

"Alles unter Kontrolle" - Reproduzierbar lackieren José Gamero
"Alles unter Kontrolle" - Reproduzierbar lackieren José Gamero
"Alles unter Kontrolle" - Reproduzierbar lackieren José Gamero

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
SCHWERPUNKT: PROZESSKONTROLLE<br />
mo<br />
<strong>Alles</strong> <strong>unter</strong> Kontrolle<br />
<strong>Reproduzierbar</strong> <strong>lackieren</strong><br />
José <strong>Gamero</strong>, Rodgau<br />
Beim Einführen neuer Farbtöne oder Lacksysteme ist die kurzfristige<br />
Optimierung der Lackierparameter problematisch. Aus diesem<br />
Grund erfolgt die reproduzierbare Parameterermittlung nicht<br />
an den eigentlichen Produktions-, sondern in Technikumsanlagen.<br />
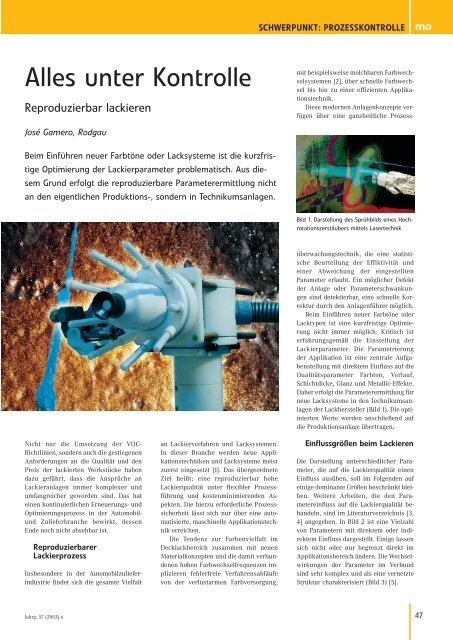
Bild 1. Darstellung des Sprühbilds eines Hochrotationszerstäubers<br />
mittels Lasertechnik<br />
Nicht nur die Umsetzung der VOC-<br />
Richtlinien, sondern auch die gestiegenen<br />
Anforderungen an die Qualität und den<br />
Preis der lackierten Werkstücke haben<br />
dazu geführt, dass die Ansprüche an<br />
Lackieranlagen immer komplexer und<br />
umfangreicher geworden sind. Das hat<br />
einen kontinuierlichen Erneuerungs- und<br />
Optimierungsprozess in der Automobilund<br />
Zulieferbranche bewirkt, dessen<br />
Ende noch nicht absehbar ist.<br />
<strong>Reproduzierbar</strong>er<br />
Lackierprozess<br />
Insbesondere in der Automobilzulieferindustrie<br />
findet sich die gesamte Vielfalt<br />
an Lackierverfahren und Lacksystemen.<br />
In dieser Branche werden neue Applikationstechniken<br />
und Lacksysteme meist<br />
zuerst eingesetzt [1]. Das übergeordnete<br />
Ziel heißt: eine reproduzierbar hohe<br />
Lackierqualität <strong>unter</strong> flexibler Prozessführung<br />
und kostenminimierenden Aspekten.<br />
Die hierzu erforderliche Prozesssicherheit<br />
lässt sich nur über eine automatisierte,<br />
maschinelle Applikationstechnik<br />
erreichen.<br />
Die Tendenz zur Farbenvielfalt im<br />
Decklackbereich zusammen mit neuen<br />
Materialkonzepten und die damit verbundenen<br />
hohen Farbwechselfrequenzen implizieren<br />
fehlerfreie Verfahrensabläufe<br />
von der verlustarmen Farbversorgung,<br />
mit beispielsweise molchbaren Farbwechselsystemen<br />
[2], über schnelle Farbwechsel<br />
bis hin zu einer effizienten Applikationstechnik.<br />
Diese modernen Anlagenkonzepte verfügen<br />
über eine ganzheitliche Prozessüberwachungstechnik,<br />
die eine statistische<br />
Beurteilung der Effiktivität und<br />
einer Abweichung der eingestellten<br />
Parameter erlaubt. Ein möglicher Defekt<br />
der Anlage oder Parameterschwankungen<br />
sind detektierbar, eine schnelle Korrektur<br />
durch den Anlagenführer möglich.<br />
Beim Einführen neuer Farbtöne oder<br />
Lacktypen ist eine kurzfristige Optimierung<br />
nicht immer möglich. Kritisch ist<br />
erfahrungsgemäß die Einstellung der<br />
Lackierparameter. Die Parametrierung<br />
der Applikation ist eine zentrale Aufgabenstellung<br />
mit direktem Einfluss auf die<br />
Qualitätsparameter Farbton, Verlauf,<br />
Schichtdicke, Glanz und Metallic-Effekte.<br />
Daher erfolgt die Parameterermittlung für<br />
neue Lacksysteme in den Technikumsanlagen<br />
der Lackhersteller (Bild 1). Die optimierten<br />
Werte werden anschließend auf<br />
die Produktionsanlage übertragen.<br />
Einflussgrößen beim Lackieren<br />
Die Darstellung <strong>unter</strong>schiedlicher Parameter,<br />
die auf die Lackierqualität einen<br />
Einfluss ausüben, soll im Folgenden auf<br />
einige dominante Größen beschränkt bleiben.<br />
Weitere Arbeiten, die den Parametereinfluss<br />
auf die Lackierqualität behandeln,<br />
sind im Literaturverzeichnis [3,<br />
4] angegeben. In Bild 2 ist eine Vielzahl<br />
von Parametern mit direktem oder indirektem<br />
Einfluss dargestellt. Einige lassen<br />
sich nicht oder nur begrenzt direkt im<br />
Applikationsbereich ändern. Die Wechselwirkungen<br />
der Parameter im Verbund<br />
sind sehr komplex und als eine vernetzte<br />
Struktur charakterisiert (Bild 3) [5].<br />
Jahrg. 57 (2003) 6 47
mo<br />
SCHWERPUNKT: PROZESSKONTROLLE<br />
Zerstäuber<br />
• Lackmenge<br />
• Glockendrehzahl/Zerstäubung<br />
•<br />
• äuberluft<br />
• Hochspannung<br />
Lack<br />
• Lacktemperatur<br />
• ät<br />
• Lackrezeptur<br />
• Lacksystem<br />
Bild 2. Es gibt viele<br />
Einflussgrößen, die sich auf das<br />
Lackierergebnis auswirken<br />
• Glockengeometrie<br />
• äuberfabrikat<br />
• Bewegungsgeometrie<br />
Grenzflächenspannung hat die Drehzahl<br />
maßgeblichen Einfluss auf die Zerstäubungsqualität.<br />
Bild 4 zeigt die verschiedenen<br />
Zerstäubungsmodi, die sich einstellen<br />
können, wenn die Drehzahl bei konstanter<br />
Lackmenge verändert wird.<br />
Bei niedriger Drehzahl stellt sich das<br />
Abtropfen (a) ein. Wenn die Drehzahl<br />
steigt, wird der Strahl- oder Fadenzerfall<br />
(b) erreicht. Eine weitere Erhöhung der<br />
Drehzahl führt in den laminaren Lamellenzerfall<br />
mit Randkontraktion (c), um<br />
schließlich nach einer weiteren Steige-<br />
Lackierergebnis<br />
Sonstige<br />
Kabine<br />
• Lufttemperatur/Luftfeuchte<br />
• Luftströmung/Luftsinkgeschwindigkeit<br />
• ä<br />
• ücktemperatur<br />
• Flash-off-Zeit<br />
• Ofentemperatur<br />
Diese Komplexität erfordert eine<br />
genaue Kenntnis der physikalischen Zusammenhänge,<br />
um eine qualitative und<br />
quantitative Beschreibung ermöglichen<br />
zu können. Ein einseitiges Erhöhen der<br />
Lackmenge beispielsweise bewirkt zwar<br />
eine größere Schichtdicke, es ergeben<br />
sich jedoch weitere Sekundäreffekte, die<br />
nicht berücksichtigt werden oder nicht<br />
gewollt sind.<br />
Primäre Lackierparameter<br />
Das Variieren der Lackmenge hat bei<br />
sonst konstanten Parametern einen direkten<br />
Einfluss auf die Tropfengröße und<br />
–verteilung. Außerdem beeinflusst die<br />
Lackmenge das Verdunstungsverhalten<br />
der Tropfen im Flug und den Lösemittelrestgehalt<br />
des Lacks. Dadurch ändern<br />
sich die Viskosität und der Verlauf des<br />
Lacks auf der Substratoberfläche. Unerwünschte<br />
Veränderungen der Oberflächenoptik<br />
können das Resultat sein.<br />
Ähnliche qualitative Einbußen erfährt<br />
das Lackierergebnis, wenn andere primäre<br />
Lackierparameter modifiziert werden.<br />
Zu den Primärparametern, die der Anlagenbediener<br />
direkt beeinflussen kann,<br />
zählen Lackmenge, Drehzahl, Lenkluft,<br />
Hochspannung und die Kabinenbedingungen<br />
wie relative Feuchte, Temperatur,<br />
Luftströmung sowie Luftsinkgeschwindigkeit.<br />
Nachfolgend wird der Einfluss<br />
auf das Lackierergebnis auf Grund der<br />
Variation eines Primärparameters am<br />
Beispiel der Drehzahl und der Lenkluft<br />
exemplarisch und qualitativ erläutert.<br />
Tropfenspektrum variieren<br />
Die Glockendrehzahl hat einen großen<br />
Einfluss auf die Zerstäubungsgüte. Über<br />
die Drehzahl lässt sich das Tropfenspektrum<br />
steuern. Die Umfangsgeschwindigkeit<br />
nimmt mit steigender Drehzahl zu,<br />
während die mittlere Tropfengröße bei<br />
sonst konstanten Parametern abnimmt.<br />
Dadurch ändert sich auch das Verdunstungsverhalten.<br />
Beim Verarbeiten von wasserbasierenden<br />
Lacksystemen mit einer hohen<br />
Bild 3. Die Wechselwirkungen der Parameter sind komplex und miteinander vernetzt [5]<br />
48<br />
Jahrg. 57 (2003) 6
SCHWERPUNKT: PROZESSKONTROLLE<br />
mo<br />
rung in den Modus des turbulenten Lamellenzerfalls<br />
(d) überzugehen. Für die<br />
Lackiertechnik relevant beziehungsweise<br />
notwendig ist der Modus (b), da die Einstellungen<br />
eine reproduzierbare, enge<br />
Tropfengrößenverteilung sicherstellen.<br />
Die anderen drei Modi sind durch stochastische,<br />
breite Tropfenspektren charakterisiert.<br />
Sprühbild formen<br />
Die Lenkluft wird über einen um den<br />
Glockenteller herum befindlichen Düsenkranz<br />
geführt. Sie formt das Sprühbild,<br />
indem sie das radial von der Glockenkante<br />
nach außen strömende Tropfenspray<br />
auf das axial ausgerichtete Werkstück<br />
umlenkt. In Bild 5 ist der Einfluss<br />
der Lenkluft auf die Sprühbildausformung<br />
qualitativ dargestellt.<br />
Mit zunehmender Lenkluftmenge wird<br />
der Sprühstrahldurchmesser verringert<br />
und der Tropfen axial stärker beschleunigt.<br />
Die veränderte Strömung des Sprays<br />
kann dazu führen, dass ein erheblicher<br />
Teil des Sprühstrahls mit der über dem<br />
Substrat radial abströmenden Luftströmung<br />
mitgerissen wird. Das bedingt einen<br />
erhöhten Oversprayanteil und einen<br />
reduzierten Auftragswirkungsgrad.<br />
<strong>Reproduzierbar</strong>e<br />
Lackierergebnisse<br />
Das Ziel sind reproduzierbare Lackierergebnisse<br />
mit geringer beziehungsweise<br />
ohne Fehlerquote. Obwohl der erhöhte<br />
Automatisierungsgrad ein wesentlicher<br />
Schritt zur Erfüllung dieser Kriterien ist,<br />
gibt es verschiedene Gründe, die das<br />
Erreichen dieser Ziele erschweren. Ein<br />
Grund kann der Einsatz neu entwickelter<br />
wasserbasierender Lackmaterialien sein.<br />
Diese erfordern in der Regel ein wesentlich<br />
kleineres Applikationsfenster.<br />
Das genaue Einhalten der Lackierparameter<br />
bedingt eine vollständige Prozessüberwachung,<br />
um auftretende Abweichungen<br />
schnellstmöglich zu identifizieren<br />
und zu beheben. Besonders das Verarbeiten<br />
von wasserbasierenden Lacksystemen<br />
hat zu solchen Maßnahmen geführt,<br />
da diese gegenüber den konventionellen,<br />
lösemittelbasierenden Lacksystemen<br />
„empfindlicher“ auf Parameterschwankungen<br />
reagieren.<br />
Die Notwendigkeit einer hohen <strong>Reproduzierbar</strong>keit<br />
tritt aber nicht nur bei<br />
den Lackierereien auf, sondern in erhöhtem<br />
Maße auch beim Lackhersteller, der<br />
beispielsweise einen kontinuierlichen<br />
Nachweis über die Einhaltung der Farbtöne<br />
erbringen muss. Die Vielfalt der<br />
Bild 4. Die Drehzahl des<br />
Rotationszerstäubers hat maßgeblichen<br />
Einfluss auf die<br />
Zerstäubungsqualität<br />
Lacksysteme, Farbtöne sowie der Applikationsparameter<br />
und deren Einfluss auf<br />
das Lackierergebnis erfordern eine hohe<br />
technische Ausstattung der Technika von<br />
Lackherstellern.<br />
Die heutigen Technikumsanlagen müssen<br />
technisch so ausgerüstet sein, dass<br />
sie neben ihren „klassischen“ Aufgabenstellungen<br />
wie dem Erstellen von Farbtontafeln<br />
und dem Überprüfen von Chargen<br />
beispielsweise auch die Linienbedingungen<br />
der einzelnen Kundenwerke<br />
nachstellen und zur Fehlerbehebung beitragen<br />
können.<br />
Auf Grund der Variabilität von Lackieranlagen<br />
ist das keine leichte Aufgabe.<br />
Besonders bei der Neuentwicklung von<br />
Farben ist eine Sicherstellung der <strong>Reproduzierbar</strong>keit<br />
der Parameter notwendig,<br />
um die Applikationsergebnisse richtig interpretieren<br />
und zuweisen zu können.<br />
integrierte Softwarelösungen für den Betreiber von Lackieranlagen<br />
DE software &<br />
control GmbH<br />
Mengkofener Str. 21<br />
D-84130 Dingolfing<br />
Arbeitsvorbereitung<br />
Auftragssteuerung<br />
Produktdokumentation<br />
Anlagensteuerung<br />
Anlagendokumentation<br />
Analyse und Statistik<br />
Info-Center<br />
Materialflusssteuerung<br />
Lagerverwaltung<br />
Qualitätsdatenerfassung<br />
DE_PSS<br />
Fertigungssteuerung für Lackieranlagen<br />
www.de-gmbh.com - www.MachineAtWeb.com - eMail: de@de-gmbh.com<br />
Tel +49 (0)8731 3797 0 - Fax +49 (0)8731 3797 29<br />
Jahrg. 57 (2003) 6 49
mo<br />
SCHWERPUNKT: PROZESSKONTROLLE<br />
Bild 5. Einfluss der Lenkluft<br />
auf die<br />
Sprühstrahlformung<br />
Die Vorteile eines solchen Maschinenkonzepts<br />
können jedoch nur dann effektiv<br />
genutzt werden, wenn die Einflussgrößen,<br />
wie Strömungsverhältnisse, Temperatur<br />
und relative Luftfeuchte, über ein<br />
integriertes Kabinenkonzept kontrolliert<br />
und geregelt werden. Eine Bedingung, die<br />
häufig <strong>unter</strong>schätzt wird, aber für die geforderte<br />
Zielsetzung notwendig ist.<br />
Fazit<br />
Dieser Umstand und die umfangreichen<br />
Testreihen, die erforderlich sind, haben<br />
zur Entwicklung der „LabPainter QC301“<br />
(Bild 6) von LacTec geführt.<br />
Mobiles Prüfsystem<br />
Der LabPainter ist ein mobiles, kompaktes<br />
Prüfsystem, das sich aus verschiedenen<br />
Einheiten zusammensetzt. Zentraler<br />
Bereich der Anlage, sowohl räumlich wie<br />
auch technisch, ist die Zerstäubertechnik.<br />
Die Applikationstechnik verfügt über<br />
einen elektrostatisch <strong>unter</strong>stützten Hochrotationszerstäuber<br />
und zwei konventionelle<br />
Pistolen. Über eine Schnellwechselplatte<br />
sind die Zerstäuber aller herkömmlichen<br />
Fabrikate montierbar. Durch diesen<br />
flexiblen Aufbau lässt sich der Farbton<br />
der Linienanwendungen<br />
nachbilden.<br />
Das Maschinenkonzept ermöglicht<br />
es dem Betreiber bei<br />
Einhaltung aller sicherheitstechnischen<br />
(EX-Zone 1, isolierter<br />
Aufbau) und funktionalen<br />
Anforderungen, mit minimalen<br />
Platzverhältnissen auszukommen.<br />
Die erforderliche Kabinengröße<br />
beträgt 2100 x 2500 x<br />
2400 mm 3 . Die Kosten für die<br />
notwendige Konditionierung<br />
der Kabinenluft lassen sich<br />
dadurch deutlich verringern.<br />
Durch eine gegenläufige Bewegung<br />
zwischen dem Applikationsorgan<br />
und dem Substrat<br />
reduziert sich zum einen die<br />
Bauhöhe, und zum anderen<br />
lässt sich der Zerstäuber langsam<br />
verfahren. Dies trägt zu<br />
einem stabilen Sprühbild bei<br />
und minimiert mögliche Störungen, die<br />
aus starken Beschleunigungen resultieren<br />
würden.<br />
Das Sprühbild bildet die parametrierten<br />
Einstellungen exakt nach. Das erhöht<br />
die <strong>Reproduzierbar</strong>keit. Der integrierte<br />
Matrix-Farbwechsler erlaubt einen automatischen,<br />
schnellen Farbwechsel mit<br />
minimierten Lackverlusten.<br />
Über die Steuerung lassen sich die<br />
Lackierprogramme und Parametereinstellungen<br />
definieren und programmieren.<br />
Darüber hinaus sind Prüfvorschriften wie<br />
Keilfunktion, Farbtontafeln oder Fingerprints<br />
möglich. Die Steuerung der Anlage<br />
erlaubt neben der Kontrolle und Überwachung<br />
der Funktionseinstellungen Dokumentationsauszüge<br />
in Papierform mit Etikettenausdruck.<br />
Bild 6. Das flexible Maschinenkonzept LabPainter QC301<br />
Auf Grund der rasanten Entwicklung von<br />
neuen Lacksystemen und Applikationstechniken<br />
ist die <strong>Reproduzierbar</strong>keit der<br />
Lackierparameter für die Lackhersteller<br />
von großer Bedeutung. Kleinste Parameterschwankungen<br />
können die Lackierergebnisse<br />
so beeinflussen, dass eine objektive<br />
Beurteilung der Lackformulierung<br />
nicht mehr möglich ist. Eine Sicherstellung<br />
der Parametrierung ist für den<br />
Lackhersteller unabdingbar geworden.<br />
Kontakt<br />
LacTec GmbH<br />
63110 Rodgau<br />
Tel. 0 61 06 / 84 47-0<br />
Fax 0 61 06 / 84 47-51<br />
E-Mail: jose.gamero@lactec.com<br />
www.lactec.de<br />
Der Autor dieses Beitrags<br />
Dr. José <strong>Gamero</strong>, Jahrgang 1964, studierte<br />
in Essen Maschinenbau mit dem Schwerpunkt<br />
Energie- und Verfahrenstechnik. Er<br />
promovierte an der TU Bergakademie<br />
Freiburg am Institut für Fluidmechanik.<br />
Heute ist er bei LacTec für den Bereich<br />
Schulung und Marketing zuständig.<br />
Literatur<br />
[1] J. <strong>Gamero</strong>: Standards schaffen, Offline-<br />
Lackierung von Kunststoffteilen, mo 56<br />
(2002) 4<br />
[2] J. <strong>Gamero</strong>: Neues Farbwechselkonzept für<br />
Lackierroboter, JOT, 07/2002<br />
[3] J. Domnick: Bewertung von Applikationstechniken<br />
<strong>unter</strong> dem Gesichtspunkt neuer<br />
Automatisierungskonzepte, DFO Automobiltagung,<br />
Dresden 2001<br />
[4] T. Scholz: Experimentelle Untersuchungen<br />
zur Mehrphasenströmung im Sprühkegel<br />
eines elektrostatisch <strong>unter</strong>stützten Hochrotationszerstäubers,<br />
VDI Verlag, 1998<br />
[5] O. Leisin: Gut-besser-optimal, JOT, 09/2002<br />
50<br />
Jahrg. 57 (2003) 6











