LOCTITE 601 - Kaindl Technischer
LOCTITE 601 - Kaindl Technischer
LOCTITE 601 - Kaindl Technischer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Technisches Datenblatt<br />
<strong>LOCTITE</strong> ® <strong>601</strong><br />
Juni 2004<br />
PRODUKTBESCHREIBUNG<br />
<strong>LOCTITE</strong> ® <strong>601</strong> besitzt die folgenden Produkteigenschaften:<br />
Technologie<br />
Acrylat<br />
Chemische Basis Dimethacrylatester<br />
Aussehen<br />
Grün, flüssig LMS<br />
(unausgehärtet)<br />
Fluoreszenz<br />
Ja, unter UV-Licht LMS<br />
Komponenten Einkomponentig -<br />
kein Mischen erforderlich<br />
Viskosität<br />
Niedrig<br />
Aushärtung<br />
Anaerob<br />
Sekundärhärtung Aktivator<br />
Anwendung<br />
Fügen von Welle-Nabe-<br />
Verbindungen<br />
Festigkeit<br />
Hoch<br />
<strong>LOCTITE</strong> ® <strong>601</strong> wird zum Kleben von zylindrischen Fügeteilen<br />
eingesetzt, besonders wenn ein niedrigviskoses Produkt<br />
benötigt wird. Das Produkt härtet unter Luftabschluss zwischen<br />
enganliegenden Metallflächen aus und verhindert<br />
selbständiges Losdrehen und Undichtheiten durch Stöße und<br />
Vibrationen.<br />
MATERIALEIGENSCHAFTEN<br />
Spez. Dichte bei 25 °C 1,1<br />
Flammpunkt - siehe Sicherheitsdatenblatt<br />
Viskosität, Brookfield - RVT, 25 °C, mPa·s (cP):<br />
Spindel 1, bei 20 U/min 100 bis 150<br />
Viskosität, EN 12092 - MV, 25 °C, nach180 s, mPa·s (cP):<br />
Schergeschwindigkeit 277 s -1 100 bis 150<br />
TYPISCHE AUSHÄRTEEIGENSCHAFTEN<br />
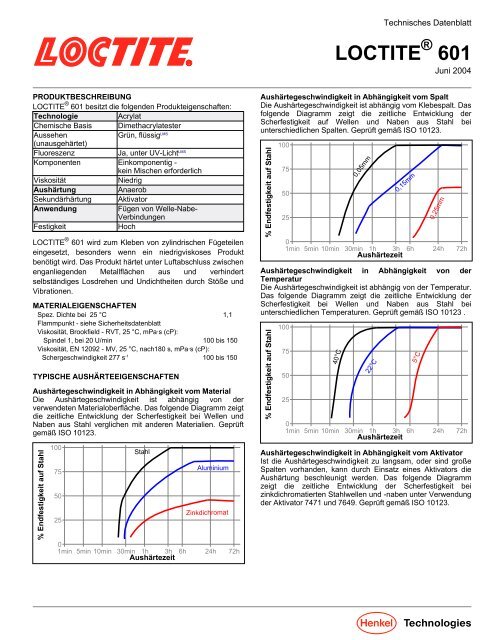
Aushärtegeschwindigkeit in Abhängigkeit vom Material<br />
Die Aushärtegeschwindigkeit ist abhängig von der<br />
verwendeten Materialoberfläche. Das folgende Diagramm zeigt<br />
die zeitliche Entwicklung der Scherfestigkeit bei Wellen und<br />
Naben aus Stahl verglichen mit anderen Materialien. Geprüft<br />
gemäß ISO 10123.<br />
% Endfestigkeit auf Stahl<br />
100<br />
75<br />
50<br />
25<br />
Stahl<br />
0<br />
1min 5min 10min 30min 1h 3h 6h 24h 72h<br />
Aushärtezeit<br />
Aluminium<br />
Zinkdichromat<br />
Aushärtegeschwindigkeit in Abhängigkeit vom Spalt<br />
Die Aushärtegeschwindigkeit ist abhängig vom Klebespalt. Das<br />
folgende Diagramm zeigt die zeitliche Entwicklung der<br />
Scherfestigkeit auf Wellen und Naben aus Stahl bei<br />
unterschiedlichen Spalten. Geprüft gemäß ISO 10123.<br />
% Endfestigkeit auf Stahl<br />
100<br />
75<br />
50<br />
25<br />
0,05mm<br />
0<br />
1min 5min 10min 30min 1h 3h 6h 24h 72h<br />
Aushärtezeit<br />
0,15mm<br />
0,25mm<br />
Aushärtegeschwindigkeit in Abhängigkeit von der<br />
Temperatur<br />
Die Aushärtegeschwindigkeit ist abhängig von der Temperatur.<br />
Das folgende Diagramm zeigt die zeitliche Entwicklung der<br />
Scherfestigkeit bei Wellen und Naben aus Stahl bei<br />
unterschiedlichen Temperaturen. Geprüft gemäß ISO 10123 .<br />
% Endfestigkeit auf Stahl<br />
100<br />
75<br />
50<br />
25<br />
40°C<br />
22°C<br />
0<br />
1min 5min 10min 30min 1h 3h 6h 24h 72h<br />
Aushärtezeit<br />
Aushärtegeschwindigkeit in Abhängigkeit vom Aktivator<br />
Ist die Aushärtegeschwindigkeit zu langsam, oder sind große<br />
Spalten vorhanden, kann durch Einsatz eines Aktivators die<br />
Aushärtung beschleunigt werden. Das folgende Diagramm<br />
zeigt die zeitliche Entwicklung der Scherfestigkeit bei<br />
zinkdichromatierten Stahlwellen und -naben unter Verwendung<br />
der Aktivator 7471 und 7649. Geprüft gemäß ISO 10123.<br />
5°C
TDB <strong>LOCTITE</strong> ® <strong>601</strong>, Juni 2004<br />
% Endfestigkeit auf Stahl<br />
100<br />
75<br />
50<br />
25<br />
Akt. 7649<br />
Ohne Aktivator<br />
0<br />
1min 5min 10min 30min 1h 3h 6h 24h 72h<br />
Aushärtezeit<br />
Akt. 7471<br />
TYPISCHE EIGENSCHAFTEN IM AUSGEHÄRTETEN<br />
ZUSTAND<br />
Physikalische Eigenschaften:<br />
Wärmeausdehnungskoeffizient, ASTM D 696, K -1 100×10 -6<br />
Wärmeleitfähigkeitskoeffizient, ASTM C 177, W/(m·K) 0,1<br />
Spezifische Wärmekapazität, kJ/(kg·K) 0,3<br />
FUNKTIONSEIGENSCHAFTEN IM AUSGEHÄRTETEN<br />
ZUSTAND<br />
Eigenschaften<br />
Nach 24 Stunden bei 22 °C<br />
Losbrechmoment ohne Vorspannung, ISO 10964:<br />
vergütungsschwarze<br />
N·m 15 bis 40<br />
Stahlschrauben und –muttern (lb.in.) (130 bis 350)<br />
M10<br />
Weiterdrehmoment, ISO 10964:<br />
vergütungsschwarze<br />
Stahlschrauben und –muttern<br />
M10<br />
N·m 25 bis 50<br />
(lb.in.) (220 bis 440)<br />
Losbrechmoment unter Vorspannung, ISO 10964,<br />
Anzugsmoment 5 N·m:<br />
vergütungsschwarze<br />
N·m 40 bis 60<br />
Stahlschrauben und –muttern (lb.in.) (350 bis 530)<br />
M10<br />
Max.Weiterdrehmoment unter Vorspannung, ISO 10964,<br />
Anzugsmoment 5 N·m:<br />
vergütungsschwarze<br />
N·m 40 bis 60<br />
Stahlschrauben und –muttern (lb.in.) (350 bis 530)<br />
M10<br />
Temperaturfestigkeit<br />
geprüft bei der jeweiligen Temperatur<br />
100<br />
% RT-Festigkeit<br />
75<br />
50<br />
25<br />
0<br />
0 50 100 150<br />
Temperatur, °C<br />
Wärmealterung<br />
Gealtert bei der jeweiligen Temperatur und geprüft bei 22 °C<br />
100<br />
% Anfangsfestigkeit bei RT<br />
75<br />
50<br />
25<br />
0<br />
0 1000 2000 3000 4000 5000<br />
Stunden<br />
120°C<br />
150°C<br />
Beständigkeit gegen Medien<br />
Alterungstest wie beschrieben und geprüft bei 22°C.<br />
% Anfangsfestigkeit<br />
Medium °C 100 h 500 h 1000 h<br />
Motoröl 125 100 100 100<br />
Bleifreies Benzin 22 100 100 100<br />
Bremsflüssigkeit 22 100 100 100<br />
Ethanol 22 100 100 100<br />
Aceton 22 100 100 85<br />
Wasser/Glycol 50/50 87 100 85 80<br />
Druckscherfestigkeit, ISO 10123:<br />
Wellen und Naben aus Stahl N/mm² ≥15 LMS<br />
(psi) (≥2.175)<br />
BESTÄNDIGKEIT GEGEN UMGEBUNGSEINFLÜSSE<br />
Aushärtezeit 1 Woche bei 22 °C<br />
Druckscherfestigkeit, ISO 10123:<br />
Wellen und Naben aus Stahl<br />
Henkel Loctite Americas<br />
+860.571.5100<br />
Henkel Loctite Europe<br />
+49.89.9268.0<br />
Henkel Loctite Asia Pacific<br />
+81.45.758.1810<br />
Den direktesten Zugang zu Informationen und Unterstützung in kaufmännischen und technischen Fragen<br />
finden Sie im Internet unter: www.loctite.com
TDB <strong>LOCTITE</strong> ® <strong>601</strong>, Juni 2004<br />
ALLGEMEINE INFORMATION<br />
Dieses Produkt ist nicht geeignet für reinen Sauerstoff<br />
und/oder sauerstoffangereicherte Systeme und sollte nicht<br />
als Dichtstoff für Chlor oder stark oxidierende Medien<br />
gewählt werden.<br />
Sicherheitshinweise zu diesem Produkt entnehmen Sie<br />
bitte dem Sicherheitsdatenblatt.<br />
Wenn die zu verklebenden Oberflächen vorher mit einem<br />
wässrigen Reinigungssystem gereinigt werden, ist darauf zu<br />
achten, dass die Verträglichkeit zwischen Reiniger und Klebbzw.<br />
Dichtstoff gegeben ist. In manchen Fällen können diese<br />
wässrigen Reiniger die Aushärtung bzw. die Eigenschaften des<br />
Klebstoffes beeinträchtigen.<br />
Dieses Produkt wird nicht für Kunststoffe empfohlen<br />
(insbesondere bei thermoplastischen Materialien können<br />
Spannungsrisse auftreten). Dem Anwender wird empfohlen,<br />
vorher die Verträglichkeit mit solchen Materialien zu prüfen<br />
Gebrauchshinweise<br />
Montage<br />
1. Zur Erzielung optimaler Ergebnisse alle Oberflächen<br />
(innen und aussen) mit einem Loctite ® Reiniger reinigen<br />
und trocknen lassen.<br />
2. Bei inaktiven Metalloberflächen oder zu langsamer<br />
Aushärtegeschwindigkeit Teile mit Aktivator 7471 oder<br />
7649 besprühen und trocknen lassen.<br />
3. Für Schiebesitze den Klebstoff ringförmig außen an der<br />
Vorderkante der Welle und auf die Innenseite der Nabe<br />
auftragen und Teile beim Zusammenfügen<br />
gegeneinander drehen, um eine optimale Verteilung des<br />
Klebstoffes zu gewährleisten.<br />
4. Für Presspassungen den Klebstoff gleichmäßig auf<br />
beide Fügeflächen auftragen und Teile schnell und zügig<br />
fügen.<br />
5. Für Schrumpfverbindungen die Welle mit Klebstoff<br />
benetzen und die Nabe erwärmen, damit ausreichend<br />
Spiel zum Fügen der Teile entsteht.<br />
6. Die Teile sollten nicht bewegt werden, bis Handfestigkeit<br />
erreicht wird.<br />
Demontage<br />
1. Die Verbindung lokal auf ca. 250 °C erwärmen. Im<br />
erwärmten Zustand demontieren.<br />
Reinigung<br />
1. Ausgehärtetes Produkt kann durch Einlegen in ein<br />
Loctite® Lösungsmittel und anschließende mechanische<br />
Bearbeitung z.B. mit einer Drahtbürste entfernt werden.<br />
Loctite Material-Spezifikation LMS<br />
LMS vom 1. September 1995. Prüfberichte über die<br />
angegebenen Eigenschaften sind für jede Charge erhältlich.<br />
LMS-Prüfberichte enthalten ausgewählte, im Rahmen der<br />
Qualitätskontrolle festgelegte Prüfwerte, die als relevant für<br />
Kunden-Spezifikationen erachtet werden. Darüber hinaus sind<br />
umfassende Kontrollmaßnahmen in Kraft, die eine<br />
gleichbleibend hohe Produktqualität gewährleisten.<br />
Spezifikationen unter Berücksichtigung von speziellen<br />
Kundenwünschen können über die Qualitätsabteilung von<br />
Henkel koordiniert werden.<br />
Lagerung<br />
Produkt im ungeöffneten Behälter in trockenen Räumen lagern.<br />
Hinweise zur Lagerung können sich auf dem Etikett des<br />
Produktbehälters befinden.<br />
Optimale Lagerung: 8 °C bis 21 °C Durch Lagerung unter<br />
8°C und über 28°C können die Produkteigenschaften<br />
nachteilig beeinflusst werden.<br />
Aus dem Gebinde entnommenes Produkt kann beim Gebrauch<br />
verunreinigt worden sein. Deshalb keine Produktreste in den<br />
Originalbehälter zurückschütten. Henkel kann keine Haftung<br />
für Material übernehmen, das verunreinigt oder in einer Weise<br />
gelagert wurde, die von den oben aufgeführten Bedingungen<br />
abweicht. Wenn Sie weitere Informationen benötigen, wenden<br />
Sie sich bitte an Ihren zuständigen technischen Service oder<br />
den Kundenbetreuer vor Ort.<br />
Umrechnungsfaktoren<br />
(°C x 1.8) + 32 = °F<br />
kV/mm x 25.4 = V/mil<br />
mm / 25.4 = inches<br />
µm / 25.4 = mil<br />
N x 0.225 = lb<br />
N/mm x 5.71 = lb/in<br />
N/mm² x 145 = psi<br />
MPa x 145 = psi<br />
N·m x 8.851 = lb·in<br />
N·m x 0.738 = lb·ft<br />
N·mm x 0.142 = oz·in<br />
mPa·s = cP<br />
Hinweis<br />
Die hierin enthaltenen Daten dienen lediglich zur Information<br />
und gelten nach bestem Wissen als zuverlässig. Wir können<br />
jedoch keine Haftung für Ergebnisse übernehmen, die von<br />
anderen erzielt wurden, über deren Methoden wir keine<br />
Kontrolle haben. Der Anwender selbst ist dafür verantwortlich,<br />
die Eignung von hierin erwähnten Produktionsmethoden für<br />
seine Zwecke festzustellen und Vorsichtsmaßnahmen zu<br />
ergreifen, die zum Schutz von Sachen und Personen vor den<br />
Gefahren angezeigt wären, die möglicherweise bei der<br />
Handhabung und dem Gebrauch dieser Produkte auftreten.<br />
Dementsprechend lehnt die Firma Henkel im besonderen<br />
jede aus dem Verkauf oder Gebrauch von Produkten der<br />
Firma Henkel entstehende ausdrücklich oder<br />
stillschweigend gewährte Garantie ab, einschließlich aller<br />
Gewährleistungsverpflichtungen oder Eignungsgarantien<br />
für einen bestimmten Zweck. Die Firma Henkel lehnt im<br />
besonderen jede Haftung für Folgeschäden oder<br />
mittelbare Schäden jeder Art ab, einschließlich<br />
entgangener Gewinne. Die Tatsache, dass hier verschiedene<br />
Verfahren oder Zusammensetzungen erörtert werden, soll<br />
nicht zum Ausdruck bringen, dass diese nicht durch Patente für<br />
andere geschützt sind, bzw. unter Patenten der Firma Henkel<br />
lizenziert sind, die solche Verfahren oder Zusammensetzungen<br />
abdecken. Wir empfehlen jedem Interessenten, die von ihm<br />
beabsichtigte Anwendung vor dem serienmäßigen Einsatz zu<br />
testen und dabei diese Daten als Anleitung zu benutzen.<br />
Dieses Produkt kann durch eines oder mehrere in- oder<br />
ausländische Patente oder Patentanmeldungen geschützt<br />
sein.<br />
Verwendung von Warenzeichen<br />
<strong>LOCTITE</strong> ist ein Warenzeichen der Firma Henkel<br />
Referenz 1<br />
Henkel Loctite Americas<br />
+860.571.5100<br />
Henkel Loctite Europe<br />
+49.89.9268.0<br />
Henkel Loctite Asia Pacific<br />
+81.45.758.1810<br />
Den direktesten Zugang zu Informationen und Unterstützung in kaufmännischen und technischen Fragen<br />
finden Sie im Internet unter: www.loctite.com