Bestimmung der Ausdehnungskoeffizienten eines spritzgegossenen ...
Bestimmung der Ausdehnungskoeffizienten eines spritzgegossenen ...
Bestimmung der Ausdehnungskoeffizienten eines spritzgegossenen ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Bestimmung</strong> <strong>der</strong> <strong>Ausdehnungskoeffizienten</strong> <strong>eines</strong><br />
<strong>spritzgegossenen</strong> Maschinenteils aus gefülltem<br />
Polyphenylensulfid unterhalb und oberhalb <strong>der</strong><br />
Glasübergangstemperatur<br />
Einführung<br />
Spritzgegossene, aus glasfasergefüllten Polymeren<br />
fabrizierte Teile haben prozessbedingt<br />
in <strong>der</strong> Regel richtungsabhängige <strong>Ausdehnungskoeffizienten</strong>.<br />
Bei <strong>der</strong> hier untersuchten<br />
Probe handelt es sich um ein Maschinenteil<br />
(Welle) aus glasfasergefülltem<br />
Polyphenylensulfid (PPS). Für die Konstruktion<br />
<strong>der</strong> Maschine ist es wichtig, dass<br />
die <strong>Ausdehnungskoeffizienten</strong> dieser Welle<br />
in axialer und in radialer Richtung bekannt<br />
sind. Mit TMA-Messungen können<br />
diese Informationen rasch und einfach gewonnen<br />
werden.<br />
Probenvorbereitung<br />
Messungen des <strong>Ausdehnungskoeffizienten</strong><br />
erfolgen unter einer möglichst geringen<br />
Lasteinwirkung auf die Probe. Um die<br />
Messgenauigkeit zu erhöhen, werden dabei<br />
mit Vorteil in Messrichtung grosse („dikke“)<br />
Proben verwendet. Die beiden Oberflächen<br />
<strong>der</strong> Probe sollten eben, glatt und parallel<br />
sein. Im vorliegenden Fall wurden aus<br />
<strong>der</strong> Welle eine Probe in radialer Richtung<br />
und zwei Proben in axialer Richtung vorbereitet.<br />
Dabei wurde darauf geachtet, dass<br />
die Proben durch das Zusägen und Schleifen<br />
thermisch nur gering belastet wurden.<br />
Probe A (axial) Durchmesser 9.3 mm, Höhe<br />
4.9 mm; Probe B (axial, vom an<strong>der</strong>en Ende<br />
<strong>der</strong> Welle), Durchmesser 5 mm, Höhe<br />
8.7 mm; Probe C (radial, gleiches Ende wie<br />
Probe B), Höhe 6.8 mm, Grundfläche<br />
5 mm x 5 mm.<br />
Messbedingungen<br />
Modul: TMA/SDTA840 mit 3.0 mm Kugelsonde<br />
Last: 0.02 N; um die Last gleichmässig auf<br />
die Probenoberfläche zu verteilen, wird<br />
zwischen Sonde und Probe ein 0.5 mm dikkes<br />
Plättchen aus Quarzglas gelegt.<br />
Temperaturprogramm: 30 °C bis 200 °C<br />
mit 1 K/min<br />
Atmosphäre: stehende Luft.<br />
Ergebnisse<br />
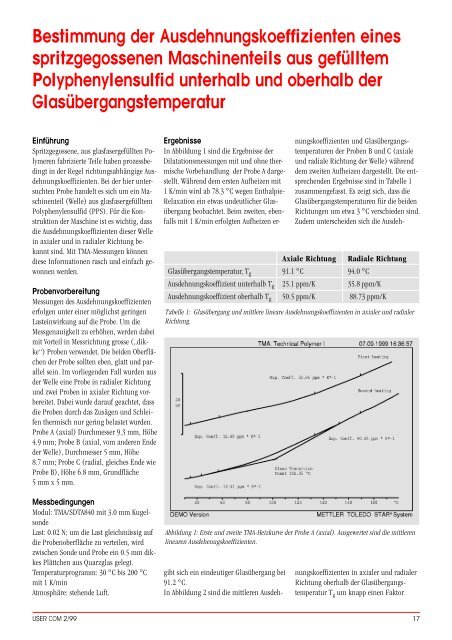
In Abbildung 1 sind die Ergebnisse <strong>der</strong><br />
Dilatationsmessungen mit und ohne thermische<br />
Vorbehandlung <strong>der</strong> Probe A dargestellt.<br />
Während dem ersten Aufheizen mit<br />
1 K/min wird ab 78.3 °C wegen Enthalpie-<br />
Relaxation ein etwas undeutlicher Glasübergang<br />
beobachtet. Beim zweiten, ebenfalls<br />
mit 1 K/min erfolgten Aufheizen er-<br />
gibt sich ein eindeutiger Glasübergang bei<br />
91.2 °C.<br />
In Abbildung 2 sind die mittleren Ausdeh-<br />
nungskoeffizienten und Glasübergangstemperaturen<br />
<strong>der</strong> Proben B und C (axiale<br />
und radiale Richtung <strong>der</strong> Welle) während<br />
dem zweiten Aufheizen dargestellt. Die entsprechenden<br />
Ergebnisse sind in Tabelle 1<br />
zusammengefasst. Es zeigt sich, dass die<br />
Glasübergangstemperaturen für die beiden<br />
Richtungen um etwa 3 °C verschieden sind.<br />
Zudem unterscheiden sich die Ausdeh-<br />
Axiale Richtung Radiale Richtung<br />
Glasübergangstemperatur, Tg 91.1 °C 94.0 °C<br />
Ausdehnungskoeffizient unterhalb Tg 25.1 ppm/K 35.8 ppm/K<br />
Ausdehnungskoeffizient oberhalb Tg 50.5 ppm/K 88.73 ppm/K<br />
Tabelle 1: Glasübergang und mittlere lineare <strong>Ausdehnungskoeffizienten</strong> in axialer und radialer<br />
Richtung.<br />
Abbildung 1: Erste und zweite TMA-Heizkurve <strong>der</strong> Probe A (axial). Ausgewertet sind die mittleren<br />
linearen Ausdehenugskoeffizienten.<br />
nungskoeffizienten in axialer und radialer<br />
Richtung oberhalb <strong>der</strong> Glasübergangstemperatur<br />
T g um knapp einen Faktor<br />
USER COM 2/99 17
zwei, unterhalb von T g um etwa 30 %. Dies<br />
zeigt, dass die eingangs erwähnte, beim<br />
Produktionsprozess entstehende Orientierung<br />
im Spritzgussteil die mechanisch bestimmte<br />
Glastemperatur und den thermischen<br />
<strong>Ausdehnungskoeffizienten</strong> signifikant<br />
beeinflusst.<br />
Vergleicht man die mittleren <strong>Ausdehnungskoeffizienten</strong><br />
<strong>der</strong> beiden Proben in axialer<br />
Richtung (Probe A und Probe B), so ergeben<br />
sich zwar geringe aber dennoch signifikante<br />
Unterschiede. Dies illustriert, dass<br />
sich auch die unterschiedlichen Fliesswege<br />
auf die thermischen Eigenschaften des<br />
Spritzgussteils auswirken. Man stellt also<br />
nicht nur richtungsmässig anisotrope Verhältnisse<br />
fest, son<strong>der</strong>n (allerdings in deutlich<br />
geringerem Masse) auch „ortsabhängige“.<br />
Abbildung 2: Die TMA-Kurven zeigen den Glasübergang und die mittleren linearen <strong>Ausdehnungskoeffizienten</strong><br />
in axialer und radialer Richtung des PPS-Spritzgussteiles (Proben B und C).<br />
18 USER COM 2/99