Zusammenfassung
Zusammenfassung
Zusammenfassung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Kapitel 1: Faszination Lasertechnik<br />
Light Amplification by Stimulated Emission of Radiation<br />
Entstehung von Laserstrahlung lässt sich nicht mit den Gesetzen der klassischen Physik erklären, sie ist ein<br />
Phänomen der modernen Quantenmechanik.<br />
Kapitel 2: Elektromagnetische Strahlung<br />
Elektromagnetische Welle ist Transversalwelle (Schwingung senkrecht zur Ausbreitungsrichtung),<br />
beschrieben durch:<br />
• Wellenlänge λ: Energie der Welle<br />
• Amplitude der Feldstärke: Intensität der Strahlung<br />
• Polarisation: zeitl. Richtungsverlauf des Feldstärkevektors<br />
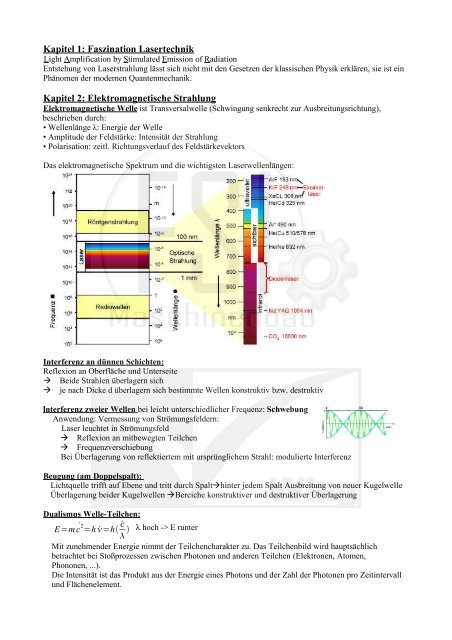
Das elektromagnetische Spektrum und die wichtigsten Laserwellenlängen:<br />
Interferenz an dünnen Schichten:<br />
Reflexion an Oberfläche und Unterseite<br />
à Beide Strahlen überlagern sich<br />
à je nach Dicke d überlagern sich bestimmte Wellen konstruktiv bzw. destruktiv<br />
I nterferenz zweier Wellen bei leicht unterschiedlicher Frequenz: Schwebung<br />
Anwendung: Vermessung von Strömungsfeldern:<br />
Laser leuchtet in Strömungsfeld<br />
à Reflexion an mitbewegten Teilchen<br />
à Frequenzverschiebung<br />
Bei Überlagerung von reflektiertem mit ursprünglichem Strahl: modulierte Interferenz<br />
Beugung (am Doppelspalt):<br />
Lichtquelle trifft auf Ebene und tritt durch Spaltàhinter jedem Spalt Ausbreitung von neuer Kugelwelle<br />
Überlagerung beider Kugelwellen àBereiche konstruktiver und destruktiver Überlagerung<br />
Dualismus Welle-Teilchen:<br />
E=m ˙ c 2 =h ˙�=h ˙<br />
� c<br />
� λ hoch -> E runter<br />
�<br />
Mit zunehmender Energie nimmt der Teilchencharakter zu. Das Teilchenbild wird hauptsächlich<br />
betrachtet bei Stoßprozessen zwischen Photonen und anderen Teilchen (Elektronen, Atomen,<br />
Phononen, ...).<br />
Die Intensität ist das Produkt aus der Energie eines Photons und der Zahl der Photonen pro Zeitintervall<br />
und Flächenelement.
Eigenschaften von Lichtquellen/Laser:<br />
Glühbirne (thermische Lichtquelle):<br />
• eine Gruppe von Atomen wird aufgeheizt, thermisch angeregt (Boltzmann-Verteilung)<br />
• Strahlung wird spontan und unabhängig voneinander von einzelnen Atomen emittiert<br />
Folge:<br />
• zeitliche Inkohärenz: nicht monochromatische, sondern spektrale Emissionen (viele Wellenlängen).<br />
• räumliche Inkohärenz: ausgedehnte Lichtquelle, Licht kann nicht auf kleine Durchmesser fokussiert<br />
werden (ungerichtete Emission)<br />
• Statistik: Die Strahlung erreicht einen Beobachtungspunkt in Form von Photonenklumpen<br />
Licht dieser Art ist ohne weitere Maßnahmen nicht interferenzfähig<br />
Laser :<br />
• zeitliche Kohärenz hoher Ordnung: monochromatische Strahlung<br />
• räumliche Kohärenz hoher Ordnung: nahezu ideale ebene Welle, kann also sehr fein fokussiert<br />
werden (sehr kleiner Öffnungswinkel).<br />
• Statistik: Die Photonen werden sehr gleichmäßig emittiert und erreichen einen Beobachtungspunkt<br />
nahezu in äquidistanten Zeitabständen (feste Phasenbeziehungen der emittierten Wellenzüge).<br />
Wichtig für die Materialbearbeitung ist vor allem die Eigenschaft, hohe Leistungen auf kleinste<br />
Geometrien fokussieren zu können. Die hohe Kohärenz wird in der Messtechnik benötigt.<br />
Kapitel 3: Strahl-Stoff-Wechselwirkung<br />
Energieerhaltung: Reflexion+Absorption+Transmission = 1<br />
§ Absorption (Entscheidend für die Materialbearbeitung) tritt vor allem an der Oberfläche auf<br />
§ Die Reflexion ist der Verlustfaktor in der Materialbearbeitung<br />
Modellvorstellung: Atome im elektromagnetischen Feld<br />
schwingende Ladungen => Hertzsche Dipolstrahlung<br />
Dämpfung => Absorption von Strahlung => Wärme<br />
Reflexion und Brechung:<br />
Jeder Punkt einer Welle kann als Ausgangspunkt einer neuen Kugelwelle betrachtet werden.<br />
(Huygenssches Prinzip 1678)<br />
konstruktive Interferenz in Brech-/Reflexionsrichtung, destruktive Interferenz sonst!<br />
Reflexion: Einfallswinkel = Austrittswinkel<br />
Totalreflexion: sinαg = n2/n1 (Grenzwinkel)<br />
Brechung: Snellius: n1 sinα1 = n2 sinα2<br />
Dipolstrahlung: Gegeneinander schwingende elektr. Ladungen senden von sich aus Dipolstrahlung aus.<br />
Dipol strahlt nicht senkrecht zur Dipolachse.<br />
Brewsterwinkel:<br />
Licht mit einer Polarisation parallel zur Zeichnungsebene, welches mit dem Brewsterwinkel einfällt, wird<br />
nicht reflektiert. Das Licht dringt vollständig durch die Oberfläche. Dagegen wird Licht mit senkrechter<br />
Polarisation auch teilweise reflektiert. Das reflektierte Licht ist vollständ ig linear polarisiert.<br />
Winkel- und temperaturabhängiger Reflexionskoeffizient:
Nutzung des Brewstereffekts:<br />
– LS-Schneiden (einkoppeln des Strahls unter hohem Einfallswinkel => erhöhte Absorption)<br />
– LS-Tiefschweißen (einkoppeln in Dampfkapillare unter hohem Einfallswinkel)<br />
– s-polarisationschweißen (Strahl gelangt durch Vielfachreflexion bis zur eigentlichen Fügestelle)<br />
Absorption von Licht:<br />
Strahlung wird exponentiell geschwächt mit der Eindringtiefe. Bei Metallen Absorptionslänge La im<br />
Nanometerbereich. La ist größer bei durchsichtigen Werkstoffen.<br />
Al und Cu haben einen sehr geringen Absorptionsgrad (< 5%). Nd:YAG- Laserstrahlung wird von<br />
Metallen besser absorbiert als CO2- Laserstrahlung.<br />
Typischer Absorptionsverlauf:<br />
Wärmewirkung des Lasers:<br />
Absorption bei RT: ca. 4% bei Stahl (λ = 10,6µm)<br />
Absorptionslänge sehr klein (typ. 10 - 100 nm) => Absorption an der Oberfläche<br />
– relativ geringe Laserstrahlintensität (I105W/cm²) und/oder Einwirkzeit: Entstehung Schmelzbad<br />
Prozesse, z.B.: z.T. Schneiden, Wärmeleitungsschweißen, Schmelzabtrag, Laserstrahlsintern
Kapitel 4:Das Laserprinzip<br />
Schematischer Aufbau eines Lasers:<br />
Jeder Laser besteht aus den folgenden Systemkomponenten:<br />
• Lasermedium:<br />
Die Laserstrahlung wird in dem Lasermedium durch „stimulierte Emission“ (auch „induzierte<br />
Emission“) erzeugt.<br />
• Pumpenergiequelle:<br />
...liefert die Energie, die notwendig ist, um die für den Laserprozess notwendige Besetzungsinversion<br />
aufzubauen.<br />
• Resonator:<br />
...ist notwendig für die optische Rückkopplung.<br />
...legt die Intensitätsverteilung der Laserstrahlung fest.<br />
• Verlustenergiesenke:<br />
...ist notwendig zur Abführung überschüssiger Wärme, da jeder Laser einen begrenzten Wirkungsgrad<br />
hat (
Besetzungsversion:<br />
Um Lichtverstärkung mittels induzierter Emission zu erreichen, d.h. einen kohärenten Verstärker<br />
herzustellen, muss ein Nichtgleichgewichtszustand, die Besetzungsinversion erreicht werden.<br />
n2 > n1 (mehr Elektronen auf höherem Niveau als auf niedrigerem)<br />
Realisierung der Besetzungsinversion durch optisches Pumpen:<br />
Thermisches Gleichgewicht:<br />
• Die Besetzungszahl der möglichen Zustände nimmt mit höherer Energie gemäß der Fermi-Dirac-<br />
Statistik ab. Diese kann gut durch die klassische Boltzmannverteilung angenähert werden.<br />
• Es liegt keine Besetzungsinversion vor.<br />
• Dies ist der "normale" Zustand, deshalb tritt der Laser-Effekt in der Natur nicht auf.<br />
Lasermedium während des Pumpens:<br />
• Ein höherer Zustand wird durch starkes Pumpen stärker besetzt als ein tieferer.<br />
• Zwischen diesen Niveaus dominiert die Stimulierte Emission<br />
Pumpen: sehr starkes, gezieltes Anregen der Übergänge, z. B. mit einem anderen Laser, Blitzlampe,<br />
Hochfrequenzanregung,...<br />
Eigenarten des Laserlichts:<br />
• Große Lichtintensität: im Impulsbetrieb I > 1010 W/cm2<br />
• Gerichteter Lichtstrahl<br />
• Kleine Bandbreite<br />
• Große Kohärenzlänge<br />
• Ultrakurze Laserpulse möglich (~10-15 s)<br />
Ratengleichungen:<br />
In einem 2-Niveau System, im therm. Gleichgewicht kann keine Besetzungsinversion erreicht werden!<br />
D.h. Ein optisch gepumpter 2-Niveau-Laser kann nicht im Dauerbetrieb funktionieren.<br />
Deswegen:<br />
3-Niveau-System<br />
– Pumpen: Anregung von Zuständen des Grundniveaus in das ausgedehntere Pumpband 3 (um<br />
breitbandiger und damit effektiever pumpen zu können)<br />
– strahlungsloser Übergang in das Niveau 2, kurze Lebensdauer<br />
– induzierte Emission eines Photons durch Rückkehr in den Grundzustand<br />
wichtig: Verhältnis von Lebensdauern zwischen den Zuständen, Übergang 2à1 sehr langsam!<br />
4-Niveau-System:<br />
– einfacher zu realisieren (nicht so starkes Pumpen nötig, weniger Zuständemüssen angeregt werden)<br />
– Pumpen von 1 nach 4 à strahlungsloser schneller Übergang von 4 nach 3 àNiveau 2 ist fast leer, da<br />
deutlich höher energetisch als 1 (kaum thermische Anregung 1 => 2). Deshalb sofort<br />
Besetzungsinversion zwischen 3 und 2! Niveau 3 wird schnell aufgefüllt, Niveau 2 wird schnell<br />
abgeräumt => Laserübergang àschnelle Entleerung von 2 → 1 (kurze Lebensdauer)<br />
Nachteile:<br />
• Größere Energiedifferenz muss überbrückt werden<br />
• Wirkungsgrad geringer als beim 3-Niveau-Laser
Lasermedien und Pumpquellen:<br />
Linienverbreiterung:<br />
– Homogen: Durch strahlungsfreien Übergang (Stoß mit anderen Atomen oder Gitter) Translations-,<br />
Rotation-, Vibrationsenergie => Verbreiterung der Linien => zum Verhindern Kühlung!<br />
– Inhomogen: Dopplerverbreiterung: wegen Bewegung des Atoms während Emission des<br />
Photons Dopplereffekt => Frequenz ändert sich<br />
Kapitel 5:Der Resonator<br />
Um das Laserlicht mit seinen speziellen Eigenschaften herstellen zu können, muss der mögliche<br />
Frequenzbereich des Lichtes limitiert werden.<br />
Das laseraktive Medium und die Eigenschaften des gewählten Energieüberganges E2 -> E1 begrenzen<br />
schon den möglichen Frequenzbereich, aber der optische Resonator dient zur weiteren Einengung.<br />
Ein Resonator ist ein schwingungsfähiges System, das bei Anregung mit harmonischen Wellen bei<br />
bestimmten Frequenzen maximale Schwingungsamplituden / Resonanzen aufweist (z.B. Stimmgabel).<br />
Realisierung der Lichtverstärkung:<br />
– Ein Lasermedium im Zustand der Besetzungsinversion arbeitet als Lichtverstärker.<br />
– Erhöhung der Verstärkung durch optische Rückkopplung => Resonator; das Licht läuft einige Male<br />
zwischen den Spiegeln hin und her und wird exponentiell verstärkt.<br />
– Gleichzeitig werden die einzelnen Wellenzüge „synchronisiert".<br />
Ein Resonator besteht aus:<br />
– zwei Endspiegeln, von denen einer teildurchlässig (transmissiv) ist.<br />
– Der teildurchlässige Spiegel bestimmt die räumliche Struktur der Intensitätsverteilung.<br />
Longitudinale Moden:<br />
Eine Lichtwelle beliebiger Wellenlänge, die zwischen zwei zu 100% reflektierenden Spiegeln hin und<br />
herläuft, wird im allgemeinen durch Beugung aus dem System heraustreten oder, im Falle unendlich<br />
ausgedehnter Spiegel, eine zeitlich und räumlich stark fluktuierende Intensitätsverteilung ergeben.<br />
Eine stehende Welle (d.h. räumlich und zeitlich konstante Feldamplituden) wird in diesem Resonator nur<br />
bei Wellenlängen auftreten, für welche die optische Weglänge im Resonator n×L (n = Brechungsindex des<br />
Mediums) gleich einem ganzzahligen Vielfachen q der halben Wellenlänge λ/2 ist.<br />
Diese stehenden Wellen sind die durch die Ordnungszahl q klassifizierten longitudinalen Moden des<br />
optischen Resonators.<br />
Gütefaktor eones Resonators:<br />
Ein Maß für die Fähigkeit des Systems, Energie zu speichern.<br />
gespeicherte Engerie<br />
Q=2 ˙� ; Q hoch ist gut!<br />
Verluste in einem Umlauf
Charakteristiken eines Resonators:<br />
Zur Beschreibung eines Resonators ist die Definition der Resonatorparameter gi zweckmäßig:<br />
gi := 1-L/ri<br />
Die charakteristischen Größen des Resonators legen das Konzept fest, ob ein stabiler oder instabiler Typ<br />
vorliegt.<br />
– Stabil: Lichtstrahl verlässt den Resonator auch nach unendlich vielen Reflexionen nicht<br />
– Instabil: Lichtstrahl verlässt den Resonator nach einer gewissen Anzahl von Reflexionen<br />
Stabilitätskriterium: 0 < g1g2 < 1<br />
Stabiler Typ<br />
• Vorteil der einfachen Justage und hoher Strahlqualität<br />
• Wichtigste Arten:<br />
1) planar: großes Modenvolumen (hoher Wirkungsgrad), hohe Beugungsverluste, anfällig gegenüber<br />
Dejustagen, Grenzfall des stabilen Resonators<br />
2) schwach konkav: häufigster Typ in der Praxis<br />
3) konzentrisch(sphärisch): weiterer Grenzfall des stabilen Resonators<br />
Instabiler Typ<br />
Vorteile:<br />
– Kein transmissives Element wird benötigt<br />
– Optimale Ausnutzung des laseraktives Mediums<br />
Nachteile durch Beugung am Endspiegel:<br />
– variierendes Intensitätsprofil entlang der Propagationsrichtung<br />
– niedrige Strahlqualität<br />
Beurteilung von Resonatoren: Fresnelzahl<br />
Für NF =1 reproduziert sich das Hauptmaximum. Hohe Beugungsverluste treten bei NF1<br />
verbleiben mehrere Beugungsordnungen im Resonator, so dass die Ausbildung höherer Moden zu<br />
erwarten ist.<br />
Transversale Elektromagnetische Moden (TEM):<br />
Transversale Moden:<br />
– Sie beschreiben die Feldstärkeverteilung in den Ebenen senkrecht zur Ausbreitungsrichtung<br />
(Strahlprofil mit Minima und Maxima)<br />
– Sie werden durch die Bauweise des Resinators (Spiegeldurchmesser, -krümmung und -abstand)<br />
bestimmt<br />
– Die möglichen Schwingungszustände (=Moden) sind Lösungen der Wellengleichung mit den speziellen<br />
Randbedingungen der Resonatorgeometrie<br />
– Die Symmetrie der Resonatorspiegel bestimmt die Symmetrie der Moden<br />
Hermitesche Funktionen (kartesische Symmetrie des Resonators)<br />
Laguerresche Funktionen (radiale Symmetrie des Resonators)<br />
Fazit:<br />
– Strahlgeometrie wird bestimmt durch die Resonatorgeometrie<br />
– Transversale elektromagnetische Moden sind für Strahprofil verantwortlich<br />
– In der Regel wird in der Mitte des Strahls wird in der Regel höhere Intensität gewünscht à TEM00-Mode<br />
(aber hohe Verluste)<br />
– Aufgrund von Verstärkungseffekt können sich Profile untereinander verschieben(Mode-Competition)
Kapitel 6: Die Ausbreitung von Laserstrahlung<br />
Gaußstrahl:<br />
Die Rayleighlänge bzw. Tiefenschärfe des Strahls (zR) ist gekennzeichnet durch den Abstand von der<br />
Strahltaille, bei dem sich die Strahlfläche verdoppelt hat. Die Leistungsdichte (Intensität) am Strahlradius<br />
hat sich entsprechend halbiert. Im Bereich der Rayleighlänge kann der Laserstrahl als nahezu parallel<br />
betrachtet werden.<br />
Als Fernfelddivergenz bezeichnet man den halben Öffnungswinkel des Laserstrahlbündels,der<br />
asymptotisch für große Entfernungen von der Strahltaille erreicht wird. Sie ist jenseits der Rayleighlänge<br />
messbar. Durchschnitt im Fokus größer à kleine Fernfelddivergenz<br />
Strahlqualität:<br />
Ein Maß für die Strahlqualität ist das Strahlparameterprodukt. Es ist definiert als das Produkt aus<br />
Radius der Strahltaille und der Fernfelddivergenz. Dieses sollte möglichst klein sein. Das<br />
Strahlparameterprodukt bleibt bei der Abbildung durch eine fehlerfreie Optik unverändert. Das<br />
theoretische Minimum des Strahlparameterproduktes erreicht nur der Gauß‘sche Strahl.<br />
Um die Strahlqualität eines realen Lasers und damit seine Fokussiereigenschaften zu kennzeichnen, wird<br />
das praktisch erreichte Strahlparameterprodukt zum theoretischen Minimum ins Verhältnis gesetzt. Es<br />
ergibt sich die normierte Strahlkennzahl K. Die Beugungsmaßzahl M gibt an wie viel der gebeugten<br />
Strahlung in den Resonator zurückgespiegelt wird. (0schwierig zu definierende Strahlqualität<br />
Strahldiagnostik:<br />
5x Messung im Nahfeld innerhalb zR<br />
5x Messung im Fernfeld außerhalb der doppelten zR<br />
Strahlparameterprodukt:<br />
– Strahl ist in jedem Punkt zu berechnen<br />
– Vergleich mit Gaußstrahl (um wie viel ist derStrahl schlechter?)<br />
– Welcher Strahlradius ist im Fokus zu erwarten?
Problematik:<br />
Messvorschrift (zR innerhalb und außerhalb) erst nach Messung bekannt!<br />
=> Man misst ungefähr im Fokus<br />
A posteriori ist die Messung dann richtig.<br />
Detektoren für CO2-Strahlung: Pyroelektrischer ~, Dünnfilm-Bolometer, Thermoelement, Quanten~<br />
Kapitel 7: Die Ausbreitung von Laserstrahlung II<br />
Fokussierung Gaußscher Strahlen:<br />
Möglichkeiten zur Erzielung eines kleinen Fokusradius:<br />
– Wahl einer kürzeren Wellenlänge<br />
– Verringerung der Brennweite<br />
– Aufweitung des zu fokussierenden Strahls<br />
– Anwendung einer geeigneten Linsenkombination<br />
Strahlführung:<br />
– Beim Festkörperlaser mittels Lichtleitfaser<br />
– Bei Gaslasern nicht möglich, da die Fasern eine zu hohe Absorption für CO2-Hochleistungslaser haben<br />
=> mit Optiken:<br />
Linsenoptik:<br />
Die Linse ist meist aus sehr giftigem ZnSe mit radioaktiver Antireflexbeschichtung. Verwendung eher als<br />
Laserschneidkopf.<br />
Spiegeloptik:<br />
Die Spiegel sind aus goldbeschichtetem Kupfer. Damit wird ein Reflexionsgrad von bis zu 99,8%<br />
erreicht. Die Strahlengänge werden mit Gas gefüllt. Der dadurch entstehende Druck verhindert, dass von<br />
unten Dämpfe eindringen. Je größer a, desto größer ist der Abbildungsfehler. Verwendung eher als<br />
Laserschweißkopf.<br />
Strahlformung:<br />
Grundelemente für die Strahlführung für CO2-Laser:<br />
– Transmissive Optiken (Linsen, Prismen, Brechnung an Grenzfläche)<br />
– Reflektive Optiken (Spiegel(spärisch, parabolisch, elliptisch, hyperbolisch), Reflexion an Grenzfläche)<br />
Ein Zirkularpolarisator macht aus linear polarisierter Strahlung zirkular polarisierte Strahlung.<br />
Einfluss der Strahlweglänge:<br />
Durch eine Veränderung der Strahlweglänge variiert das Bearbeitungsergebnis àFokusradius und<br />
Fokuslage ändern sich. Je größer die Strahlweglänge, desto kleiner der Fokusradius<br />
Teleskop:<br />
Ein Kepler-Teleskop hat eine höhere optische<br />
Qualität als ein Galilei-Teleskop.<br />
Für einen Einsatz in der Materialbearbeitung<br />
hat das Kepler-Teleskop den Nachteil, dass<br />
sich der Fokus zwischen zwei Linsen befindet.<br />
àEs kommt zu Absorptionseffekten an Luft
Adaptive Optik (AO):<br />
Spiegel, dessen Krümmung sich einstellen lässt.<br />
– fokussierende oder zerstreuende Effekte<br />
– Veränderung der Divergenz des Strahls<br />
AO befindet sich sehr nah am Resonator => Kleine Änderung an AO bewirkt eine große Änderung der<br />
Ausleuchtung der Fokussieroptik.<br />
Adaptive Optiken verschlechtern die Fokussierbarkeit des Strahls. Es treten Abbildungsfehler auf. Durch<br />
kleinere Strahldurchmesser < 40mm versucht man, Fehler klein zu halten.<br />
Lichtleitfasern:<br />
Im Kern: hoher Brechungsindex<br />
Im Mantel: niedriger Brechungsindex<br />
à Wegen Totalreflexion wird Strahlung im Kern geleitet<br />
Grenzwinkel αmax: Numerische Apertur<br />
Gebogene Faser:<br />
Im Bereich der Krümmung werden die Einfallswinkel kleiner => Reduzierung der Strahlqualität<br />
Bei gebogenen Fasern kann Strahlung austreten =>Neue Numerische Apertur (NA) abhängig von Dicke<br />
und Krümmungsradius<br />
– Je besser die Strahlqualität, desto dünner kann die Faser sein<br />
– Je dünner die Fasern, desto besser die Fokussierbarkeit<br />
Strahlparameterprodukt wird nach Austritt aus Faser größer (außer bei Monomodefaser)<br />
=> Qualität verschlechtert sich<br />
Fasertypen:<br />
– Stufenindexfaser: Intensität überKern konstant, Verwendung in Materialbearbeitung<br />
– Monomodefaser: Nur Gauß-Mode kan eingekoppelt werden<br />
– Gradientenindexfaser: Intensität im Kernzentrum größer<br />
Kapitel 8:Gaslaser<br />
Eigenschaften von Gaslasern:<br />
– Art des aktiven Mediums: Gas, Gasgemische<br />
– Thermodynamische Parameter im Lasergas: Druck, Temperatur -> Dichte<br />
– konstruktiven Aufbau:Resonatoranordnung: linear, gefaltet<br />
Gasströmung und Kühlung: axial-, radial geströmt, diffusionsgekühlt, rod-, slab-<br />
Anordnung<br />
Spezifische Eigenschaften im Vergleich zu Flüssigkeits-, Festkörper- und Halbleiterlasern:<br />
– niedrige Dichte des aktiven Mediums: (Gas-)Druck (10-10 4 Pa)<br />
=> langer Verstärkungsweg, große Abmessungen<br />
– homogenes aktives Medium<br />
=> bessere Strahlqualität<br />
– schneller Gasaustausch, effektive Kühlung<br />
=> hohe cw-Leistung<br />
Termschema der Excimer-Laserübergänge<br />
Excimere sind Moleküle, die nur in angeregten Zuständen existieren können (EXCited dIMER oder<br />
EXCIted state comPLEX)<br />
– dimer := Molekül aus zwei identischen Atomen<br />
– complex := Molekül aus verschiedenen Atomen<br />
EXCIMER heute gebräuchlich für beide Molekülarten ( auch mehratomige Verbindungen )<br />
Excimer-Laser: Edelgas-Halogen-Verbindungen. Wird ein Edelgas angeregt, so wird ein Elektron in eine<br />
vorher leere äußere Schalegehoben. Damit verhält sich das Atom ähnlich einem Alkali-Atom.Das Atom<br />
kann dann Bindungen mit Halogeniden im angeregten Zustand eingehen.Für Laser kommen als Edelgase<br />
Argon, Krypton und Xenon, als Halogene Fluor, Chlor und Brom in Frage. Das untere Laserniveau ist<br />
antibindend, zerfällt also sofort (der Grundzustand ist also prinzipiell unbesetzt). Dadurch sind Excimere<br />
ideal als laseraktive Medien geeignet, weil ohne Schwierigkeit eine Besetzungsinversion erreicht wird.<br />
=> hoher Wirkungsgrad möglich ~ 1-10%
Schema zur Anregung gepulster Gaslaser:<br />
Im Kondensator findet eine starke Entladung statt. Die Elektronen stoßen auf ihrem Weg zwischen den<br />
Platten auf Gasteilchen => Anregung. Zur Vermeidung von Photodissoziation wird das Gas umgewälzt.<br />
VIS-Gaslaser: (Strahlung im sichtbaren Bereich) (Ar+, Kr+, HeNe)<br />
– Bei sichtbaren Lasern Emission durch Elektronenübergang (Bei UV-Laser Übergang von gebundenen<br />
zu nicht gebundenen Atomen)<br />
– Leistung von VIS-Lasern gering im Vergleich zu CO2-Lasern<br />
– Gute Strahlqualität<br />
– Wirkungsgrad sehr gering<br />
IR-Gaslaser:<br />
Emission von Laserstrahlung durch<br />
– Übergänge zwischen Rotations-Niveaus von Molekülen<br />
Schwingungszustände bleiben unverändert<br />
relativ kleine Energiedifferenzen, Emission im fernen Infrarot (FIR)<br />
25 µm< λ < 1 mm (H2O, D2O, CH3F, HCN, ICN, ...)<br />
Leistung: 100 mW - 1 W<br />
Anwendungen insbesondere in der Spektroskopie<br />
– Übergänge zwischen Vibrations-Rotations-Niveaus von Molekülen<br />
Schwingungszustände verändern sich<br />
höhere Energiedifferenzen<br />
5 µm < λ < 30 µm (CO, CO2,...)<br />
Leistung: 1 W - 100 kW<br />
Anwendung insbesondere in der Materialbearbeitung<br />
Hinzumischen von 2. Gas<br />
Helium zum Kühlen; CO2 sehr teuer in technischer Reinheit (ohne Verunreinigungen wie CO);<br />
N2-Gas: N2-Gas wird über Elektronenstöße angeregt àN2 regt über Schwingungen CO2 an àEnergie-<br />
Niveau liegt auf Höhe von CO2 NiveauàLaserübergang<br />
Umweg weil:<br />
– Wirkungsgrad wird enorm erhöht<br />
– Anregung von N2 leichter<br />
– Zu hohe Dichte von CO2-Molekülen führt dazu, dass CO2 untereinander stoßen und Energie zu<br />
schnell abgeben<br />
CO2-Laser:<br />
– Energieeffizienz sehr hoch => in Übergang geht ca. 1/3 der Energie<br />
– Hohe Wirkungsgrade zwischen 10% und 20%<br />
– Hohe Strahlqualität<br />
Anregungstechniken für den CO2-Laser:<br />
– Gleichstromanregung: Heißes Gas trifft auf Elektroden àVerunreinigungen können sich an<br />
Spiegel ablagern<br />
– Hochfrequenzanregung: Elektroden sind außerhalb der Röhre àLebensdauer von Röhren<br />
wird verlängert<br />
Erhöhung der Laserleistung bei CO2-Lasern mit Gasströmung:<br />
– Erhöhung der Anzahl von Entladungsrohren (Grenze: maximale Resonatorlänge)<br />
=>gefaltete Resonatoren (übliche Bauweise bei cw-Hochleistungslasern)<br />
– Steigerung des Betriebsdrucks (Grenze: Entladungsstabilität)<br />
=>TEA-CO2-Laser (gepulste Systeme mit hohen Pulsspitzenleistungen, erhöhte Leistung durch Betrieb<br />
unter höherem Druck)<br />
– Steigerung der Querschnittsfläche (Grenzen: Strahlqualität, Entladungsstabilität)<br />
CO2-Slablaser:<br />
Gas zwischen zwei Elektrodenflächen;Instabiler Resonator (Strahl tritt seitlich von Spiegel aus); Flacher<br />
Aufbau; Hohe Strahlqualitäten
Energieflußdiagramm eines typischen 7 kW-cw-CO2-Lasers:<br />
Energieaufnahme 74kW = Klimatisierung 2kW<br />
Gebläse 17kW<br />
HF-Anregung 15kW<br />
Gaskühlung 33kW<br />
Laserstrahlung 7kW<br />
Wirkungsgrad =9%<br />
Kapitel 9:Festkörperlaser<br />
Eigenschaften von Festkörperlasern:<br />
– Art des aktiven Mediums: Dotierte Isolatoren: Ionen seltener Erden oder Übergangmetalle in<br />
nichtleitenden Wirtskristallen<br />
– Anregung: optisches Pumpen mit<br />
– breitbandigen Edelgas- oder Halogenlampen (200-1000 nm)<br />
– schmalbandigen Halbleiterlaser(806 nm)<br />
– Konstruktiven Aufbau: Wassergekühlter Laserstab (flow-tube), Pumplichtreflektor, Faserkopplung<br />
Spezifische Eigenschaften im Vergleich zu Gas-, Flüssigkeits- und Halbleiterlasern:<br />
– Dichte der laseraktiven Ionen ca. 1019 cm-3 (Gaslaser ca. 1015 - 1017 cm-3)<br />
– Hohe Leistungen, kurze Pulse, effiziente Frequenzverdopplung, Thermische Linse<br />
– flexible Strahlführung durch Faseroptiken<br />
Nd:YAG-Laser:<br />
Eine Kryptondampflampe hat ihre Intensitätsspitzen ungefähr dort, wo Nd:YAG große Absorption hat<br />
à gut für Anregung geeignet<br />
Effizienz bei Pumpen durch Lampen relativ gering<br />
à Halbleiterlaser können genau in Energie-Niveaus hineinpumpen<br />
Prinzipieller Aufbau eines lampengepumpten Nd:YAG-Lasers:<br />
Durch die Doppelellipsenform wird erreicht,<br />
dass jeder ausgesendete Blitz in die Mitte<br />
desLaserstabes trifft.<br />
Energieflußdiagramm eines typischen 2 kW-cw-Nd:YAG-Lasers<br />
Energieaufnahme 100kW = Thermische Verluste Lampen 50kW<br />
Absorption (Wärme): Kavität 30kW<br />
Kühlwasser und flow tubes 7kW<br />
Laserstab 5kW<br />
Optische Verluste: Reabsorption in den Lampen 5kW<br />
Fluoreszenz 0,4kW<br />
Resonatorverluste 0,6kW<br />
Laserstrahlung 2kW<br />
Wirkungsgrad 2-3%<br />
Moderne Nd:YAG-Laser haben heute einen Wirkungsgrad = 15%<br />
Strahlführung:<br />
Je besser die Strahlqualität, desto dünner das Lichtleitkabel, das verwendet werden kann.
Thermische Linse:<br />
Da die Temperatur über den Querschnitt nicht konstant ist,<br />
verändert sich auch die Brechzahl. Die optische Weglänge ist<br />
aufgrund des Temperaturprofils im Inneren des Laserstabes<br />
größer als am Rand. Der Laserstab wirkt daher wie eine Linse<br />
und verändert die Resonatorparameter.Die Thermische Linse<br />
beschränkt die maximale Pumpleistung!<br />
Vermeidung der thermischen Linse:<br />
– Erhöhung der Wärmeleitfähigkeit des Wirtskristalls<br />
Auswahl des Wirtskristalls ist immer Kompromiss unterschiedlicher Eigenschaften. Heute am<br />
gebräuchlichsten bei Nd-Lasern: YAG-Kristall<br />
– effizientes Pumpen mit Diodenlasern (Steigerung des Wirkungsgrades auf ca. 20-30%, da<br />
Quantenwirkungsgrad > 50%; verbesserte Strahlqualität durch Verringerung der Thermischen Linse)<br />
– Optimierung der Kühlungsmöglichkeit<br />
– Scheibenlaser<br />
– Faserlaser<br />
– Slablaser<br />
– gepulster Betrieb (Kühlung zwischen den Pulsen)<br />
Nd:Glas-Laser:<br />
Vorteile von Glas: hoch dotierbar, in größeren Abmessungen herstellbar als YAG<br />
Nachteile von Glas: geringe Wärmeleitfähigkeit, nur gepulst mit geringen Repititionsraten betreibbar<br />
Anwendungen: Höchstleistungslaser z.B. Für Kernfusion<br />
Kühlung durch Verringerung des Volumens im Verhältnis zur Oberfläche<br />
Deswegen:<br />
Prinzip des Scheibenlasers:<br />
Prinzip des Faserlasers:<br />
(nur Gauß-Mode möglich)
Prinzip des Slablasers:<br />
(industriell nicht erfolgreich)<br />
Anwendungen von Nd:YAG-Lasern:<br />
Schweißen, Löten, Trennen, Bohren, Abtragen, Trimmen, Beschriften, Oberflächenbearbeitung<br />
Femtosekundenlaser:<br />
Bei breitbandigen Laserübergängen (Ti:Saphir: λ < 700 nm - λ > 1000 nm) können gleichzeitig mehrere<br />
longitudinale Moden im Resonator anschwingen. Bei fester Phasenbeziehung<br />
=> Interferenz => kurze Pulse<br />
Kapitel 10:Diodenlaser<br />
Eigenschaften von Halbleiterlasern:<br />
Art des Mediums: Schichtaufbau von Mischungshalbleitern (Ga-As Pb-Te) zur räumlichen Lokalisierung<br />
von elektrischen Übergängen und optischer Lichtausbreitung<br />
Spezifische Eigenschaften im Vergleich zu Gas-, Flüssigkeits- und Festkörperlasern:<br />
– extrem kleine Abmessungen (Länge =< 0,5 mm, Fläche = 0,2 x 0,2 mm 2 )<br />
– einfache, effektive Anregung und damit Modulierbarkeit<br />
– großer Spektralbereich (0,5 - 30 µm)<br />
– flexible Strahlführung durch Faseroptiken<br />
– geringe Kosten<br />
– hoher Wirkungsgrad (ca. 50%)<br />
– relativ schlechte Strahlqualität bei Hochleistungssystemen<br />
– schnell (wichtig für Informationsübertragung)<br />
– Intensität von Diodenlasern nimmt mit zunehmender Leistung ab<br />
Anwendung:<br />
Wichtigste: Pumpen von Festkörperlasern<br />
Direkte: Oberflächenhärten, Löten, Kunststoffschweißen<br />
Halbleiter:<br />
Unterteilung eines Festkörpers in Valenz- und Leitungsband.<br />
– n-dotiert: Elektronenüberschuß, Elektron bewegt sich im Leitungsband<br />
– p-dotiert: Elektronenmangel, Fehlstelle (positiv) wandert im Valenzband<br />
Zusammenfügen von n- und p-dotiertem Halbleiter => Ladungsträger diffundieren an den Grenzflächen.<br />
Diffusion bildet sich so lange aus, bis Diffusionskraft nich mehr groß genug ist, um gegen die Raumladung<br />
anzukommen<br />
Anlegen von Spannung: Elektronen springen vom Leitungs- ins Valenzband => Photonenemission<br />
Höhere Spannung: Elektronen werden durch die Spannung immer wieder abgesaugt. Es entsteht eine<br />
Besetzungsinversion<br />
=> Laserbetrieb
Aufbau einer Laser-Diode:<br />
Eine Laserdiode besteht aus der Verbindung eines stark dotierten n-Halbleiters mit einem p-Halbleiter. Im<br />
thermischen Gleichgewicht liegt die Energie der Elektronen (Ferminiveau) in der n-Schicht innerhalb des<br />
Leitungsbandes und in der p-Schicht im Valenzband. Durch Anlegen einer Spannung in der Größe der<br />
Bandlücke (U=Eg/e) werden Elektronen von der n-dotierten Seite, bzw. Löcher von der p-dotierten Seite<br />
in den p-n-Übergang geschoben. Innerhalb des pn-Übergangs können nun Elektronen im Leitungsband mit<br />
Löchern im Valenzband rekombinieren. Dabei emittieren sie Photonen der Energie der Bandlücke Eg<br />
durch spontane Emission (Leuchtdiode). Durch Erhöhung des angelegten Stromes wird sowohl die<br />
Elektronenkonzentration der ndotierten Seite als auch die Löcherkonzentration der p-dotierten Seite<br />
erhöht, so dass es ab einer bestimmten Stromstärke (I - threshold; Schwellstrom) zur Besetzungsinversion<br />
kommt (die Wahrscheinlichkeit für die Rekombination eines Elektron-Lochpaares durch stimulierte<br />
Emission liegt höher als für die Anhebung eines Elektrons in das Leitungsband durch Absorption). Als<br />
Resonator der Laserdiode dienen die geschliffenen und polierten Endflächen des Halbleiters. Es tritt also<br />
stimulierte Emission ein und die Lichtleistung nimmt sprunghaft zu. Eine Laserdiode kann sowohl gepulst,<br />
als auch cw betrieben werden. Insbesondere ermöglicht die lineare Abhängigkeit zwischen Laserleistung<br />
und Diodenstrom (=Injektionsstrom) eine einfache Leistungsregelung.<br />
– Homostrukturlaser: p- und n-Schicht aus demselben Material, nur unterschiedlich dotiert. Führung des<br />
Strahls in der laseraktiven Schicht ist kaum gegeben - Strahl kann in nicht laser-aktive Bereiche<br />
eindringen dadurch entstehen Verluste und ein hoher Schwellstrom wird benötigt - cw-Betrieb nicht<br />
möglich<br />
– Doppelheterostruktur: Aktive Zone aus 0,1...0,5 µm dicker GaAs-Schicht und einem p-GaAlAs und n-<br />
GaAlAs Übergang. Durch geeignetes Profil des Brechungsindex wird Strahl genauer in der aktiven<br />
Zone geführt, dadurch entstehen wesentlich geringere Verluste und ein um den Faktor 100 geringerer<br />
Schwellstrom wird benötigt - cw-Betrieb möglich<br />
– Streifenlaser: Seitliche Führung des Stromes und der Strahlung in der aktiven Schicht. Verringerung<br />
der Anregungsströme und Verbesserung der Strahleigenschaften. Durch Streifenstruktur verbesserte<br />
Einkopplung in optische Fasern<br />
Typische Kennlinie einer Laserdiode:<br />
Der Bereich 0 < I < Ith ist der Leuchtdiodenbereich<br />
Hochleistungs-Diodenlaser:<br />
EinzelemitternàDiodenlaserbarrenàDiodenlaserstack<br />
P bis 10 kW bei Zusammenschaltung<br />
Aufbau eines Dioden-Lasers:<br />
Doppel-Heterostruktur-Diodenlaser:<br />
Löcher bzw. Elektronen werden in die ca. 0,5 µm breite aktive GaAs-Schicht injiziert. Der Aufbau der<br />
Doppel-Heterostruktur hat zwei Konsequenzen:<br />
– Die Energielücke nimmt monoton in der GaAlAs Schicht zu und wirkt als Potentialbarriere für einen<br />
Energieübergang außerhalb der eigentlichen laseraktiven Schicht.<br />
– Der Brechungsindex wird außerhalb der laseraktiven Schicht größer und wirkt als Lichtwellenleiter um<br />
die Effizienz der optisch rückgekoppelten Strahlung zu erhöhen.<br />
Mehrere solcher Laserdioden werden möglichst dicht nebeneinander zu einem Barren angeordnet.<br />
Das Strahlprofil einer Laserdiode ist elliptisch, da das Auskoppelfenster rechteckig ist, und die<br />
Laserstrahlung am Auskoppelfenster gebeugt wird. (Halbwinkel: fast axis: ca. 45 °; slow axis: ca. 7 °)
Wellenlängen- und Polarisations-Multiplexing:<br />
Beim Wellenlängen-Multiplexing werden verschiedene Wellenlängen überlagert.<br />
Beim Polarisations-Multiplexing werden nur bestimmte Polarisationsrichtungen überlagert.<br />
=> Erhöhung der Laserleistung bis zu einem Faktor 10<br />
Hochleistungs-Diodenlaser:<br />
Die Kopplung von einzelnen Laserdioden zu einem Diodenlaser-Stapel wird durch unterschiedliche<br />
Strategien realisiert:<br />
– Kopplung in mehrere Glasfasern, die dann zu einem dichten Bündel vereint werden<br />
– Überlagerung der einzelnen Teilstrahlen über Treppenspiegel oder Prismen.<br />
Hochleistungs-Diodenlaser müssen aktiv gekühlt werden, um die entstehende Verlustwärme<br />
abzuführen.<br />
Kapitel 11: Messtechnik<br />
Einsatzgebiete der Lasermesssysteme:<br />
- Biochemische Sensorik<br />
- Umweltschutz<br />
- Materialprüfung, Fertigungsmesstechnik<br />
- Medizin<br />
Vorteile optisch messen:<br />
Berührungslos, hohe räumliche und zeitliche Auflösung, auch im Vakuum oder unter erschwerten<br />
Bedingungen (hohe Temperaturen, Strömungsverläufe in Verbrennungsmotoren) möglich<br />
Anwendungen:<br />
- Justier- und Längenmesstechnik (Laserjustiertechnik, Abstands- und Dickenmessung,<br />
Entfernungsmessung)<br />
- Messungen an bewegten Objekten (Geschwindigkeitsmessung mittels Doppler-Effekt, LDA, PDA,<br />
Kurzzeit- und Hochgeschwindigkeitsphotographie)<br />
- Interferometrische Messtechnik (Schichtdickenbestimmung, Längenmessung, Holographische<br />
Interferometrie, Interferometrie, ESPI)<br />
- Analyse und Photochemie<br />
Justier- und Längenmesstechnik:<br />
Laserjustiertechnik Vorteile:<br />
- Beobachtung durch Fernrohre entfällt<br />
- Bezugslinie oder –ebene ist an der benötigten Stelle vorhanden<br />
- Einmannbedienung ist möglich<br />
- Starke Reduzierung der Messzeiten und des technischen Aufwandes<br />
- Automatisierbar<br />
- Genauigkeit übertrifft die der konventionellen Methoden, besser als 10 -6 rad<br />
- Überbrückbare Entfernungen sind größer<br />
Lasertriangulation:<br />
Das verwendete Verfahren ist eine weitere Entwicklung des Triangulationsverfahrens. Hier wird der<br />
Laserstrahl unter einem gewissen Winkel auf das Objekt gerichtet, und von dort aus zurückgeworfen.<br />
Aus dem Abstand zwischen Ausgangspunkt und dem Lichtpunkt auf der Oberfläche lässt sich die<br />
Entfernung zum Objekt berechnen. Das System wird zum Steuern von Robotergreifarmen verwendet.
Um den Automatisierungsgrad zu erhöhen, ist es notwendig, dass die Maschinen Entscheidungen immer<br />
öfter selber treffen können. Damit ein Computer die Entfernung und den Weg, auf dem er sich dem<br />
Werkstück nähern soll, berechnen kann, benötigt er ständig Informationen über den Abstand des<br />
Greifarmes zum Objekt. Aus diesem Grund werden die Roboter mit einer ganzen Fläche an<br />
lichtempfindlichen Sensoren (Quadranten-Fotodiode, Lateraleffekt-Diode, CCD-Kamera) ausgestattet,<br />
die es erlauben im Bereich von null bis fünf Metern den Abstand auf einen Hundertstelmillimeter genau<br />
zu bestimmen.<br />
Elektronisches Autokollimationsfernrohr:<br />
Zur Messung von Drehwinkel oder<br />
Verkippung einer Oberfläche<br />
Entfernungsmessung:<br />
durch Laufzeitmessung oder durch Phasenvergleich<br />
Nach der Art der Modulation sind drei Verfahren zu unterscheiden:<br />
- Sinusförmige Intensitätsmodulation: Die Laufzeit bewirkt eine Phasenverschiebung, die als<br />
Messgröße dient. Das erste Gerät dieser Art wurde 1928 entwickelt, um die Lichtgeschwindigkeit zu<br />
messen.<br />
- Impulsmodulation: Die Laufzeit eines kurzen Lichtimpulses dient als Messgröße. In Analogie zum<br />
Radar (Radiofrequency Detection and Ranging) spricht man deshalb von Lidar (Light Detection and<br />
Ranging). Das erste Gerät wurde 1938 eingesetzt, um Wolkenhöhen zu bestimmen.<br />
- Frequenzmodulation: Man verwendet das gleiche Verfahren wie beim FM-CW-Radar. Das<br />
kontinuierlich ausgesendete Licht erhält eine zeitabhängige Frequenzmodulation. Beim Mischen des<br />
zurückreflektierten und des gesendeten Lichtes auf einem Photodetektor entsteht dann eine von der<br />
Messentfernung abhängige Differenzfrequenz. Das Verfahren, das nur mit kohärentem Licht<br />
durchführbar ist, hat bisher keine praktische Bedeutung erlangt und wird daher nicht im Einzelnen<br />
behandelt<br />
Messung an bewegten Objekten:<br />
Doppler-Effekt: Trifft ein Lichtstrahl auf eine bewegte Oberfläche, verändert sich die Frequenz des von<br />
der Oberfläche zurück gestreuten Lichtes. Die Veränderung der Frequenz (Lichtwellenlänge) ist<br />
proportional zur Geschwindigkeit der Materialoberfläche. Man nutzt also das stark monochrom und<br />
hoch kohärente Licht des Lasers aus.<br />
Laser - Doppler – Anemometrie(LDA):<br />
zur Bestimmung von Fließgeschwindigkeiten<br />
Direkte Ausnutzung des Doppler-Effekts schwierig, da die Frequenzverschiebung gegenüber der<br />
Lichtfrequenz selbst für hohe Teilchengeschwindigkeiten sehr klein ist, daher sog. Zweistrahl-<br />
Anordnung.<br />
Phasen – Doppler – Anemometrie(PDA): Erweiterung der LDA<br />
Gleichzeitige Messung der Geschwindigkeit (3 Komponenten), Partikelgröße (0,5 µm - mehrere mm),<br />
Massenfluss, Konzentration, usw.<br />
Partikel streut das Licht der 2 Laserstrahlen. Die 2 gestreuten Strahlen interferieren, und ergeben einen<br />
Interferenzstrahl, dessen Frequenz proportional ist zu der Geschwindigkeit des Teilchens. Die 2<br />
Detektoren erhalten die 2 Strahlen mit unterschiedlichen Phasen. Die Phasenverschiebung zwischen den<br />
2 Signalen ist proportional zu dem Durchmesser des Teilchens.<br />
Kurzzeit- und Hochgeschwindigkeitsphotographie:<br />
Mit Lasern lassen sich sehr kurze Belichtungszeiten in der Größenordnung einer Pikosekunde (10 -12 s)<br />
erreichen. Hohe Pulsfolgefrequenzen → Bilder können im Abstand von Nanosekunden aufgenommen<br />
werden. Durch Fokussieren des Laserstrahls lassen sich Bilder mit sehr hoher Auflösung herstellen.
Interferometrische Messtechnik:<br />
Interferometrische Messungen gehören zu<br />
den genauesten der Messtechnik.<br />
Michelson-Interferometer:<br />
Gemessen werden können Länge,<br />
Geschwindigkeit, Kippwinkel,<br />
Rauheitsprofile von Oberflächen<br />
Holographische Interferometrie:<br />
Holographie ist eine Methode, Objekte dreidimensional abzubilden. Die Informationen über das Objekt<br />
werden dauerhaft auf speziellem Filmmaterial gespeichert. Bei der Belichtung des Objekts während der<br />
Aufnahme wird das Laserlicht je nach Form des Gegenstandes reflektiert. Da bei der Überlagerung<br />
zweier Wellen Verstärkungen und Auslöschungen des Lichts auftreten, bilden die Objektwellen, die<br />
vom Gegenstand reflektiert werden zusammen mit der Referenzwelle des zweiten Strahls auf dem Film<br />
ein individuelles Muster aus sich überlagernden Kreisen. Das Bild des Objekts wird also nicht wie bei<br />
einer Fotographie direkt auf den<br />
Film abgebildet. Vielmehr werden die vom Objekt erzeugten Wellenfronten, also die Lagen der vom<br />
Objekt gestreuten Lichtwellen aufgezeichnet. Daher enthält das Hologramm wesentlich mehr<br />
Informationen als ein normales Foto, bei dem nur die Amplitudenverteilung, also die Intensität des<br />
Lichts, nicht aber die Phasenverteilung gespeichert wird. Zur Betrachtung des Hologramms benötigt<br />
man einen Laser mit derselben Wellenlänge wie der bei der Aufnahme verwendete.<br />
Arten von Hologrammen:<br />
- Denisyukhologramm (Weißlichtreflexionshologramm)<br />
- Transmissionshologramme (gute räumliche Tiefe, Licht muss durch das Hologramm zum<br />
Betrachter)<br />
- Regenbogenhologramm(Weißlichthologramm, bekannteste und gängigste Art, gute Lichtstärke und<br />
räumliche Tiefe, vertikale Parallaxe fehlt, Herstellung: Transmissionshologramm (Master) -><br />
Hologramm vom Masterhologramm)<br />
- Bildebenenhologramme (Weißlichtreflexionshologramm, Objekt schwebt in Filmebene)<br />
- Multiplexhologramm (Bewegungen darstellbar)<br />
- Prägehologramme(auf Kreditkarten, sehr Fälschungssicher wegen hohem Herstellaufwand)<br />
Schwingungen gut messbar (Gitarre, Glocke)<br />
Electronic-Speckle-Pattern-Interferometry (ESPI):<br />
Speckleinterferometrie: 2 Aufnahmen: Ausgangszustand + Veränderter Zustand → Interferogramm;<br />
Die ESPI-Methode gestattet die unmittelbare Messung der statischen oder dynamischen Verformung der<br />
Oberfläche von beliebigen Objekten. Vorteile im Gegensatz zur herkömmlichen Holographie sind die<br />
automatische Datenerfassung, die schnelle Bildauswertung und die Bestimmung und Interpretation der<br />
zu messenden physikalischen Größen. Bei der ESPI wird die Objektoberfläche auf einem CCD-Sensor<br />
abgebildet. Gleichzeitig zur Objektwelle wird die CCD-Sensorfläche mit einer Referenzwelle<br />
beleuchtet. Da Objektwelle und Referenzwelle interferenzfähig sind, ändert sich die<br />
Intensitätsverteilung des Speckles, wodurch sich ähnliche Verfahren wie in der holographischen<br />
Interferometrie realisieren lassen.<br />
Analyse und Photochemie:<br />
- Konzentrationsmessung mit Lidar (Laser- Wellenlänge auf Hauptabsorptionsline des Gases<br />
einstellen, Anteil des absorbierten Lichts messen) oder Resonanz-Ionisations-Spektroskopie RIS<br />
(wie Lidar, nur Energie des Lasers so hoch, das Atome ionisiert werden, Messung z.B. über<br />
Geigerzähler, 1 Teil auf 100 Milliarden andere nachweisbar).<br />
- Temperaturmessung mit Dopplereffekt (Temperatur = Teilchenbewegung); z.B. Temperatur in<br />
Plasma messbar
Kapitel 12: Lasersicherheit<br />
Einteilung:<br />
- Primäre Gefährdungspotentiale: Laserstrahl (direkte Bestrahlung von Auge/Haut, Reflexionen)<br />
- Sekundäre Gefährdungspotentiale: - Bearbeitungsprozess: Sekundärstrahlung (Röntgen, UV) und<br />
Emission (Rauch, Staub, Aerosol, Gas)<br />
- Werkzeugmaschine: elektr. Und mech. Gefahren<br />
- Schutzmaßnahmen: Apparative, Bauliche, Organisatorische<br />
Primäre GP:<br />
Einfallende Strahlung wird an Haut gestreut, absorbiert, zurückgestreut (ca. 40%-50%)<br />
UV: starke Absorption, geringe Eindringtiefe; Hautalterung, Hautkrebs<br />
VIS: größte Eindringtiefe; therm. Wirkung, photochem. Prozesse<br />
IR: Eindringtiefe wird kleiner; Verbrennungen<br />
Auge:<br />
UV: Absorption an Hornhaut/Linse; Grauer Star, Entzündung der Hornhaut/Bindehaut<br />
VIS: hohe Gefährdung der Netzhaut; photochem. Und therm. Wirkung; Lidschlussreflex<br />
IR: kein Lidschluss; Absorption in Netzhaut bis Hornhaut, therm. Schäden<br />
Photoablation: Bestrahltes Gewebe wird verdampft; Korrektur der Hornhaut möglich<br />
Photodisrution: Ionisation->Plasma->Druckwelle; z.B. Zertrümmern von Nierensteinen<br />
Laserklassen:<br />
Sekundäre GP:<br />
- Gefährdungen, die durch menschliche Faktoren entstehen (Fahrlässigkeit, Missachtung von<br />
Warnhinweisen, Nichtvertrautheit, eingeschränkte Bedienfähigkeit z.B. durch Alkohol)<br />
- Gefährdungen durch äußere Einflüsse (Temperatur, Stöße, Stäube, elektromagn., Steuerung)<br />
- Inhärente Gefährdungspotentiale (mech./elektr., Sekundärstrahlung, Warme, Vibration)<br />
- Gefährdungen durch Emission<br />
<strong>Zusammenfassung</strong>: sekundäre Gefährdungspotentiale<br />
- "sekundär" bedeutet nicht nebensächlich oder vernachlässigbar<br />
- Rauch und Stäube sind kein laserspezifisches Problem<br />
- Bearbeitung von organischen Materialien ist aufgrund der Vielfalt der zu erwartenden Stoffe und<br />
ihres Gefährdungspotentials kritisch zu bewerten
- Abschätzung der Belastung ist auch mit einfachen Mitteln möglich (Arbeitsplatzanalyse)<br />
- im Zweifelsfall Arbeitsplatzmessungen durch ein qualifiziertes Institut durchführen lassen (z.B.<br />
LGA)<br />
Schutzmaßnahmen:<br />
- Apparativ: Gehäuse, Sicherheitsverriegelungen, Kennzeichnung<br />
- Baulich: Abgrenzung des Laserbereichs, Kennzeichnung, Auswahl geeigneter Materialien<br />
- Organisatorisch: Anmeldung, Zugangsbeschränkung, Unterweisung, Schutzausrüstung,<br />
Systemanalyse<br />
Unternehmer/Laserschutzbeauftragter: baulich+organisatorisch<br />
Hersteller: apparativ (aber: Unternehmer/Laserschutzbeauftragter: Kontrollpflicht)
Kapitel 2: Urformen<br />
Rapid Prototyping (RP): Schnelle Fertigung von Prototypen mit seriennahen Eigenschaften, signifikant<br />
schneller als der Durchschnitt.<br />
Rapid Manufacturing, Rapid Tooling, Functional Prototyping, Concept Modelling<br />
RP nach Burns:<br />
– subtraktiv (HSC-Fräsen, Erodieren, LS-Abtragen)<br />
– additiv (SLA, SLS, LOM)<br />
– formativ (LS-Biegen, Inkrementelles Umformen)<br />
Additiv:<br />
In der Regel CAD-Modell als Vorlage -> Wird auf dem Rechner in Schichten zerlegt (Slicing) -> An<br />
der Verarbeitungsanlage wird eine Schicht nach der anderen hergestellt -> Schichten werden<br />
zusammengefügt -> Vorgang vollkommen automatisiert<br />
Genauigkeit bei additiven RP-Verfahren, Probleme:<br />
– Sekantenfehler bei Dreieckselemente<br />
– Schichtbildungsfehler ω(siehe Bild)<br />
Schichtdicke klein => Genauigkeit groß, aber Bauzeit lang!<br />
Einfluss der Bauteilorientierung:<br />
Stereolithographie (SLA):<br />
Der Verfahrensablauf bei der Stereolithographie ist ähnlich dem des Laserstrahlsinterns. Anstelle<br />
eines Pulvers wird jedoch mit einem flüssigen Photopolymer gearbeitet. Die wesentlichen<br />
Prozeßschritte sind, wie beim Laserstrahlsintern, das Absenken der Bauplattform um eine<br />
Schichtdicke(1), der anschließende Beschichtungsvorgang(2) und das Belichten der oberen Schicht,<br />
um diese auszuhärten(3). Bei der Stereolithographie entsteht das Bauteil durch eine photochemische<br />
Reaktion und nicht durch das Schmelzen und Erstarren einzelner Bereiche. Es kommt das Prinzip<br />
der Photopolymerisation zur Anwendung. Hierzu wird ein nicht oder nur gering vernetztes Monomer<br />
eingesetzt. Die auszuhärtenden Bereiche werden durch einen Laserstrahl, der die Bauteilgeometrie<br />
abfährt, nacheinander, lokal begrenzt polymerisiert. Laser im UV-Bereich!<br />
Selektives LS-Sintern (SLS):<br />
Temperaturunterschiede im Bauteil während des Bauvorgangs sehr gering => der durch thermisch<br />
induzierte Spannungen verursachte Verzug des Bauteils kann vermieden werden.<br />
Beim Laserstrahlsintern von Metallen ist es nicht möglich, das Pulverbett auf eine Temperatur knapp<br />
unterhalb der Sintertemperatur aufzuheizen. Dies würde bei Metallpulvern, die bereits ab etwa der<br />
Hälfte der Schmelztemperatur zu sintern beginnen (Festphasensintern) und bei Bauzeiten von<br />
mehreren Stunden dazu führen, daß das gesamte Pulverbett verfestigt wird und somit das eigentliche<br />
Bauteil nicht mehr entnehmbar ist.<br />
Verfahrensablauf siehe SLA<br />
Verarbeitbare Materialien:- Kunststoffe: Nylon,Polycarbonat, Polystyrol, Formwachs<br />
- Metalle: Pulver aus Bronze, Nickel und Kupferphosphid; Pulver auf<br />
Stahl-Basis (Selektives Laserschmelzen); Stahlpulver (Körner ummantelt<br />
mit Kunststoff)<br />
- Präkeramische Polymere: Selektives Lasercuring (SLC) zur Formgebung<br />
direkt: hoch- und niedrigschmelzende Komponente werden mit LS direkt gesintert<br />
indirekt: Metall mit Kunststoffmantel, Formgeben mit Laser, konventionelles Sintern im Ofen<br />
(höhere Festigkeit, mehr versch. Werstoffe verarbeitbar, aufwendiger, geringere<br />
Maßhaltigkeit)
Wichtige Prozeßgrößen beim SLS:<br />
– Laserleistung (50 W bis 1500 W)<br />
– Fokusdurchmesser (0,4 mm bis 1 mm); begrenzt Genauigkeit die erreicht werden kann<br />
– Scangeschwindigkeit (50 mm/s bis 5000 mm/s)<br />
– Abstand zwischen benachbarten Spuren/Hatchabstand (0,05 mm bis 0,2 mm)<br />
– Schichtdicke (0,05 mm bis 0,3 mm)<br />
Aufbau LS-Sinteranlage:<br />
Eine Laserstrahlsinteranlage besteht aus einer Prozeßkammer, in der sich eine Bauplattform zur<br />
Aufnahme des Bauteils, ein Pulvervorratsbehälter, ein Auffangbehälter zur Aufnahme überschüssigen<br />
Pulvers, eine Pulverauftragseinrichtung und ggf. Heizelemente zum Heizen des Pulverbettes befinden.<br />
Der Laserstrahl, wird über ein Strahlführungssystem in einen Scanner geleitet. Durch die<br />
Scannereinheit wird der Strahl gemäß den Schichtdaten abgelenkt und über eine Linse auf die<br />
Pulveroberfläche fokussiert. Mit Hilfe einer Planfeldoptik kann ein planes Feld belichtet werden;<br />
allerdings sehr teuer<br />
Direktes Laserstrahlsintern: Eigenspannungenkönnen zu Delamination oder Verzug führen<br />
Laminated Object Manufacturing (LOM), auch LLM:<br />
LLM: folienartige, flächige Schichten, Zusammenhang innerhalb einer Schicht schon gegeben; sehr<br />
gut, wenn Volumen gegenüber Fläche sehr groß ist<br />
Prinzip:<br />
1. Schichtfixierung => 2. Konturgenerierung => 3. Hubeinheit senken => 4. Coil abwickeln<br />
Kapitel 3: Fügen mittels Laserstrahlung<br />
Schweißen ist das Vereinigen von Werkstoffen in der Schweißzone unter Anwendung von Wärme<br />
und/oder Kraft mit oder ohne oder Schweißzusatz. Die zum Schweißen notwendige Energie wird von<br />
außen zugeführt.<br />
3D-Laserstrahlschweißen im Karosseriebau heute:<br />
verbessertes Crashverhalten, verringertes Gewicht, geringere Kosten<br />
Konstruktive Möglichkeiten:<br />
Bei einem Zusammenstoß wirken die einzelnen Schweißpunkte wie ein Reißverschluss, der nach und<br />
nach aufgeht. Vorteil des Laserschweißens: Es wird eine komplette Naht geschweißt<br />
Konstruktive Eigenschaften:<br />
– Beim Laserschweißen wird nur einseitige Zugänglichkeit benötigt<br />
– Hohlstrukturen in Bezug auf Steifigkeit besser als flächige Strukturen<br />
Laserstrahlschweißen von Antriebskomponenten:<br />
Vorteile des Laserstrahlschweißens:<br />
– geringer Wärmeeintrag<br />
– verringerter Verzug<br />
– verbesserte Rundlaufeigenschaften<br />
– erhöhter Komfort<br />
Absorptionsmechanismen bei Laserstrahlschweißen:<br />
Ausbildung einer Dampfkapillare und<br />
Plasmabildung bei Erreichen einer<br />
Schwellintensität. Sprunghafte Steigerung der<br />
Einkopplung bis zu nahezu 100% durch<br />
Vielfachreflexion sowie höhere Absorption der<br />
Strahlung im Plasma in der Dampfkapillare.<br />
Ablösung eines laserinduzierten Plasmas von<br />
der Werkstückoberfläche; Absorption,<br />
Reflexion und Streuung des Laserstrahls im<br />
Plasma => Abnahme der im Werkstück<br />
absorbierten Laserleistung
Auswirkung der Absorptionsmechanismen:<br />
Trägt man die Einschweißtiefe<br />
über der Strahlintensität auf, so<br />
erkennt man den Effekt der<br />
anomalen Absorption sowie der<br />
Plasmaabschirmung bei Erreichen<br />
der kritischen Intensität<br />
(Schwellintensität).<br />
Charakteristika des Wärmeleitungsschweißens:<br />
– Vergleichsweise geringe Vorschubgeschwindigkeit<br />
– Hohe Streckenenergie<br />
– Halbkreisförmiger Nahtquerschnitt mit Nahtbreite >> Nahttiefe<br />
– Nahtoberraupe und Wurzel sehr gleichmäßig<br />
– Verbindungsschweißen nur für Werkstoffe mit niedrigschmelzender Oxidhaut möglich<br />
– Bearbeitung nicht im Fokus<br />
Charakteristika des Tiefschweißens:<br />
– Hohe Vorschubgeschwindigkeit<br />
– Geringe Streckenenergie => geringer Bauteilverzug<br />
– Großes Verhältnis Nahttiefe zu Nahtbreite<br />
– Nahtoberraupe und -wurzel sehr gleichmäßig<br />
– Bearbeitung nahe am Fokus<br />
– Strahleinkopplung liegt bei 70 – 80%<br />
Schweißbarkeit:<br />
– Schweißeignung (chemische Zusammensetzung, metallurgische/physikalische Eigenschaften)<br />
– Schweißmöglichkeit (Schweißvorbereitung, Ausführung der Schweißarbeiten)<br />
– Schweißsicherheit (Nahtanordnung und Kraftfluss, Art der Beanspruchung, Werkstoffeigenschaften,<br />
Verformungs- und Eigenspannungszustände)<br />
Es gelten folgende prinzipielle Zusammenhänge:<br />
– Hoher C-Gehalt Aufhärtung interkristalline Kaltrisse können auftreten ab C >0,2% nur mit<br />
besonderen Maßnahmen schweißbar (zusätzliche Wärmebehandlung, Zusatzwerkstoff...)<br />
– Hoher (S, P, Pb)-Gehalt niedrig schmelzende Phasen (Eutektika) können an den Korngrenzen<br />
auftreten nicht schweißbar (Heißrisse, Poren)<br />
Eigenschaften des Al:<br />
– Hoher Reflektionsgrad und hohe Wärmeleitung (=> hohe Schwellintensität erforerlich)<br />
– Niedrige Ionisierungsenergie (=> früh eintertender Abschirmeffekt des Plasmas)<br />
– Chemische Reaktionen der Legierungselemente (=> Porenbildung)<br />
– Heißrissneigung<br />
– Oxidschicht (Gefahr des Nichtaufschmelzens)<br />
– Hohe Wärmeleitfähigkeit (unerwünschte Konduktion der Wärmeenergieerschwert Tiefschweißen)<br />
Qualitätsmerkmale:<br />
Der Wärmeeintrag beeinflusst die Festigkeit der Schweißverbindung und ist deshalb relevant für die<br />
Beschreibung der Qualität einer Schweißnaht. Hierzu gehören z.B.:<br />
Gefüge, Härte, Porosität(Al kann im flüssigen Zustand viel H2 aufnehmen. Schnelle Erstarrung kann<br />
zu Porenbildung führen), Eigenspannungen (Schrumpf~, Abschreck~, Umwandlungs~)
Aluminiumlegierungen können im Gegensatz zu Stählen vollkommen andere Härteverläufe aufweisen.<br />
Die Härte kann beim Schweißen dieser Werkstoffe sogar stark abnehmen!<br />
Einfluss von Schutzgas:<br />
Häufigste eingesetzte Schutzgase: Helium, Argon<br />
– Schutzgas zur Abschirmung der Fügezone vor dem Luftsauerstoff<br />
– Beeinflussung der Plasmabildung: Aufgrund seiner hohen Ionisationsenergie (E=24,6 eV) bildet<br />
Helium nur selten ein abschirmendes Plasma, ist aber teurer als Argon<br />
Zusatzwerkstoff zur Erhöhung der max. Spaltweite und zur Verbesserung der Nahtqualität<br />
Tailored Blanks ( Wichtigste Anwendung des Laserschweißens überhaupt):<br />
Unter Tailored Blanks versteht man Werkstoffverbunde, die gezielt auf den jeweiligen<br />
Verarbeitungsprozess und Anwendungsfall abgestimmt sind. Am häufigsten kommen hierbei Bleche<br />
aus verschiedenen Materialien und/oder mit verschiedenen Blechdicken zum Einsatz, die vor dem<br />
Umformen gefügt werden. Dazu bietet sich das Laserstrahlschweißen an.<br />
Vorteile: Genauigkeit, Steifigkeit, Wirtschaftlichkeit, Gewichtsreduktion, Vereinfachung der Fertigung<br />
Konkurrenzverfahren: Quetschnahtschweißen<br />
Strahlführung:<br />
Kartesische Roboter (Verfahrachsen x/y/z, evtl. zusätzliche Drehachsen für den Bearbeitungskopf)<br />
Vorteile:<br />
großer Bearbeitungsraum, besseres Führungsverhalten durch eine größere Gestellsteifigkeit<br />
Nachteile:<br />
hohe Investitionskosten, großer Platzbedarf, große Anzahl Umlenkspiegel (für CO2-Laser)<br />
Strahlführung mit Teleskoparm:<br />
Nachteile:<br />
Weniger Freiheitsgrade als Gelenkarm, Änderung der Strahlweglänge in Abhängigkeit vom<br />
Bearbeitungsort => keine konstanten Fokussierbedingungen<br />
Strahlführung mit Gelenkarm:<br />
Nachteile:<br />
Zusätzliche Abstützung des Gelenkarms erforderlich, Größere Anzahl an Umlenkspiegeln<br />
(7 gegenüber 5) =>Justageaufwand steigt<br />
Allgemein:<br />
– Externe Strahlführungssysteme beschränken die Freiheitsgrade des Roboters<br />
– Eindeutige Zuordnung der Kinematiken von Roboter und Strahlführungssystem fehlt<br />
Strahlführung eines Nd:YAG-Lasers mittels Glasfaserkabel und Knickarmroboter:<br />
– Da Glas für die Wellenlänge eines Nd:YAG-Lasers transparent ist, kann der Strahl im Gegensatz<br />
zum CO2-Laser mittels Glasfasern geleitet werden<br />
– Bei ND:YAG-Lasern wird meist eine Kombination aus Knickarmroboter und Lichtleitkabel zur<br />
Strahlführung eingesetzt<br />
– Eine Integration des Lichtleitkabels in den Roboterarm ist aufgrund der minimalen Biegeradien von<br />
ca. 200 mm meist nicht möglich
Laserstrahlschweißgerechte Konstruktion:<br />
Zugänglichkeit und Robotergerechtigkeit:<br />
Zugänglichkeit<br />
Radien und Verfahrwege<br />
Anpassung der Fügegeometrie:<br />
Nahtform<br />
Freiheitsgrade<br />
Entgasungshilfen<br />
Form und Lage der Naht<br />
Dreiblechschweißung<br />
vermeiden<br />
Selbstzentrierung gibt hohe<br />
Sicherheit gegen<br />
Bearbeitungsfehler<br />
Einhaltung von<br />
Fügespalttoleranzen<br />
Durchgehende<br />
Bearbeitungsbahnen<br />
Durchgeschweißte Nähte<br />
Ausreichende Wärmeabfuhr<br />
ermöglichen
Laserstrahllöten:<br />
Die Abgrenzung der Lötverfahren erfolgt nach der Liquidustemperatur der Lote:<br />
– bis 450 °C: Weichlöten<br />
– ab 450 °C: Hartlöten<br />
– ab 900 °C: Hochtemperaturlöten (flussmittelfrei unter Luftabschluss im Vakuum oder unter<br />
Schutzgas)<br />
Löten ist ein thermisches Verfahren zum Fügen und Beschichten metallischer Werkstoffe mit Hilfe<br />
eines geschmolzenen Zusatzmetalls (Lotes), gegebenenfalls unter Anwendung von Flussmitteln<br />
und/oder Löt-Schutzgasen.<br />
Im Gegensatz zum Schweißen ist das Lot i.A. nicht artähnlich aufgebaut und niedriger schmelzend als<br />
der Grundwerkstoff. Die Solidustemperatur der Grundwerkstoffe wird beim Löten nicht erreicht.<br />
Es ist zwischen dem Spaltlöten (s < 0,25 mm) und dem Fugenlöten (s > 0,25 mm) zu unterscheiden.<br />
Während beim Spaltlöten durch den herrschenden Kapillareffekt das Lot in den Lotspalt gezogen wird<br />
und die gesamten Nahtflanken benetzt, dient das Fugenlöten zur Füllung großer Nahtbereiche<br />
Laserstrahlhartlöten im Karosseriebau:<br />
– Dichtigkeit zur Vermeidung von Spaltkorrosion<br />
– Lackierfähigkeit der Oberfläche<br />
– geringe/günstige Nachbearbeitung (v.a. Richt- und Schleifarbeiten)<br />
– Gemessen an Zug- und Scherspannungen ist ein hartgelötetes Bauteil gleichermaßen belastbar wie<br />
ein geschweißtes<br />
– Möglichkeit des Auslötens von Bauteilen erlaubt die leichte Reparatur von beschädigten Karosserien<br />
Vergleich Schweißen/Löten:<br />
Laserstrahlmikrofügen:<br />
Laserstrahl-Mikrolöten:<br />
selektives Lötverfahren, im Gegensatz zu Massenlötverfahren wie Reflowlöten im Durchlaufofen;<br />
Einsatz: wenn nur weinge Teile gelötet werden, Reperatur, Bauteile halten Reflowofen nicht aus<br />
Ein selektives Lötverfahren, das hier besonders betrachtet wird ist das sog. Simultane Laserstrahllöten,<br />
bei dem alle Anschlüsse eines elektronischen Bauelementes gleichzeitig durch die Laserstrahlung<br />
erwärmt werden. Vorteile:<br />
– hohe Produktivität<br />
– schnelle Ansteuerbarkeit<br />
– berührungslos<br />
– geringer Wärmeeintrag<br />
– kein Niederhalter notwendig<br />
– Selbstzentrierung der Bauelemente
Kapitel 4: Trennen I: Laserstrahlabtragen<br />
Wesentliche Phänomene für das Abtragen mit Laserstrahlung:<br />
– Absorption der Strahlung<br />
– Erwärmen<br />
– Schmelzen (mittels Gas kann die Schmelze ausgetrieben werden)<br />
– Verdampfen des Werkstoffs (bei noch höherer Energie)<br />
– Materiestrahlbildung (entstehender Materiedampf sorgt dafür, dass Schmelze ausgetrieben wird)<br />
– Plasmaeffekte<br />
– Abkühlphänomene und Werkstoffumwandlung<br />
Einflussfaktoren auf den Materialabtrag mit Laserstrahlung<br />
– Laser: Wellenlänge, Pulsenergie, Pulsform (zeitlich), Pulsdauer, Pulszahl, Intensitätsform<br />
– Laserstrahl: Divergenz, Linsenbrennweite, Fokuslage, Intensitätsverteilung<br />
– Bearbeitung: Gasstrahl, Vorheizung, Atmosphäre<br />
– Werkstoff: Absorptionskoeffizient, Schmelztemperatur, Verdampfungstemperatur,<br />
Wärmeleitfähigkeit, Viskosität der Schmelze<br />
Eigenschaften des Laserstrahlformabtragens (Werkzeugbau):<br />
– mehrere Bearbeitungsschritte auf einmal (z.B. Abtragen und Härten)<br />
– Sowohl Bearbeitungszeit als auch -kosten liegen bei konventioneller Bearbeitung bei geringen<br />
Stückzahlen des Werkzeugs höher als bei der Laserbearbeitung.<br />
Verfahrensprinzip Laserstrahl-Oxidspanen:<br />
– Der fokussierte Laserstrahl erhitzt lokal die Werkstückoberfläche unter einer Sauerstoffatmosphäre.<br />
– Bei Überschreiten der Zündtemperatur brennt Stahl. Zusätzlicher Energiegewinn durch die<br />
exotherme Reaktion. Der Werkstoff schmilzt.<br />
– Starke Volumenzunahme durch Phasentransformation fest-flüssig, Oxidation, Wärmeausdehnung<br />
und Porenbildung (C aus dem Werkstoff verbrennt zu CO2)<br />
– Das Oxid erkaltet unter Volumenabnahme. Der Temperaturgradient im erstarrenden Oxidspan führt<br />
zur Spanbiegung.<br />
– Kontraktionskräfte überschreiten Adhäsionskräfte. Das Oxid reißt von der Werkstückoberfläche ab.<br />
=>Relativ gute Oberflächenqualitäten und sehr kontrolliertes Abtragen<br />
=>Relativ geringe Abtragsraten<br />
Ablenkung von Laserstrahlung:<br />
Scanverfahren:<br />
– akustooptische: kau eingesetzt<br />
– mechanische Prinzipien: Kippspiegel (sehr schnell), Drehspiegel (größere Wege, Robuster)<br />
Maskenprojektion:<br />
Eine Maske wird über ein optisches System auf das Werkstück abgebildet bzw. als Kontaktmaske für<br />
einen Schattenwurf verwendet.<br />
Vorteile:<br />
Maske kann “relativ” grob sein, und sie wird nicht geschädigt. Sehr schnelles und genaues Verfahren.<br />
Nachteile:<br />
nur relativ kleine Arbeitsbereiche, nicht flexibel. Verlust von Laserleistung an Maske Einsatz bei<br />
kurzgepulster, hochenergetischer Strahlung<br />
Verwendung bei immer wiederkehrenden Logos<br />
Verfahrensmerkmale des LS-Mikrostrukturierens:<br />
– Berührungsloses Verfahren (verschleißfrei; geringe Belastung des Werkstücks)<br />
– Große Flexibilität (keine Abhängigkeit von der Werkzeuggeometrie)<br />
– Hohe Bearbeitungsgeschwindigkeiten<br />
– Normalerweise schwer zugängliche Bereiche bearbeitbar<br />
– Vielzahl bearbeitbarer Materialien
Laserstrahlbeschriften:<br />
Eigenschaften der Laserstrahlbeschriftung<br />
Vorteile: Berührungsfrei, Verschleiß - und Kräftefrei, Geeignet für alle Werkstoffe, Dauerhafte<br />
Beschriftung, Hohe Auflösung, Auch für unebene Oberflächen, Gut automatisierbar, Ohne<br />
Rückstände<br />
Nachteile: Hohe Anlagenkosten<br />
Nd:YAG hauptsächlich für metallische Oberflächen, CO2-Laser für Nichtmetalle<br />
Laserstrahlbohren:<br />
Vorteile: schleifende Einstiche möglich, unterschiedliche Materialdicken Durchbohren der gegenüberliegenden<br />
Seite ist auszuschließen, konkurrenzlos bei Bohren von Mehrschichtleiterplatten<br />
Verfahren des Laserstrahlbohrens:<br />
– Einzelpulsbohren<br />
– Mehrpulstechnik oder Perkussionsbohren (dauert 4x so lange wie Einzelpuls, genauer)<br />
– Ausschneide- oder Trepannierbohren (Grenzverfahren zwischen Schneiden und Bohren)<br />
Kapitel 5: Trennen II: Laserstrahlschneiden<br />
Wichtige Prozeßparameter und Einstellgrößen:<br />
– Laserleistung (cw,Puls)<br />
– Fokuslage, -durchmesser → Intensität<br />
– Rayleighlänge<br />
– Polarisation<br />
– Betriebsmodus: cw / pulsed<br />
– Schneidgeschwindigkeit<br />
– Streckenenergie<br />
– Werkstoff<br />
– Arbeitsgasgas (Art, Druck)<br />
– Düsenabstand, -durchmesser<br />
Dauerstrichbetrieb (continuous wave) oder Pulsbetrieb<br />
Vorteile des gepulsten Schneidens:<br />
– Durch Festlegung von Pulsdauer/Frequenz gesteuerte Energieeinbringung (Laserleistungskontrolle)<br />
– Durch üblicherweise hohe Pulsleistung/-spitzenleistung verbesserte Absorption (Überschreiten von<br />
Schwellenenergien, Aufbrechen von z.B. Oxidschichten)<br />
– Geringe Wärmeleitungsverluste bei kurzen Pulsdauern<br />
Nachteile des gepulsten Schneidens:<br />
– Diskontinuierliche Energiezufuhr<br />
– Meist geringere Schneidgeschwindigkeit
Die Anwendung des gepulsten Schneidens liegt v.a. im Schneiden von schwierigen Konturelementen<br />
und bei hochreflektierenden, gut wärmeleitenden oder temperaturempfindlichen Werkstoffen. Da<br />
gepulste Laser (Nd:YAG, Excimer) aufgrund ihrer Wellenlänge auch eine bessere Fokussierbarkeit bei<br />
jedoch geringerer Schneidgeschwindigkeit besitzen, werden sie vorwiegend zum Feinschneiden<br />
eingesetzt. Ausnahme: Hochleistungsfestkörperlaser finden v.a. im 3D-Bereich durch die einfache<br />
Strahlführung mittels Lichtleitfaser zunehmend Verwendung.<br />
Sublimierschneiden:<br />
Der dominante Anteil des Werkstoffes wird verdampft<br />
Vorteile:<br />
– Allenfalls kleine Schmelzfilmdicken => glatte Schnittkanten<br />
– Kleine Ausdehnung der WEZ, geringe Wärmebelastung des Werkstücks<br />
– Schnittfläche oxidfrei => Weiterbearbeitung (z.B. Lackieren oder Schweißen) ohne Nachbehandlung<br />
– Anwendung insbesondere bei Werkstoffen ohne ausgeprägten Schmelzpunkt<br />
Nachteile:<br />
– Hohe Intensitäten erforderlich => leistungsstarke Laser mit hoher Strahlqualität<br />
– Nur langsame Schneidgeschwindigkeit möglich<br />
Schmelzschneiden:<br />
Aufschmelzen des Werkstoffs durch den Laserstrahl und Austrieb mit einem inerten Gasstrahl<br />
Vorteile:<br />
– Geringer Energiebedarf zum Aufschmelzen des Werkstoffs => höhere Schneidgeschwindigkeiten bei<br />
gleicher Intensität<br />
– Keine Oxidation der Schnittkanten<br />
– Trennen von unterschiedlichen Werkstoffen möglich: Gläser, Kunststoffe und Metalle<br />
Nachteile:<br />
– Genaue Anpassung der Schneidparameter erforderlich<br />
– Große WEZ durch Wärmeabgabe der Schmelzphase an den Grundwerkstoff<br />
– Schmelzströmung kann zu charakterisierten Riefen in der Schnittfuge und Bartbildung an der<br />
Austrittsseite der Fuge führen<br />
– Hoher Schneidgasverbrauch<br />
Brennschneiden:<br />
Aufheizen des Werkstoffs (mindestens auf Zündtemperatur) durch den Laserstrahl und Energiezufuhr<br />
aufgrund der exothermen Reaktion der Schmelze mit dem Schneidstrahl (O2)<br />
Vorteile:<br />
– 4 bis 6-fach höhere Schneidgeschwindigkeiten als bei Schmelzschneiden<br />
– Geringer Gasdruck<br />
Nachteile:<br />
– Oxidation der Schnittkanten<br />
– Gefahr des Materialabbrandes (durch geeignete Prozessführung vermeidbar, z.B. Pulsbetrieb,<br />
Reduzierung des Schneidgasdruckes)<br />
Arata-Modell: (weiteres Modell für die Erklärung der Riefenbildung beim Brennschneiden)<br />
Der Laserstrahl erhitzt den Werkstoff auf Zündtemperatur. Der Werkstoff brennt durch eine exotherme<br />
Oxidationsreaktion ausgehend vom Ort der Zündung selbstätig ab. Die Schneidfront entfernt sich so<br />
lange vom Laserstrahl, bis die Energie aus dem Reaktionsprozeß nicht mehr ausreicht, den<br />
Brennvorgang aufrecht zu erhalten. Der Brennvorgang erlischt und wird vom Laserstrahl bei<br />
zunehmender Annäherung an die Schneidfront erneut gezündet.<br />
Schneidgeschwindigkeit und erreichbare Rauhtiefe als Funktion der Blechdicke:<br />
Die Schneidgeschwindigkeit ist in etwa proportional zur Laserleistung und umgekehrt proportional zur<br />
Blechdicke. Die erzielbaren Schneidgeschwindigkeiten sind stets mit dem jeweiligen Kriterium für die<br />
Bearbeitungsqualität zu sehen.
Kritische Konturelementen:<br />
– schmale Stege und spitze Winkel => Wärmestau im Werkstoff => Überhitzung => Verzug,<br />
Abschmelzen, Aufhärtung<br />
– kleine Radien => hohe Achsbeschleunigungen erforderlich; Verringerung der<br />
Schneidgeschwindigkeit; Geometrieabweichungen<br />
– Wärmebeeinflussung bei schmalen Spalten und Stegen => Veränderung der Werkstoffparameter<br />
=> Gratbildung<br />
– große Schnittlängen => Verzug durch Wärmeeinbringung =>Geometrieabweichungen<br />
Charakteristische Geometrieabweichungen sind z.B.:<br />
– Geradheit der Schnittkante<br />
– Rundheitsabweichung<br />
– Maßabweichungen<br />
– Abweichungen von der Parallelität<br />
– Abweichungen von der Rechtwinkligkeit<br />
– Eckenversatz<br />
Geometrieabweichungen werden in erster Linie durch die dynamischen Eigenschaften der<br />
Führungsmaschine verursacht.<br />
Durch Laserstrahlschneiden lassen sich Parallelitätsabweichungen von etwa 15 µm und Abweichungen<br />
von der Rechtwinkligkeit von weniger als 45 µm erzielen, wodurch quasi Fertigteilqualität gegeben ist.<br />
Kriterien zur Bewertung der Schnittfläche und der Schnittspaltausbildung:<br />
Schnittspaltweiten:<br />
Die Schnittfugengeometrie zeichnet sich durch eine geringe Spaltweite und ausgeprägte<br />
Rechtwinkligkeit aus. Die Spaltweite ist von Brennweite der Fokussieroptik und von der Blechdicke<br />
abhängig.<br />
Rechtwinkligkeits- und Neigungsabweichungen:<br />
Mit zunehmender Blechdicke steigt die Unebenheit und der Anschmelzradius. Die Abweichung von<br />
der Rechtwinkligkeit nimmt ab, da Meßfehler mit zunehmender Blechdicke zurückgehen.<br />
Je dicker das Blech, desto ungenauer ist die Schnittfläche. Wird stark durch den Gasstrom beeinflußt.<br />
Abstandsregelungen für das Laserstrahlschneiden:<br />
– Rollenkopf: rein mechanisch, Probleme beim 3D-Schneiden<br />
– Kapazitiver Sensorkopf: berührungslos, keine Kollisionsgefahr, funktioniert nicht beim Schweißen,<br />
durch entstehendes Plasma wird kapazitive Regelung gestört<br />
Führungssysteme:<br />
– Kartesische Führungssysteme:<br />
2D-Anlagen (3 Achsen) oder 3D-Anlagen (5 Achsen), Werkstück und/oder Optik beweglich<br />
• hohe Bahngenauigkeit<br />
• hohe Schneidgeschwindigkeiten<br />
–<br />
• großer Platzbedarf<br />
Gelenkarmroboter:<br />
Standardmäßige Industrieroboter mit sechs rotatorischen Achsen und externer Strahlführung;<br />
Lichtwellenleiter (bei Nd:YAG) oder Gelenk- oder Teleskoparme (CO2);<br />
Zusätzliche Achse wird dem Roboter in die Hand gelegt, die nur den Abstand zum Werkstück regelt<br />
• gute räumliche Zugänglichkeit<br />
• geringer Platzbedarf<br />
• einfach in bestehende Fertigungseinrichtungen integrierbar<br />
• geringe Bahngenauigkeit<br />
• geringe Schnittgeschwindigkeit
Verfahrensvergleich:<br />
Stanz-/Nibbelbearbeitung:<br />
– Blechdicken bis 10mm (Al, Stahl), Kunststoff bedingt bearbeitbar)<br />
– Umformungen möglich<br />
– schnelle und kostengünstige Erzeugung von Standardkonturen<br />
– Verzug und Gratbildung möglich<br />
– keine Wärmebeeinflussung<br />
– Einzugsradius vorhanden<br />
CO2-Laserstrahlschneiden:<br />
– beliebige Konturen möglich<br />
– Blechdicken bis 20mm Baustahl/10mm Edelstahl/6mm Al bearbeitbar, Kunststoff bedingt<br />
– geringer Verzug<br />
– keine mechanische Belastung<br />
– i.a. Keine Gratbildung<br />
Abrasiv-Wasserstrahlschneiden:<br />
– keine thermische Beanspruchung des Werkstoffs, kein Verzug, keine Gratbildung<br />
– keine Wärmebeeinflussung<br />
– große Blechdicken möglich (Stahl, Aluminium bis 100mm) bearbeitbar<br />
– verschiedenste Werkstoffe wie Kunststoff, Glas, Gestein bearbeitbar<br />
– auch gefährliche Materialien<br />
– geringe Schneidgeschwindigkeit<br />
Plasmaschneiden:<br />
billiger als Laser, aber langsamer<br />
Kapitel 6: Laserstrahlumformen, Mikro-/Makrotechnik<br />
Laserunterstütztes Biegen:<br />
Durch Laserunterstützung (Aufwärmen des Bauteils) können höhere Biegewinkel erreicht werden.<br />
Verfahrensintegration: Laserstrahlschweißen im IHU-Werkzeug:<br />
Die Bleche werden zuerst noch nicht verschweißt, weil in beide Richtungen unterschiedlich viel<br />
Material benötigt werden kann. Material kann nachlaufen.<br />
Laserstrahlumformen:<br />
Wichtige Eigenschaft des Laserstrahlumformens:<br />
Beim TGM oder des Knickmechanismus tritt generell keine Rückfederung auf!
Mechanismus 1: Temperatur-Gradienten-Mechanismus (TGM)<br />
– hohe Vorschubgeschwindigkeiten<br />
– Die Erwärmung des Werkstoffes an der Einstrahlseite bedingt eine thermische Expansion der oberen<br />
Seite. Folge hiervon ist eine Gegenbieung des Bleches, entgegengesetzt zur, Bestrahlungsrichtung.<br />
– Weitere Erwärmung, Fließen an der Oberseite, Abbau der Druckspannungen, plast. Stauchung<br />
– Oberseite wird deutlich mehr gestaucht als an der Unterseite.<br />
– wird zur Erzeugung von Biegewinkeln entlang einer geraden Biegekante eingesetzt.<br />
– etwa 1°-3° pro Bestrahlung<br />
Mechanismus 2:<br />
Knickmechanismus (KM)<br />
– geringe Vorschubgeschwindigkeiten<br />
– homogenes Temperaturfeld, laterale Ausdehnung der erwärmten Zone deutlich größer ist als die<br />
Blechdicke => aufgeheizter Bereich wird instabil, Druckspannungen führen zum Ausknicken des<br />
Blechs. Die Ausknickrichtung wird durch die Vorkrümmung des Blechs festgelegt. Somit ist es mit<br />
dem Knickmechanismus möglich, das Blech sowohl zum Laserstrahl hin als auch von ihm<br />
wegzubiegen.<br />
– wird zum Biegen von Blechen entlang gerader (bereits vorhandener) Biegekanten herangezogen.<br />
– bis zu 15° pro Bestrahlung<br />
Mechanismus 3: Stauchmechanismus (SM)<br />
– laterale Ausdehnung der erwärmten Zone in der Größenordnung der Blechdicke, homogen<br />
– weiteres Erwärmen führt zu Fließen des Werkstoffs, Abbau der Druckspannungen<br />
=> keine Winkelausbildung, sondern Verkürzen<br />
– wird z.B. zum Biegen von Profilen eingesetzt.<br />
Einflussgrößen beim Laserstrahlumformen:<br />
– Werkstoffparameter (Wärmeleitfähigkeit, Wärmeausdehnungskoeffizient, Wärmekapazität, Dicht, E-<br />
Modul, Fließgrenze)<br />
– Laserparameter (Laserleistung, Vorschubgeschwindigkeit, Strahldurchmesser)<br />
– Bateilparameter (Blechdicke, Länge der Biegekante, Breite der Biegeschenkel, Krümmung)<br />
Rapid Prototyping von Profilen:<br />
Bestrahlungsstrategie für<br />
das Profilbiegen<br />
Prinzip des Laserstrahljustierens: (Lasermikrotechnik)<br />
Bi-direktionaler Winkelaktor:<br />
Erweiterung der Bewegungsmöglichkeiten<br />
des Aktors durch Einbringen einer Sicke<br />
Bestrahlung der Stege:<br />
Biegung in Richtung der Einstrahlseite<br />
Bestrahlung innerhalb der Sicke:<br />
Biegung in entgegengesetzter Richtung
Kapitel 7: Oberflächenbehandlung<br />
Vorteile des Laserstrahlhärtens<br />
– Partielles Randschichthärten<br />
– Vergleichsweise geringer Verzug<br />
– Selbstabschreckung mit hohen Abkühlraten<br />
– Sichere Bearbeitung unabhängig von Bauteilgröße<br />
– Hohe Oberflächenhärten bei feinkörnigem Gefüge<br />
– Hohe Prozesssicherheit durch online Temperaturregelung<br />
Flüssigphasenverfahren:<br />
Umschmelzen:<br />
Die Randschicht des Werkstücks wird über die Schmelztemperatur erwärmt<br />
Beschichten:<br />
Aufbringen einer Funktionsschicht, die sich in ihren Eigenschaften grundsätzlich vom Substrat<br />
unterscheidet.<br />
=>gute metallische Verbindung zwischen Schicht- und Grundwerkstoff bei minimaler Aufmischung.<br />
Legieren:<br />
Aufschmelzen von Grund- und Legierungswerkstoff<br />
Dispergieren:<br />
Ziel: zweite Phase gleichmäßig verteilt ins Schmelzbad einbringen, ohne diese aufzuschmelzen,<br />
dadurch Erhöhung der Verschleißfestigkeit der Matrix<br />
Laserstrahlauftragschweißen:<br />
2-stufiger Prozess:<br />
1. Auftrag des Zusatzwerkstoffes (Plasmabeschichten, Flammbeschichten, Plattieren, Aufkleben)<br />
2. (Um)Schmelzen mit dem Laserstrahl<br />
1-stufiger Prozess (in-situ Prozess):<br />
Zuführung des Zusatzwerkstoffes während des Prozesses: Pulver, Draht, Folie, Paste, Gas<br />
Prinzip des Laserstrahlpolierens:<br />
Schritt 1: Umschmelzen einer dünnen Randschicht (10 - 50 µm) zur Glättung von Makrorauheiten<br />
Schritt 2: Abdampfen und Umschmelzen von Mikrorauheiten zur Erhöhung des Glanzgrades<br />
Vergleich der Laserquellen für Oberflächenbehandlung:<br />
CO2-Laser: hohe Leistung, hohe Anlagenkosten, schlechte Absorption, schlechter Prozesswirkungsgrad<br />
Nd:YAG-Laser: mäßige Leistung, gute Handhabung, hohe Laserkosten, hohe Verbrauchskosten<br />
HL-Diodenlaser: ausbaufähige Leistung, gute Handhabung, hoher Prozesswirkungsgrad, günstige<br />
Verbrauchskosten<br />
Kapitel 8: Laserstrahltrenne/Laserstralmikrotechnik<br />
Laserstrahlschneiden im Wasserstrahl<br />
– Nd:YAG-Laser<br />
– Wasserstrahl als Lichtleiter => Arbeitsabstand bis 60 mm => Kein Problem mit der Fokuseinhaltung<br />
– Materialaustrieb über Wasserstrahl<br />
– Sehr hoher Kühleffekt<br />
Nachteile:<br />
- hoher Anlagenpreis<br />
- Trocknen der BE nach Bearbeitung<br />
- kein Einsatz bei wasserempfindlichen BE<br />
Vorteile:<br />
+ hohe Flexibilität, hohe v<br />
+ kein Verschleiß<br />
+ kaum thermische Belastung<br />
+ gute Qualität der Kante<br />
+ freigespannte Folien schneidbar
Vergleich mit anderen Verfahren:<br />
Konventioneller Laser:<br />
- Abstandsregelung u.U. problematisch<br />
- Flattern der Folie durch Schneidgas<br />
- aufwendige Fixierung<br />
- thermische Beeinflussung der Kante<br />
- z.T. Oxidation, Schmelzperlen<br />
+ hohe Flexibilität<br />
+ kein Verschleiss<br />
Drahterodieren im Stapel:<br />
- Anlagenpreis<br />
- geringe v<br />
- beschränkte Dimensionen<br />
+ hohe Präzision<br />
+ hohe Kantenqualität<br />
+ hohe Flexibilität<br />
Stanzen:<br />
- Werkzeugkosten<br />
- Werkzeugbau<br />
- Verschleiß<br />
- Gratbildung<br />
+ Anlagenpreis<br />
+ keine therm. Schädigung<br />
Femtosekundenlaser:<br />
Handelsübliche Femtosekundenlaser für Schneidaufgaben in der Mikrobearbeitung;<br />
Saubere Schnittspalte bei fs-Pulsen und keine Debrisbildung<br />
Laserstrahlbohren:<br />
Laserstrahlbeschriften:
Kapitel 9:<br />
Ultrakurzpulslasern:<br />
Laserstrahlablation mit ultrakurzen Pulsen:<br />
Laserpuls und Plasmabildung sind zeitlich voneinander getrennt, es kommt zu keiner Interaktion der<br />
Laserstrahlung mit dem Plasma aus dem Materialabtrag (aber mit dem Luftionisationsplasma)<br />
Bei UKL herrscht kein thermisches Gleichgewicht. Nicht das Metallgitter, sondern die Elektronen<br />
werden in Schwingungen versetzt.<br />
=> Übertragung der Energie von den Elektronen auf das Gitter<br />
=> Abtragung findet statt, wenn die Laserbestrahlung bereits vorbei ist