pretreatment | Moringa stem and leaves | TP: glucose and ethanol EC: 175–195 °C, 5–15 min, 0.5–4.0% (w/w) H2SO4 R: highest glucose yield (35.1 g/100 g) achieved for hydrolysis of material pretreated at 185 °C, 2% w/w acid, and 5 min. | [115] |
| Dilute-acid pretreatment | Karanja defatted kernel and hull | TP: ethanol EC: 0.5% H2SO4, 121 °C, 15 psi, 90 min, hydrolysis with 5% H2SO4 at 50 °C for 70 h. Fermentation with commercial yeast. | [64] |
| Acid pretreatment (HCl) | De-oiled jatropha waste | TP: hydrogen EC: Pretreatment with 2% (v/v) HCl at LSR 10, followed by enzymatic hydrolysis with Viscozyme and hydrogen fermentation using a hybrid immobilized cell system. | [110] |
| Alkaline pretreatment | Jatropha shells | TP: ethanol EC: NaOH (1% NaOH), 121 °C, 1 h; SiSF R: Yield of pretreated solids: 50.4%; pretreatment solubilized 63% of lignin but retained 93% of the cellulose and 99% of the xylan; maximum cellulose-to-ethanol conversion: 41%. | [158] |
| Alkaline pretreatment | De-oiled jatropha waste | TPs: glucose and lignin EC: Time (6–73 min), temperature (85–156 °C), and NaOH load (0.6–l2.4%) were optimized for maximizing lignin recovery R: Maximum lignin recovery: 93.4%; ES resulted in a glucose yield of 92.5%. | [61] |
| Alkaline pretreatment (with lime) | Jatropha press cake | TP: fermentable sugars EC: 100 °C, 1–2 h, lime dose range: 0.1–0.2 g/g, LSR: 10, 20 mL/g. R: Maximal lignin removal: 38.2%; maximal cellulose conversion: 68.9%. | [55] |
| Alkaline pretreatment | Castor plant residues | TP: ethanol and biodiesel EC: 8% (w/v) NaOH, 100 °C, 60 min, 22% solid loading; ES, ethanol fermentation R: using ethanol for producing biodiesel with castor oil was assessed. | [161] |
| Autohydrolysis | Castor pruning residues | TP: ethanol EC: 100–200 °C, 15 min R: Maximal xylan hydrolysis (77.5%) and cellulose recovery (83%); ES was 2.9-fold higher than for non-pretreated material. | [111] |
| Enzymatic pretreatment with laccases | Castor stem and leaves | TP: reducing sugars EC: Optimization of temperature (35–45 °C), pH (6.5–7.5), LSR (2–6), and enzyme load (400–600 IU/mL) for maximizing delignification R: ES of the delignified cellulose resulted in a sugar yield of 775.2 mg/g substrate. | [162] |
| Various methods | De-oiled jatropha waste | TP: fermentable sugars and hydrogen EC: Different methods (dilute-acid, alkaline, enzymatic, heat, ultrasonication) were assessed R: Viscozyme at 10% load, 10% HCl and 2.5% H2SO4 gave the highest concentrations of reducing sugars. Combined hydrolysis with acid and enzymes resulted in high hydrogen formation. | [109] |
| Heat pretreatment | De-oiled jatropha waste | TP: hydrogen EC: The effect of various combinations of heat treatments on hydrogen fermentation was assessed R: Heat-treatment proved to be necessary to inhibit methane producers. | [117] |
| Pretreatment with thionyl chloride | Castor de-oiled cake | TPs: reducing sugars and ethanol EC: Thionyl chloride at 35 °C for 25 min, enzymatic hydrolysis with T. viride cellulases. | [163] |
| Microwave-assisted deep eutectic solvent pretreatment | Castor stalk | TPs: sugars and lignin EC: Biomass suspensions in DES were irradiated at 400 W. The slurry was vacuum-filtered and the solids were washed with an acetone:water mixture R: High delignification (92%), enzymatic saccharification yields (96%), and lignin purity (up to 98%) were achieved. Good performance after recycling. | [164] |
| Ionic liquid | Jatropha hull | TP: 2,3-butanediol EC: Biomass (4 g) mixed with 100 g [BMIM]Cl at 120 °C for 1 h; the solubilized and regenerated material was hydrolyzed with H2SO4 (1.5%) at 150 °C for 30 min; the hydrolyzed was fermented with Klebsiella oxytoca R: Diol yield: 66.6%, diol productivity: 0.040 g/L h for IL-pretreated material and 0.035 g/L h for non-pretreated material. | [120] |
SiSF, simultaneous saccharification and fermentation; ES, enzymatic saccharification; LSR, liquid-solid ratio; DES, deep eutectic solvent; [BMIM]Cl, 1-butyl-3-methylimidazolium chloride.
Table 6.
Examples of pretreatment methods applied to residues of non-edible oilseeds prior to anaerobic digestion.
Table 6.
Examples of pretreatment methods applied to residues of non-edible oilseeds prior to anaerobic digestion.
| Pretreatment Method | Material | Results | Ref. |
|---|---|---|---|
| Steam explosion | Jatropha press cake | Steam explosion pretreatment and co-digestion with crude glycerol were assessed to enhance methane yield. | [168] |
| Alkaline pretreatment | Jatropha press cake | Alkaline pretreatment and co-digestion with glycerol increased methane yields by 40% and 28%, respectively. | [169] |
| Alkaline pretreatment (with NaOH) at 26–32 °C | Karanja press cakes, leaves, and pod husks | Biogas yield increase: 15–22%; methane production rate increase: 20–75%. | [170] |
| Low-temperature alkaline pretreatment | Castor stem and leaves to be used for AD and ethanol production | Pretreated stems yielded 22.2 L methane or 13.6 g ethanol per kg plant biomass; pretreated leaves yielded 63 g ethanol/kg plant biomass. | [57] |
| Thermal (at 115 °C) and acidic pre-treatments | Jatropha press cake | Both methods altered the kinetics of anaerobic digestion but did not increase the biogas production efficiency. | [171] |
| Grinding, steam explosion, and alkaline pretreatments | Jatropha fruit shells | Grinding (particle size below 1 mm) enhanced the methane yield by 74%; steam explosion (160 °C, 5 min) increased the yield by 55%; alkaline pretreatment (7.32% NaOH at 36 °C for 54 h) increased the yield by 44%. | [167] |
| Enzymatic pretreatment, alkaline pretreatment, and acidic pretreatment | Castor press cake and straw (stem and leaves) | Enzymatic pretreatment (with cellulase and cellobiohydrolase), alkaline pretreatment (with NaOH), and acidic pretreatment (with HCl); AD at either room temperature or 37 °C for 55 days. | [172] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Castro, E.; Strætkvern, K.O.; Romero-García, J.M.; Martín, C. Pretreatment and Bioconversion for Valorization of Residues of Non-Edible Oilseeds. Agronomy 2023, 13, 2196. https://doi.org/10.3390/agronomy13092196
AMA Style
Castro E, Strætkvern KO, Romero-García JM, Martín C. Pretreatment and Bioconversion for Valorization of Residues of Non-Edible Oilseeds. Agronomy. 2023; 13(9):2196. https://doi.org/10.3390/agronomy13092196
Chicago/Turabian StyleCastro, Eulogio, Knut Olav Strætkvern, Juan Miguel Romero-García, and Carlos Martín. 2023. "Pretreatment and Bioconversion for Valorization of Residues of Non-Edible Oilseeds" Agronomy 13, no. 9: 2196. https://doi.org/10.3390/agronomy13092196
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.