

Entwicklungsstand der ausscheidungshärtenden ferritisch ...
Entwicklungsstand der ausscheidungshärtenden ferritisch ...
Entwicklungsstand der ausscheidungshärtenden ferritisch ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Entwicklungsstand</strong> <strong>der</strong> <strong>ausscheidungshärtenden</strong> <strong>ferritisch</strong>-<br />
perlitischen (AFP-)Stähle mit Vanadinzusatz für eine geregelte<br />
Abkühlung von <strong>der</strong> Warmformgebungstemperatur<br />
von Dr.-Ing. Bernd Huchtemann und Dipl.-Ing. Volker Schüler, Krefeld<br />
Entwicklungsstufen bei AFP-Stählen mit Vanadin zur Verbesserung des Festigkeits-/Zähigkeitsverhältnisses,<br />
mechanische Eigenschaften, Gebrauchs- und Verarbeitungseigenschaften.<br />
1. Einleitung<br />
Eine mo<strong>der</strong>ne Werkstofftechnik gehört zu den Schlüs-<br />
seltechnologien führen<strong>der</strong> Industriegesellschaften.<br />
,,Mo<strong>der</strong>n” meint hier nicht allein die Entwicklung und<br />
Anwendung ,,Neuer Werkstoffe“ wie zum Beispiel<br />
Kunststoffe, Keramiken und Leichtmetalle, son<strong>der</strong>n<br />
auch die richtige Wahl des günstigsten Werkstoffes.<br />
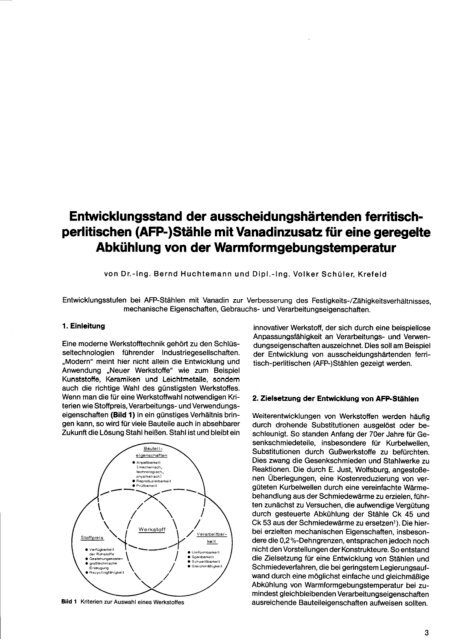
Wenn man die für eine Werkstoffwahl notwendigen Kri-<br />
terien wie Stoffpreis, Verarbeitungs- und Verwendungs-<br />
eigenschaften (Bild 1) in ein günstiges Verhältnis brin-<br />
gen kann, so wird für viele Bauteile auch in absehbarer<br />
Zukunft die Lösung Stahl heißen. Stahl ist und bleibt ein<br />
. “srfugbarkeit<br />
<strong>der</strong> Rohstoffe<br />
. Gestehungskosten<br />
Bild 1 Kriterien zur Auswahl eines Werkstoffes<br />
Verarbeitbar-<br />
. Gle,chmd”,gke,t<br />
innovativer Werkstoff, <strong>der</strong> sich durch eine beispiellose<br />
Anpassungsfähigkeit an Verarbeitungs- und Verwen-<br />
dungseigenschaften auszeichnet. Dies soll am Beispiel<br />
<strong>der</strong> Entwicklung von <strong>ausscheidungshärtenden</strong> ferri-<br />
tisch-perlitischen (AFP-)Stählen gezeigt werden.<br />
2. Zielsetzung <strong>der</strong> Entwicklung von AFP-Stählen<br />
Weiterentwicklungen von Werkstoffen werden häufig<br />
durch drohende Substitutionen ausgelöst o<strong>der</strong> be-<br />
schleunigt. So standen Anfang <strong>der</strong> 70er Jahre für Ge-<br />
senkschmiedeteile, insbeson<strong>der</strong>e für Kurbelwellen,<br />
Substitutionen durch Gußwerkstoffe zu befürchten.<br />
Dies zwang die Gesenkschmieden und Stahlwerke zu<br />
Reaktionen. Die durch E. Just, Wolfsburg, angestoße-<br />
nen Überlegungen, eine Kostenreduzierung von ver-<br />
güteten Kurbelwellen durch eine vereinfachte Wärme-<br />
behandlung aus <strong>der</strong> Schmiedewärme zu erzielen, führ-<br />
ten zunächst zu Versuchen, die aufwendige Vergütung<br />
durch gesteuerte Abkühlung <strong>der</strong> Stähle Ck 45 und<br />
Ck 53 aus <strong>der</strong> Schmiedewärme zu ersetzen’). Die hier-<br />
bei erzielten mechanischen Eigenschaften, insbeson-<br />
<strong>der</strong>e die 0,2%-Dehngrenzen, entsprachen jedoch noch<br />
nicht den Vorstellungen <strong>der</strong> Konstrukteure. So entstand<br />
die Zielsetzung für eine Entwicklung von Stählen und<br />
Schmiedeverfahren, die bei geringstem Legierungsauf-<br />
wand durch eine möglichst einfache und gleichmäßige<br />
Abkühlung von Warmformgebungstemperatur bei zu-<br />
mindest gleichbleibenden Verarbeitungseigenschaften<br />
ausreichende Bauteileigenschaften aufweisen sollten.<br />
3
3. Ausscheidungshärtung durch Vanadin o<strong>der</strong> Niob?<br />
In Zusammenarbeit <strong>der</strong> deutschen Automobilindustrie,<br />
Gesenkschmieden und Stahlwerke entsann man sich,<br />
daß bei den perlitarmen, hochfesten, schweißgeeigne-<br />
ten Stählen mit niedrigen Kohlenstoffgehalten geringe<br />
Zusatze von zum Beispiel Vanadin, Niob o<strong>der</strong> Titan über<br />
eine Ausscheidungshärtung die Festigkeitseigenschaf-<br />
ten, insbeson<strong>der</strong>e die 0,2%-Dehngrenze, steigerten*).<br />
Diese Erkenntnisse versuchte man dann auch bei Stäh-<br />
len mit höheren Kohlenstoffgehalten, zunächst bei<br />
Stählen des Typs Ck 45/Ck 53, zu nutzen3r415). Der hö-<br />
here Kohlenstoffgehalt war hierbei wegen <strong>der</strong> notwendi-<br />
gen Induktionshartung <strong>der</strong> Kurbelwellenlager zwingend<br />
vorgegeben. Gleichzeitig wurde ein höherer Schwefel-<br />
gehalt von rd. 0,060% vorgesehen, um eine gute Span-<br />
barkeit <strong>der</strong> Kurbelwellen in den Transferstraßen <strong>der</strong> Se-<br />
rienbearbeitung sicherzustellen. Die Legierung von Va-<br />
nadin o<strong>der</strong> Niob sollte über die Verbindung von Kohlen-<br />
stoff und Stickstoff feine und gleichmäßig verteilte Car-<br />
bide, Nitride o<strong>der</strong> Carbonitride bilden, die über eine<br />
Ausscheidungshärtung zur Festigkeitssteigerung, ins-<br />
beson<strong>der</strong>e zur Erhöhung <strong>der</strong> 0,2%-Dehngrenzen, füh-<br />
ren sollte. Die für eine Ausscheidungshättung notwen-<br />
dige Lösungsbehandlung mußte durch das Erwärmen<br />
und Halten auf Schmiedetemperatur, die notwendige<br />
Auslagerung während <strong>der</strong> Abkühlung des Schmiede-<br />
teils erfolgen. Zunächst stellte sich die Frage, welches<br />
Legierungselement sich bei <strong>der</strong> gegebenen Zielsetzung<br />
am besten für die Aushättung eignete. Man erkannte,<br />
daß aufgrund des unterschiedlichen Bildungs- und Auf-<br />
lösungsverhaltensvon Vanadin- und Niobausscheidun-<br />
gen die Auswirkung auf die 0,2 %-Dehngrenze und Zug-<br />
festigkeit je nach Wärme- und Abkühlungsverlauf unter-<br />
schiedlich ist3). Bild 2 zeigt den Einfluß <strong>der</strong>Austenitisie-<br />
rungstemperatur von 800 bis 1300°C auf die Zugfestig-<br />
keit, die 0,2%-Dehngrenze und die im Stahl gelösten<br />
Anteile von Niob o<strong>der</strong> Vanadin von drei Stählen gleicher<br />
Grundzusammensetzung, die einmal ohne Zusatz von<br />
Vanadin und Niob und je einmal nur mit 0,08% Nb bzw<br />
nur mit 0,ll % V legiert wurden4). Nach einer Haltedauer<br />
von je 0,5 h erfolgte die Abkühlung <strong>der</strong>20 mm Dms-Pro-<br />
bestäbean ruhen<strong>der</strong> Luft. Die unterschiedliche Wirkung<br />
ö E 700<br />
"c> t Abmessung:<br />
800 900 1000 ,100 ,200 ,300<br />
Austenitisiertemperatur in ‘C (Haltedauer: 0,5 h)<br />
Bild 2 Zugfestigkeit, 0,2%-Dehngrenze und gelöste Anteile an Ele-<br />
menten zur Aushärtung in Abhangigkeit von <strong>der</strong> Austenitisierungs-<br />
temperatur<br />
4<br />
<strong>der</strong> Legierungszusätze zeigt sich am deutlichsten in<br />
den unterschiedlichen Kurvenverläufen <strong>der</strong> 0,2%-<br />
Dehngrenzen. Während <strong>der</strong> Stahl ohne Zusatz von Va-<br />
nadin und Niob mit steigen<strong>der</strong> Austenitisierungstempe-<br />
ratur nur eine geringfügige Erhöhung <strong>der</strong> 0,2%-Dehn-<br />
grenze aufweist, zeigt <strong>der</strong> niobhaltige Stahl eine deutli-<br />
che und stetige Steigerung oberhalb von 1150°C und<br />
<strong>der</strong> vanadinhaltige Stahl schon bei 1OOO’X den höch-<br />
sten Wert, <strong>der</strong> sich auch bei höheren Temperaturen<br />
nicht mehr verän<strong>der</strong>t. Die Kurvenverläufe <strong>der</strong> Mengen-<br />
anteile an gelöstem Niob und Vanadin im unteren Teil-<br />
bild zeigen ähnliche Charakteristika wie die Kutvenver-<br />
Iäufe <strong>der</strong> 0,2%-Dehngrenzen. Hieraus ist zu schließen,<br />
daß diese als chemisch gelöst bestimmten Anteile von<br />
Niob und Vanadin in Form von einphasigen Entmischun-<br />
gen bzw ,,Clustern“ vorliegen, die licht- und elektronen-<br />
optisch nicht sichtbar sind. Sie liegen zur Matrix kohä-<br />
rent vor und verursachen bekanntlich eine starke Erhö-<br />
hung <strong>der</strong> 0,2%-Dehngrenze4).<br />
Stahl mit 0.52% c “nd 0.11% v<br />
b) Cl<br />
Fetrit/Periit-MisChsefuge Ausscheid”ngen des “anadiums<br />
im Ferrit im Ferrit de* Per,its<br />
Abmessung: 50 mm “ierkant (Kern)<br />
zustand: geschmiedet bei 1250°c, Luftabkuhiung<br />
Präparation: LangsschIiffe, gektzt mit 3%-iger HNO3<br />
Bil<strong>der</strong> b und c : Extraktlonsabdrticke<br />
Bild 3 Licht- und elektronenoptische Gefügeaufnahmen<br />
Obwohl Niob stärker als Vanadin die 0,2%-Dehngrenze<br />
steigert, haben sich bisher niobhaltige AFP-Stähle nicht<br />
durchgesetzt. Die Gründe liegen im Ausscheidungshär-<br />
tungs- und Umwandlungsverhalten dieser Stähle. Bei<br />
Wärmtemperaturen oberhalb 11 50°C führen bereits<br />
geringe Streuungen <strong>der</strong> Wärmtemperatur zu starken<br />
Streuungen <strong>der</strong> Festigkeitseigenschaften. Außerdem<br />
neigen niobhaltige AFP-Stähle bei beschleunigter Ab-<br />
kühlung von hohen Temperaturen eher zur teilweisen<br />
bainitischen o<strong>der</strong> martensitischen Umwandlung als die<br />
vanadinhaltigen Stähle. Bei <strong>der</strong> Weiterentwicklung die-<br />
ser Stähle konzentrierte man sich deshalb im wesentli-<br />
chen auf Vanadin6, 7). Bei den vanadinhaltigen AFP-<br />
Stählen lassen sich mit dem Elektronenmikroskop im<br />
Ferrit/Perlit-Mischgefüge feinere und gröbere Vanadin-<br />
carbide sowohl im voreutektoidischen Ferrit als auch im<br />
Ferrit des Perlits zwischen den Zementitlamellen nach-<br />
weisen (Bild 3)4). Für die Steigerung <strong>der</strong> Festigkeitsei-<br />
genschaften sind nach allgemeiner Auffassung aller-<br />
dings nurdie sehrfeinen Teilchen bis zu einerGrößevon<br />
rd. 5 nm verantwortlich, da nur sie die Versetzungsbe-<br />
wegung wirkungsvoll behin<strong>der</strong>n.
4. 49 MnVS 3, <strong>der</strong> erste klassische AFP-Stahl Vergütungsstähle AFP-Stähle<br />
Die erste große Serienanwendung fanden AFP-Stähle<br />
durch den Stahl 49 MnVS 3 mit etwa 0,49%C, 0,80% Mn<br />
und O,l% Vfür Kurbelwellen. Bild 4 zeigt den Werkstoff-<br />
vergleich von Stählen und Gußeisen mit Kugelgraphit<br />
anhand von typischen Werten <strong>der</strong> Zugfestigkeit, 0,2%-<br />
Dehngrenze und Kerbschlagarbeit sowie von typischen<br />
lichtoptischen Gefügeaufnahmen. Dieser Vergleich be-<br />
legt im mittleren Teilbild nochmals sehr deutlich die<br />
Festigkeits- und vor allen Dingen die 0,2%-Dehngren-<br />
zensteigerung durch den Vanadinzusatz des Stahles<br />
49 MnVS 3 um rund 150 N/mm2 gegenüber dem unle-<br />
gierten Stahl Ck 45 nach kontrollierter Abkühlung aus<br />
<strong>der</strong> Umformwarme (Zustand BY; ursprüngliche Bedeu-<br />
tung: Behandlung auf bestimmte Streckgrenze, Yield-<br />
Strength). Die Festigkeitseigenschaften des vergüteten<br />
Stahles Ck 45 werden nahezu erreicht im Gegensatz zu<br />
den Kerbschlagarbeitswerten. Diese sind jedoch immer<br />
noch deutlich hoher als die des konkurrierenden Werk-<br />
stoffes Gußeisen mit Kugelgraphit. Für viele nicht<br />
schlagartig belastete Bauteile wie zum Beispiel Kurbel-<br />
wellen, Pleuel und Radnaben sind diese Werte jedoch<br />
ausreichend.<br />
Vergleicht man die Kostenanteile bei <strong>der</strong> Herstellung<br />
von Bauteilen aus Vergütungs- und AFP-Stählen, so<br />
werden dievorteile <strong>der</strong>AFP-Stähledurch die möglichen<br />
Kostenreduzierungen offensichtlich (Bild 5). Neben<br />
dem Wegfall <strong>der</strong> Kosten für das aufwendige Härten und<br />
Anlassen, dem nach dem Härten notwendigen Richten<br />
und dem danach zum Teil notwendigen Spannungs-<br />
armglühen lassen sich zusätzliche Kosten durch verrin-<br />
gerten Härteausschuß, geringeren Kontrollaufwand, ge-<br />
ringeren Investitionsaufwand für Wärmebehandlungs-<br />
anlagen und geringere Handlingskosten beim Einsatz<br />
Bild 4 Vergleich von Gefüge, Zugfestigkeit, 0,2%-Dehngrenze und<br />
<strong>der</strong> Kerbschlagarbeit verschiedener Werkstoffe<br />
Bild 5 Kostenanteile bei <strong>der</strong> Herstellung von Bauteilen aus Vergü-<br />
tungs- und AFP-Stählen (schematisch)<br />
<strong>der</strong> AFP-Stähle erreichen. Durch die verbesserten Zer-<br />
spanungseigenschaften, auf die später noch näherein-<br />
gegangen wird, lassen sich die Fertigungskosten noch-<br />
mals weiter senken. Bei den Materialkosten sind Vortei-<br />
le dann zu erwarten, wenn die Legierungskosten bei<br />
substituierbaren Vergütungsstählen höher sind als bei-<br />
spielsweise die Kosten für O,l% V<br />
insgesamt ergeben sich durch den Einsatz von AFP-<br />
Stählen erhebliche Einsparungsmöglichkeiten, die eine<br />
Vielzahl von spezifischen Bauteiluntersuchungen und<br />
-umstellungen, aber auch die werkstofftechnische Wei-<br />
terentwicklung dieser Stahlgruppe vorangetrieben ha-<br />
ben.<br />
5. Verbesserung des Festigkeits-Eähigkeitsver-<br />
hältnisses von AFP-Stählen<br />
5.1 Legierungstechnische Beeinflussung<br />
<strong>der</strong> Ferrit-Perlit-Ausbildung<br />
Ein Nachteil des sehr erfolgreichen für nicht schlag:<br />
beanspruchte Bauteile eingesetzten ersten AFP-Stah-<br />
les 49 MnVS 3 ist die im Zustand BYvorliegende geringe<br />
Zähigkeit, die zwar oberhalb <strong>der</strong> von Guß liegt, aber die<br />
des Vergütungszustandes nicht erreicht (siehe Bild 4).<br />
Zur Erweiterung <strong>der</strong> Anwendungsmöglichkeiten dieser<br />
Stahlgruppe und <strong>der</strong> Fertigungstechnik mußten des-<br />
halb AFP-Stähle mit unterschiedlichen Festigkeitsklas-<br />
sen und vorallen Dingen mit verbessertem Festigkeits-/<br />
Zähigkeitsverhältnis entwickelt werden. Da bei ferri-<br />
tisch-perlitischen Gefügen die Zähigkeitseigenschaf-<br />
ten neben <strong>der</strong> Korngröße von den Ferrit-Perlit-Anteilen,<br />
dem Perlitlamellenabstand und <strong>der</strong> Perlitlamellendicke<br />
abhängen, wurde zunächst durch Variation <strong>der</strong> wichtig-<br />
sten Legierungselemente versucht, das Festigkeits-/<br />
Zähigkeitsverhältnis durch Optimierung <strong>der</strong> Ferrit-Per-<br />
lit-Struktur günstig zu beeinflussen. Im Bild 6 ist das Er-<br />
gebnis dieser Entwicklung durch Vergleich von Zugfe-<br />
stigkeits- und Kerbschlagarbeitswerten am Beispiel <strong>der</strong><br />
Stähle 49 MnVS 3 und 38 MnSiVS 5 dargestellt. Die<br />
Werte stammen aus <strong>der</strong> laufenden Produktion von ge-<br />
senkgeschmiedeten Kurbelwellen mit vergleichbaren<br />
Abmessungen und Probenlagen, die nach Wärmtempe-<br />
5
geschmiedete Bauteile mit rd. 100 mm Durchmesser<br />
I I I I I I I , ,<br />
10 20 30 40 so<br />
Kerbschlagarbeit (DVM-Proben) in Joule<br />
Bild 6 Zusammenhang zwischen Zugfestigkeit, Kerbschlagarbeit<br />
und Gefüge beim Ubergang von Stahl 49 MnVS 3 auf Stahl 36<br />
MnSiVS 5<br />
raturen von etwa 1 300°C und Endumformtemperaturen<br />
von etwa 1200°C an ruhen<strong>der</strong> Luft einzeln abgekühlt<br />
wurdet-+). Die Verringerung des Kohlenstoffgehaltes<br />
von Stahl 49 MnVS 3 um rd. O,l% und die gleichzeitige<br />
Erhohung des Silicium- und Mangangehaltes um je rd.<br />
05% führten zum Stahl 38 MnSiVS 5 mit einem gleich-<br />
zeitig erhöhten Festigkeits- und Zähigkeitsniveaug,lo).<br />
Die Verringerung des Kohlenstoffgehaltes bewirkt eine<br />
Erhohung des Ferritgehaltes und eine leichte Vergröbe-<br />
rung <strong>der</strong> Perlitstruktur Der hierdurch bedingte Festig-<br />
keitsabfall wird durch die Erhöhung des Silicium- und<br />
Mangangehaltes mehr als kompensiert. Die höheren<br />
Siliciumgehalteführen einerseits zu einem höheren An-<br />
teil und zu einer gleichmäßigeren Ausbildung des vor-<br />
eutektoidischen Ferrits auch innerhalb <strong>der</strong> ehemaligen<br />
Austenitkörner, an<strong>der</strong>erseits aber auch zu einer Steige-<br />
rung <strong>der</strong> Ferritfestigkeit. Mangan wirkt gleichzeitig auf<br />
die Erhöhung <strong>der</strong> Ferritfestigkeit und des Perlitanteils<br />
bei Verfeinerung <strong>der</strong> Perlitstruktur Dieauf Festigkeit und<br />
Zahigkeit zum Teil unterschiedlich wirkenden Legie-<br />
rungselemente zeigen erst in vorliegen<strong>der</strong> Kombination<br />
den gewünschten positiven Effekt auf beide Eigen-<br />
schaften.<br />
5.2 Legierungstechnische Beeinflussung<br />
<strong>der</strong> Austenitkorngröße<br />
Die im vorangegangenen Abschnitt beschriebenen Ver-<br />
besserungen im Festigkeits-/Zähigkeitsverhältnis er-<br />
möglichten zwar eine Ausweitung <strong>der</strong> Anwendungs-<br />
möglichkeiten von AFP-Stählen, waren aber an<strong>der</strong>er-<br />
seits noch nicht so durchgreifend, daß an einen Einsatz<br />
für schlagbeanspruchte Bauteile im Automobilbau wie<br />
zum Beispiel Lenkungs- und Fahrwerksteile gedacht<br />
werden konnte. Für <strong>der</strong>artige Anwendungen mußten<br />
weitere Entwicklungen insbeson<strong>der</strong>e zur Verbesserung<br />
<strong>der</strong> Zähigkeit erfolgen. Das Ziel <strong>der</strong> notwendigen Wei-<br />
terentwicklung ist ein AFP-Stahl mit einerähnlich hohen<br />
Festigkeit (von > 800 N/mmg) wie <strong>der</strong> des Stahles<br />
49 MnVS 3, jedoch mit deutlich höherer Zähigkeit, die<br />
auch noch oberhalb <strong>der</strong> des AFP-Stahles 38 MnSiVS 5<br />
liegt. In gewisser Weise vorgezeichnet war die Entwick-<br />
6<br />
lungsrichtung dadurch, daß ein Absenken des Kohlen-<br />
stoffgehaltes den Anteil an Ferrit im Gefüge erhöht und<br />
bei verringerter Festigkeit die Zähigkeit verbessetY1).<br />
Die Verringerung <strong>der</strong> Festigkeit kann durch geeignete<br />
Erhöhung <strong>der</strong> Silicium- und Mangangehalte ausgegli-<br />
chen werden. Eine notwendige gleichmäßige Feinvertei-<br />
lung des Ferrits im Mischgefüge wird jedoch nur er-<br />
reicht, wenn nahezu unabhängig von den Umformbe-<br />
dingungen auch eine feinkörnige Gefügeausbildung er-<br />
reicht werden kann.<br />
Da die Austenitkorngröße von Stählen im wesentlichen<br />
die Korngröße des Umwandlungsgefüges bestimmt,<br />
wird bei den AFP-Stählen ein feinkörniger Austenit auch<br />
bei hohen Warmumformtemperaturen angestrebt.<br />
Es wurden daher zahlreiche Untersuchungen zur Fein-<br />
kornbeständigkeit des Austenits bis in den Temperatur-<br />
bereich 1300% durchgeführt, wobei insbeson<strong>der</strong>e <strong>der</strong><br />
Einfluß <strong>der</strong> Elemente Vanadin, Niob und Titan als aus-<br />
scheidungshärtende Elemente auf das Kornwachstum-<br />
verhalten untersucht wurde’*). Wie die Ergebnisse in<br />
Bild 7 zeigen, wird bei den nur mit Niobzusatz legierten<br />
Stählen ein stärkeres Kornwachstum ähnlich wie bei mit<br />
Vanadin und Niob legierten Stählen ermittelt. Wirksam<br />
hinsichtlich Beständigkeit gegen Kornwachstum waren<br />
nur die mit Titan und Vanadin legierten Stähle, wobei<br />
sich ein mittlerer Gehalt von rund 0,02% Ti als optimal<br />
herausgestellt hat. Erwähnt werden sollte, daß bereits<br />
beim Abgießen <strong>der</strong> Stähle bestimmte Erstarrungsbe-<br />
dingungen für <strong>der</strong>artige Effekte einzuhalten sind.<br />
0<br />
AFP-Stähle mit rd. 0,25%C<br />
I I I I I I<br />
2 Abm.: SOmm Dmr.<br />
Proben aus D/6-<br />
4 Bereich<br />
i<br />
6<br />
R t<br />
Nb : 404%<br />
Austenitisiertemperatur in “C<br />
1 Haltedauer : 0.5 h ; Abk.: Wasser 1<br />
Bild 7 Austenitkorn-<br />
große als Funktion<br />
<strong>der</strong> Austenitisierungs-<br />
temperatur<br />
Die große Feinkornbeständigkeit <strong>der</strong> titanhaltigen AFP-<br />
Stähle führt dazu, daß das Umwandlungsverhalten na-<br />
hezu unbeeinflußt von den Austenitisierbedingungen<br />
immer ein feinkörniges Ferrit-Perlit-Gefüge zur Folge<br />
hat. In Bild 8 sind die Ferrit-Perlit-Gefüge gegenüberge-<br />
stellt, wie sie an einem mit Niob und Vanadin legierten<br />
Stahl (links) und an einem mit Titan und Vanadin legier-<br />
ten Stahl bei gleicher Grundzusammensetzung nach<br />
dem Austenitisieren bei 1200% erhalten wurden. Der<br />
niobhaltige Stahl (links) ist bedeutend grobkörniger. Bei<br />
geringfügig niedrigerer Festigkeit aufgrund des höheren<br />
Ferritgehaltes wird mit dem feinkörnigen titanhaltigen<br />
Stahl (rechts) eine bedeutend höhere Zähigkeit erzielt.<br />
Metallkundliehe Untersuchungen haben gezeigt, daß<br />
die Ursache <strong>der</strong> hohen Feinkornbeständigkeit des<br />
Austenits bei Titanzusatz eine relativ gleichmäßige Ver-
Abnl. : 50 mm Dm,. ; eehandlung : 1aoo~c0,5h,l”ft<br />
Gefirgezusammensetz”“~ :<br />
15%k?rr,t 35% Ferr,t<br />
85% Perlit 65% Perlit<br />
Bild 8 Gefüge von <strong>ausscheidungshärtenden</strong> <strong>ferritisch</strong>-perlitischen<br />
Stählen<br />
teilung feiner Teilchen ist, wie sie anhand <strong>der</strong> lichtopti-<br />
schen Gefügeaufnahme von Bild 9 wie<strong>der</strong>gegeben ist.<br />
Als Extrembeispiel zeigt <strong>der</strong> untere linke mit Rück-<br />
streuelektronen an <strong>der</strong> Mikrosonde aufgenommene Ge-<br />
fügeausschnitt eine perlschnurartige Anordnung <strong>der</strong>ar-<br />
tiger rd. 1 ,um großer Teilchen. Der von diesen Teilchen<br />
umrandete Bereich entspricht <strong>der</strong> Austenitkorngröße 8<br />
nach ASTM-Richtreihe. Das rechte untere Teilbild zeigt,<br />
daß dieTeilchen nicht homogen aufgebaut sind. Quanti-<br />
tative Analysen haben ergeben, daß es sich um Misch-<br />
sulfide handelt, in denen auch bis zu rd. 0,5% Ti enthal-<br />
ten ist. Die Mischsulfide treten häufig in Begleitung von<br />
Titannitriden und von Oxiden auf den Korngrenzen auf.<br />
Zusätzlich zu den hier beschriebenen Teilchen werden<br />
auch noch 30 bis 50 nm große Titancarbonitride in na-<br />
hezu homogener Verteilung nachgewiesen, die insbe-<br />
son<strong>der</strong>e bei niedrigeren Austenitisierungstemperatu-<br />
ren das Kornwachstum behin<strong>der</strong>n.<br />
RE-Abbi Idung<br />
-5ym<br />
lichtmikroskopische Abbildung<br />
(QuerschI iff , ungeätzt)<br />
- 100JJm<br />
RE-Abbildung<br />
Hl/.Jrn<br />
Bild 9 Teilchen im Stahl 27 MnSiVS 6 (+Ti), die das Kornwachstum<br />
hemmen (Zustand: 1300 Oc 0,5 h/Luft)<br />
+ igjf$$d<br />
65 bzu72mm,,Vkt.<br />
,000 Ltingsproben im Ubergang<br />
,. B,ld Eigenschaften<br />
1300 .<br />
des<br />
TA in “C lO,Sh/Luftl Stahles 27 MnSiVS 6 (+Ti)<br />
Auch bei dem titanhaltigen Stahl wird das Festigkeits-/<br />
Zähigkeitsverhältnis durch die Höhe des Kohlenstoffge-<br />
haltes beeinflußt.<br />
In Bild 10 sind die Eigenschaften von zwei Schmelzen<br />
mit oberer (0,30%) und unterer (0,25%) Kohlenstofflage<br />
in Abhängigkeit von <strong>der</strong> Austenitisierungstemperatur<br />
dargestellt.<br />
Lediglich bei <strong>der</strong> Kerbschlagarbeit wird ein geringer Ab-<br />
fall von 46 auf 32 Joule bei oberer und von 66 auf 45 Jou-<br />
le bei unterer Analysenlage festgestellt13). Die 0,2%-<br />
Dehngrenzen liegen einheitlich im Bereich 510 bis 570<br />
N/mm*. Die Festigkeiten lauten 750 bis 800 N/mm2 bei<br />
unterer und 815 bis 860 Nimm* bei oberer Analysen-<br />
lage.<br />
In Bild 11 ist links ein Zähigkeitsvergleich anhand von<br />
ISO-V-Kerbschlagproben bei Raumtemperatur unter<br />
Einbeziehung des titanhaltigen Stahles 27 MnSiVS 6<br />
und rechts anhand von Bruchzähigkeitswerten bei<br />
-100°C vorgenommen worden. Beide Teilbil<strong>der</strong> ver-<br />
deutlichen die mit dem titanhaltigen AFP-Stahl 27<br />
MnSiVS 6 erzielten Vorteile bei vergleichbarer Festig-<br />
keitslage zum Stahl 49 MnVS 3 und gegenüber dem<br />
Gußwerkstoff. Die Bruchzähigkeit des titanhaltigen<br />
AFP-Stahles ist um den Faktor 3 höher als die des Stah-<br />
les 49 MnVS 3. Im Vergleich zum unlegierten Vergü-<br />
tungsstahl Ck 45 ergeben sich bei <strong>der</strong> Kerbschlagarbeit<br />
ähnlich hohe und bei <strong>der</strong> BruchzCihigkeit sogar bessere<br />
Werte. Es wird aber auch deutlich, daß die Werte des<br />
Bild 11 Zähigkeitsvergleich von Vergütungs-, Guß und AFP-Stählen<br />
7
chromlegierten Vergütungsstahles 37 Cr 4 nicht er-<br />
reicht werden.<br />
An dieserstelle kann erwähnt werden, daß die erfolgrei-<br />
che Erprobung des titanhaltigen AFP-Stahles 27<br />
MnSiVS 6 zum Beispiel für Achsschenkel und Pleuel bei<br />
einem namhaften Automobilhersteller nahezu abge-<br />
schlossen ist14). Erprobungen mit vielen an<strong>der</strong>en Bau-<br />
teilen, bei denen bisher Vergütungsstähle zum Einsatz<br />
kommen, werden bereits durchgeführt bzw sind einge-<br />
leitet.<br />
5.3 Beeinflussung durch<br />
Warmumformbedingungen<br />
Warmumformbedingungen sowohl beim Walzen als<br />
auch beim Schmieden beeinflussen über Verän<strong>der</strong>un-<br />
gen des austenitischen Gefüges das Umwandlungsge-<br />
füge und damit die Eigenschaften von Stählen. Entspre-<br />
chende Schrifttumshinweise sind so zahlreich, daß sie<br />
hier nicht angeführt werden sollen. Auch hier wie<strong>der</strong><br />
waren insbeson<strong>der</strong>e die an schweißgeeigneten Fein-<br />
kornbaustahlen für Flacherzeugnisse durch thermome-<br />
chanisches Behandeln erzielten Erfolge Hinweis dafür,<br />
entsprechende Untersuchungen für die AFP-Stähle<br />
einzuleiten.<br />
Als zusammenfassendes erstes Ergebnis von bevor-<br />
zugt an dem Stahl 42 MnSiVS 3 3 durchgeführten La-<br />
boruntersuchungen15) sind in Bild 12 Werte aus Zug-<br />
versuchen bei Raumtemperatur in Abhängigkeit von <strong>der</strong><br />
Warmumformtemperatur aufgetragen. Gleichzeitig<br />
kennzeichnen die Bil<strong>der</strong> in <strong>der</strong> oberen Zeile die entspre-<br />
chenden Umwandlungsgefüge, die sich nach dem Um-<br />
formen bei 1200, 900 und 700°C einstellen. Vor dem<br />
Umformen wurde einheitlich bei 1200°C austenitisiert<br />
N<br />
Gefügemengenanteile Ferrit (F) und Perlit (PI in %<br />
40F / 60P 40F / 6OP 8F / 92P<br />
L,<br />
F E 800<br />
:z _E<br />
‘- z<br />
.”<br />
-j .c 700<br />
lü<br />
I_ ,i_j<br />
Austenitisiertemp.: 12OO’C<br />
Umformbereich y = 0,2 bis 0,8<br />
Lu 700 800 900 1000 1100 ,200<br />
Umformtemwratur in OC<br />
Bild 12 Einfluß <strong>der</strong> Umformtemperatur auf Gefüge und Eigenschaf-<br />
ten des Stahles 42 MnSiVS 3 3<br />
8<br />
und anschließend mit konstanter Geschwindigkeit auf<br />
die Umformtemperatur abgekühlt. Auch die Abkühlge-<br />
schwindigkeit nach dem Umformen wurde konstant ge-<br />
halten. Die Umformgrade bewegten sich zwischen 0,2<br />
und 0,8, wobei ein Einfluß in diesem Bereich auf Gefüge<br />
und Eigenschaften nicht festgestellt wurde.<br />
Bei hoher Umformtemperatur (1200%) rekristallisiert<br />
<strong>der</strong> Austenit grobkörnig, so daß die Umwandlung vetzö-<br />
gert wird und ein überwiegend aus Perlit bestehendes<br />
grobes Umwandlungsgefüge entsteht. Entsprechend<br />
<strong>der</strong> geringen Keimzahl entsteht <strong>der</strong> Ferrit bevorzugt an<br />
den ehemaligen Austenitkorngrenzen. Ein <strong>der</strong>artiges<br />
Gefüge (oben rechts) mit rd. 92% Perlit und nur rd. 8%<br />
Ferrit weist eine relativ hohe Festigkeit und Elastizitäts-<br />
grenze - hieraus versuchstechnischen Gründen als Er-<br />
satz für die 0,2 %-Dehngrenze ermittelt - auf. Die als Zä-<br />
higkeitskennwert dienende Brucheinschnürung im un-<br />
teren Teilbild liegt relativ niedrig bei nur 12 bis 15%.<br />
Durch Absenken <strong>der</strong>umformtemperatur bis in denTem-<br />
persturbereich 800/900°C rekristallisiert <strong>der</strong> Austenit<br />
zunehmend feinkörnigec so daß die Umwandlung<br />
schneller abläuft und ein Ferrit/Perlit-Mischgefüge mit<br />
bis zu 40% Ferrit entsteht. Aufgrund <strong>der</strong> höheren Keim-<br />
zahl durch den feinkörnigen Austenit liegt <strong>der</strong> Ferrit in<br />
relativ gleichmäßiger Verteilung vor (mittleres Gefüge-<br />
bild, obere Bildreihe). Entsprechend <strong>der</strong> Zunahme des<br />
Ferritgehaltes nehmen Festigkeit und Elastizitätsgrenze<br />
bis zum Umformtemperaturbereich 800/9OO”C ab und<br />
die Brucheinschnürung zu.<br />
Bei weiterer Erniedrigung <strong>der</strong> Umformtemperatur auf<br />
unterhalb des Umwandlungspunktes Ara erfolgt im Be-<br />
reich des metastabilen Austenits keine Rekristallisation<br />
mehr. Die Bildung des voreutektoidischen Ferrits, des-<br />
sen Menge sich bei den genannten Umformgraden<br />
kaum mehr verän<strong>der</strong>t, erfolgt an den Korngrenzen des<br />
gestreckten Austenits sowie an Gleitlinien innerhalb <strong>der</strong><br />
Körner. Anschließend erfolgt die Perlitbildung. Die nie-<br />
drige Umformtemperatur führt aufgrund von Verfesti-<br />
gung zu einem Wie<strong>der</strong>anstieg von Festigkeit und Elasti-<br />
zitätsgrenze im Vergleich zum Minimum und zu einer<br />
Verringerung <strong>der</strong> Brucheinschnürung im Vergleich zum<br />
Maximum bei 800/9OO”C Umformtemperatur.<br />
6. Gebrauchs- und Verarbeitungseigenschaften von<br />
AFPStählen<br />
Als wesentliche Beurteilungskriterien für den Einsatz<br />
von Werkstoffen gelten neben den Kosten und den me-<br />
chanisch-technologischen Eigenschaften die Ge-<br />
brauchs- und Verarbeitungseigenschaften. Von beson-<br />
<strong>der</strong>er Bedeutung für dynamisch beanspruchte Bauteile<br />
wie Fahrwerksteile sind Kenntnissezum Wechselfestig-<br />
keitsverhalten <strong>der</strong> Stahle. Da bei Schmiedeteilen mit<br />
üblichen Formzahlen von ak = 3 und größer gerechnet<br />
werden muß, sind insbeson<strong>der</strong>e Aussagen zum Einfluß<br />
von Kerben auf das Wechselfestigkeitsverhalten von<br />
Bedeutung.<br />
Als erster Anhalt für das Bauteilverhalten können dabei<br />
Ergebnisse von Laboruntersuchungen dienen. In Bild
a) glatte Proben<br />
b) gekerbte Proben ( UK -3)<br />
A 37 Cr 4,vergütet<br />
A 49 MnVS 3<br />
0 27 MnSiVS 6<br />
I I I<br />
105 106 107<br />
Lastspielzahl<br />
Bild 13 Umlaufbiegewechselfestigkeit von AFP-Stählen im Vergleich<br />
zu einem Vergütungsstahl (Beanspruchungsart: R - -1)<br />
13 sind Ergebnisse von Umlaufbiegeversuchen an glat-<br />
ten Proben (oberes Teilbild) und an gekerbten Proben<br />
mit einer Formzahl akvon rd. 3 (UnteresTeilbild) füreinen<br />
Vergütungsstahl und für drei AFP-Stähle dargestellt. Die<br />
Versuche wurden auf einem Hochfrequenzpulser mit ei-<br />
ner Umdrehungszahl von 4500 min-’ durchgeführt. Die<br />
Festigkeiten aller vier Werkstoffe liegen in einem engen<br />
Bereich zwischen 780 und 880 N/mm*. Werkstoffunab-<br />
hangig ergeben sich an glatten Proben für das Verhält-<br />
nis Umlaufbiege-Dauerwechselfestigkeit (Schwing-<br />
spielzahl 2 107) zu Zugfestigkeit Werte um 0,45 in guter<br />
Übereinstimmung zu an<strong>der</strong>en Stählen. Die Dauerwech-<br />
selfestigkeiten liegen für glatte Proben zwischen 340<br />
und 380 N/mm*. Bei gekerbten Proben wird die Dauer-<br />
wechselfestigkeit deutlich auf Werte zwischen 80 und<br />
135 N/mm* herabgesetzt.<br />
Ein weiteres wichtiges Beurteilungskriterium für den<br />
Einsatz von AFP-Stählen insbeson<strong>der</strong>e für Bauteile in<br />
<strong>der</strong> Großserienfertigung ist ihr Spanbarkeitsverhalten.<br />
Die Bedeutung dieser Verarbeitungseigenschaft wird<br />
erkennbar, wenn man den großen Kostenfaktor dafür<br />
betrachtet (s. Bild 5).<br />
Das Spanbarkeitsverhalten <strong>der</strong> Stähle wird bestimmt<br />
durch die Festigkeit, die Zähigkeit und das Gefüge so-<br />
wie von den im Stahl vorhandenen nichtmetallischen<br />
sulfidischen und oxidischen Einschlüssen. Von großer<br />
Bedeutung ist dabei <strong>der</strong> Schwefelgehalt sowie <strong>der</strong> An-<br />
teil und die Ausbildungsform <strong>der</strong> Sulfide. Erhöhte<br />
Schwefelgehalte sowie metallurgische Maßnahmen zur<br />
Beeinflussung <strong>der</strong> Sulfidform und zur Verbesserung<br />
des oxidischen Reinheitsgrades sind heute gängige<br />
Maßnahmen zur Verbesserung <strong>der</strong> Spanbarkeit.<br />
Bei vergleichbarer Festigkeitslage weisen AFP-Stähle<br />
allein aufgrund ihres Ferrit-Perlit-Mischgefüges im Ver-<br />
gleich zu Vergütungsstählen günstigere Spanbarkeits-<br />
r*e-<br />
63<br />
m,”<br />
31<br />
2<br />
100 125 160 200 250 m min-1<br />
Bild14 Standzeit<br />
in AbhBngigkeit<br />
von <strong>der</strong> Schnitt-<br />
geschwindigkeit<br />
beim Stirnfräsen<br />
eigenschaften auf. Aber auch zwischen den AFP-Stäh-<br />
len bestehen aufgrund <strong>der</strong> unterschiedlichen Gefüge-<br />
mengenanteile noch deutliche Unterschiede. So konn-<br />
te in eigenen Laboruntersuchungen beim Drehen mit<br />
Hartmetall P 10 festgestellt werden, daß <strong>der</strong> titanhaltige<br />
Stahl 27 MnSiVS 6 zu deutlich niedrigerem Verschleiß<br />
am Werkzeug führt als <strong>der</strong> Stahl 49 MnVS 3. Bei einer<br />
Drehgeschwindigkeit von 150 m/min. werden erst nach<br />
30 min. Drehdauer die gleichen Verschleißkennwerte<br />
ermittelt wie bei dem Stahl 49 MnVS 3 bereits nach<br />
5 min. Drehdauer13). Auch bei an<strong>der</strong>en spanenden<br />
Bearbeitungsverfahren weist <strong>der</strong> Stahl 27 MnSiVS 6<br />
deutliche Vorteile auf. In Bild 14 sind Werkzeugstand-<br />
zeiten von Hartmetall P 25 beim Stirnfräsen verschiede-<br />
ner Werkstoffe in Abhängigkeit von <strong>der</strong> Schnittge-<br />
schwindigkeit aufgetragen. Diese Versuche wurden am<br />
Institut für Fertigungstechnik und Spanende Werkzeug-<br />
maschinen an <strong>der</strong> Universität in Hannover durchge-<br />
führt.16). In allen Fällen erreichte <strong>der</strong> Stahl 27 MnSiVS 6<br />
höhere Standzeiten als <strong>der</strong> Vergütungsstahl 42 CrMo 4<br />
o<strong>der</strong> <strong>der</strong> Einsatzstahl 16 MnCrS 5 im BG-geglühten Zu-<br />
stand.<br />
Ein weiterer Vorteil von AFP-Stählen gegenüber Vergü-<br />
tungsstählen hinsichtlich Verarbeitbarkeit stellen die<br />
gleichmäßigen Eigenschaften im Querschnitt von Bau-<br />
teilen dar.<br />
In Bild 15 sind Härteverläufe an 60 mm-Rundmaterial für<br />
den Vergütungsstahl Ck 45 und den AFP-Stahl 49<br />
MnVS 3 gegenübergestellt. Zusätzliche Gefügebil<strong>der</strong><br />
jeweils aus Oberflächen- und Kernbereich verdeutli-<br />
chen, daß beim Vergütungsstahl aufgrund verschiede-<br />
ner Härtungsgefüge im Querschnitt starke Unterschie-<br />
de vorliegen, die zu einem entsprechenden Härteverlauf<br />
von hohen Randwerten (260 HB) zu niedrigen Kernwer-<br />
ten (195 HB) führen. Der AFP-Stahl dagegen weist in<br />
dem gesamten Querschnitt ein nahezu gleichmäßiges<br />
Ferrit-Perlit-Gefüge auf mit nahezu einheitlichen Härte-<br />
werten, die zwischen rund 245 (Rand) und 230 HB<br />
(Kern) liegen. Die große Gleichmäßigkeit des Gefüges<br />
und <strong>der</strong> Eigenschaften von AFP-Stählen im gesamten<br />
Bauteilquerschnitt führt zum Beispiel hinsichtlich Ver-<br />
zugsverhalten zu deutlichen Vorteilen gegenüber Ver-<br />
gütungsstählen, bei denen insbeson<strong>der</strong>e nach dem<br />
Härten häufig Richtoperationen durchgeführt werden<br />
müssen.<br />
9
Oberf Iäche<br />
Gefüge<br />
vergütungs-<br />
stahl<br />
(Ck 45)<br />
AFP-Stahl<br />
(49 MnVS 3)<br />
/<br />
I ,<br />
’ I I<br />
Abmessung: 60 mm Dmr.<br />
AFP-Stahl (49 MnVS 3)<br />
\/<br />
190 I I I I I I<br />
Oberf lache Kern Oberf Iäche<br />
Abstand von <strong>der</strong> Oberfläche<br />
Bild 15 Harte- und Gefugevergleich Vergütungs-/AFP-Stahl in Ab-<br />
hangigkeit vom Oberflächenabstand<br />
7. Normung<br />
Obwohl die Entwicklung ist<br />
eine Normung des bisher erreichten Entwicklungsstan-<br />
des zur allgemeinen Information und zur Vereinheitli-<br />
chung <strong>der</strong> gebräuchlichsten Stähle sinnvoll. In <strong>der</strong> Bun-<br />
desrepublik Deutschland hat <strong>der</strong> Werkstoffausschuß<br />
des Vereins Deutscher Eisenhüttenleute hierzu das<br />
Stahl-Eisen-Werkstoffblatt (SEW) 101 erarbeitet17), in<br />
dem die zur Zeit gebräuchlichsten AFP-Stähle be-<br />
schrieben sind. Tafel 1 und 2 zeigen die Festlegungen<br />
<strong>der</strong> chemischen Zusammensetzung und <strong>der</strong> mechani-<br />
schen Eigenschaften des SEW 101.<br />
Die inzwischen weltweite Anwendung und die steigen-<br />
de Bedeutung dieser Stahlgruppe begründet auch ak-<br />
tuelle Bestrebungen zur Normung <strong>der</strong> AFP-Stähle auf<br />
internationaler und/o<strong>der</strong> europäischer Ebene.<br />
8. Zukünftige Entwicklungen<br />
Die bisherigen Erfahrungen haben gezeigt, daß durch<br />
gezielte Maßnahmen unterschiedlichster Art die An-<br />
wendungsmöglichkeiten für AFP-Stähle ausgeweitet<br />
werden können von wenig auf Zähigkeit beanspruchte<br />
Bauteile (Beispiel Kurbelwelle) auf schlagbeanspruchte<br />
Bauteile (Beispiel Achsschenkel). Bei statischer und<br />
schwingen<strong>der</strong> Beanspruchung ergeben sich vergleich-<br />
bare Eigenschaften wie bei Vergütungsstählen.Auf dem<br />
Wege nach vergleichbaren Zähigkeitseigenschaften<br />
sind entscheidende Fortschritte erzielt worden, wobei<br />
durch weitere Optimierung zum Beispiel <strong>der</strong>umformbe-<br />
dingungen noch Verbesserungen möglich erscheinen.<br />
Für eine breitere Anwendung <strong>der</strong> AFP-Stähle auch aus-<br />
serhalb <strong>der</strong> Gesenkschmiedeindustrie sprechen erste<br />
erfolgreiche Serieneinsätze von gewalztem o<strong>der</strong> ge-<br />
schmiedetem Stabstahl für zum Beispiel Kolbenstan-<br />
gen und eingeleitete Erprobungen mit Draht für zum<br />
Beispiel Befestigungselemente. Auch bei diesen An-<br />
wendungen werden die bisher üblichen Vergütungs-<br />
stähle ersetzt und die Vergütungsbehandlungen einge-<br />
spart.<br />
Weitere Schwerpunkte für zukünftige Entwicklungen<br />
bei den AFP-Stählen sind Untersuchungen zum ther-<br />
momechanischen Behandeln und zum Verhalten bei<br />
Tafel 1 Chemische Zusammensetzung (Schmelzenanalyse) <strong>der</strong> AFP-Stähle nach Stahl-Eisen-Werkstoffblatt 101<br />
Stahlsorte<br />
Kurzname Werkstoff C<br />
Nr<br />
Si Mn P<br />
Massenanteil in %<br />
S V<br />
49 MnVS 3 1.1199 0,44 / 0,50 5 050 0,70/ 1 ,oo 5 0,035 0,030 f 0,065 0,08/0,13<br />
38 MnSiVS 5 1.5231 0,35/ 0,40 0,50/0,80 1,20/1,50 5 0,035 0,030/ 0,065 0,08/0,13<br />
27 MnSiVS 6 1.5232 0,25/0,30 0,50/0,80 1,30/ 1,60 s 0,035 0,030/0,050 0,08/0,13<br />
44 MnSiVS 6 1.5233 0,42 f 0,47 0,50/0,80 1,30/1,60 5 0,035 0,020f 0,035 0,10/0,15<br />
Tafel 2 Mechanische Eigenschaften <strong>der</strong> AFP-Stähle nach Stahl-Eisen-Werkstoffblatt 101 (Anhaltsangaben)<br />
Kurzname<br />
Stahlsorte<br />
Werkstoff-<br />
Nr.<br />
49 MnVS 3 1.1199 30 bis 150<br />
38 MnSiVS 5 1.5231 30 bis 150<br />
27 MnSiVS 6 1.5232 30 bis 150<br />
44 MnSiVS 6 1.5233 30 bis 150<br />
1) Probenlage: Langspmben (in Faserrichtung)<br />
10<br />
Durchmesser d Streck-<br />
o<strong>der</strong> flachen- grenze<br />
gleicher Re<br />
Querschnitt<br />
mm Nimm2<br />
min.<br />
Zustand Bt<br />
zug- Bruch- Bruch- Oberflächen-<br />
festigkeit dehnungl) einschnü- härte nach<br />
Rm A rung Zl) Induktions-<br />
hartung<br />
Nlmmz % % HRC<br />
min. min. min.<br />
450 750 - 900 8 20 56<br />
550 820 - 1000 12 25 52<br />
500 800- 950 14 30 48<br />
600 950-1100 10 20 54
Oberflachenbehandlungen wie dem Nitrieren. Die AFP-<br />
Stähle sind grundsätzlich zum Nitrieren geeignetja), je-<br />
doch können Verbesserungen zum Beispiel durch Le-<br />
gieren mit stickstoffaffinen Elementen erfor<strong>der</strong>lich sein<br />
zum Erreichen entsprechend härterer Oberflächen-<br />
schichten.<br />
Zusammenfassung<br />
Die Ursachen und die Zielsetzung zur Entwicklung<br />
ausscheidungshärten<strong>der</strong> <strong>ferritisch</strong>-perlitischer (AFP-)<br />
Stähle und die Unterschiede <strong>der</strong> Ausscheidungshär-<br />
tung durch Vanadin und Niob werden beschrieben. Vom<br />
ersten AFP-Stahl 49 MnVS 3 ausgehend werden die<br />
Entwicklungsstufen geschil<strong>der</strong>t, die das Festigkeits-/<br />
Zähigkeitsverhältnis dieser Stahlgruppe verbessert ha-<br />
ben. Auf wichtige Gebrauchs- und Verarbeitungseigen-<br />
schaften, die Normung und diezukünftigen Entwicklun-<br />
gen <strong>der</strong> AFP-Stähle wird eingegangen.<br />
Summary<br />
This Paper describes the development of precipitation<br />
hardening ferritic-pearlitic steels (in german: AFP-<br />
steels). The aim of development of these steels is to<br />
increase both the strength and the toughness in com-<br />
parison to unalloyed carbon steels or cast nodular<br />
graphite iron. The differente in precipitation hardening<br />
by vanadium and on the other hand by niobium will be<br />
discussed. Starting with thefirst precipitation hardening<br />
ferritic-pearlitic steel 49 MnVS 3, further developments<br />
to increase the strength/toughness relationship will be<br />
shown. Finally, important properties in processing and<br />
Operation of these steels will be demonstrated. The sta-<br />
tus of standardization and the future developments are<br />
discussed.<br />
Schrifttum<br />
1) Unveröffentlichte Ergebnisse <strong>der</strong> Deutsche Edelstahlwerke AG,<br />
Werk Remscheid (November 1971)<br />
2) Meyer, L.; Bühler, H.-E.; Heisterkamp, F: Thyssen Forschung 3<br />
(1971) S. 8/43<br />
3) Unveroffentlichte Ergebnisse <strong>der</strong> Deutsche Edelstahlwerke AG,<br />
Krefeld (1972)<br />
4) von den Steinen, A.; Engineer, S.; Horn, E.; Preis, G.: Stahl und<br />
Eisen 95 (1975) S. 209/14<br />
5) Frodl, D.; Randak, A.; Vetter, K.: HTM 29 (1974) S. 169/75<br />
6) Engineer, S.: TEW-Technische Berichte 2 (1976) S. 105/110<br />
7) Engineer, S.: Dr-Ing.-Dissertation, Technische Hochschule<br />
Aachen (Februar 1977)<br />
8) Unveröffentlichte Ergebnisse <strong>der</strong> Thyssen Umformtechnik AG,<br />
Remscheid<br />
9) Engineer, S.; von den Steinen, A.: TEW-Technische Berichte 6<br />
(1980) S. 85/89<br />
10) Kneller, J.: Stahl und Eisen 107 (1987) S. 905/09<br />
11) Engineer, S.; Huchtemann, B.; Schuler, V: TEW-Technische Be-<br />
richte 13 (1987) S. 34/43<br />
12) Huchtemann, B.; Keppler, W.: Unveröffentlichte Ergebnisse aus<br />
dem Bereich Forschung, Qualitäts- und Prüfwesen <strong>der</strong> Thyssen<br />
Edelstahlwerke AG<br />
13) Huchtemann, 6.; Engineer, S.; Schüler, V: HTM 44 (1989) S. 17/24<br />
14) Mäscher, G.; Schmidt, J.; Wolff, J.: HTM 43 (1988) S. 171/175<br />
15) Brandis, H.; Huchtemann, B.; Schmidt, W.: TEW-Technische Be-<br />
richte 14 (1988) S. 135/142<br />
16) Schnadt, FL: Schmiede-Journal (Matz 1989) S. 22/23<br />
‘7) Stahl-Eisen-Werkstoffblatt 101 (1988) Verlag Stahleisen GmbH,<br />
Düsseldorf<br />
18) Razim, C.: Metal Progress (Mai 1981) S. 50155<br />
11













